


生産スケジューラ【Asprova APS】
このカタログについて
| ドキュメント名 | 業種別サンプル:総合 |
|---|---|
| ドキュメント種別 | ハンドブック |
| ファイルサイズ | 2.4Mb |
| 登録カテゴリ | |
| 取り扱い企業 | アスプローバ株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
Asprova
業種別サンプル
アスプローバ株式会社
データおよび業種別、生産形式別ポイント解説付き http://www.asprova.jp/
リスト
1 金属加工 (組み立て加工)
2 自動車バンパー (射出成形)
3 プラスチック射出成形 (組み立て加工)
4 金属板/自動車ボディ (繰り返し加工)
5 自動車部品 (鋳造/加工 見込み生産)
6 電線/ワイヤー (撚り合わせ/検査)
7 プリント基板 (はんだ付け)
8 液晶パネル (注入)
9 エアコン筐体 (プラスチック射出成形)
10 ドリンク飲料 (混合/充填)
11 化粧品薬品 (混合/充填)
12 インゴット/素材 (工程間の時間間隔に上限)
13 ロール品/コイル品/テープ
14 粘着剤 (溶解/重合/充填)
15 鋳物 (溶解炉/鋳造)
Page2
業種別サンプル
2
Page3
業種別サンプル
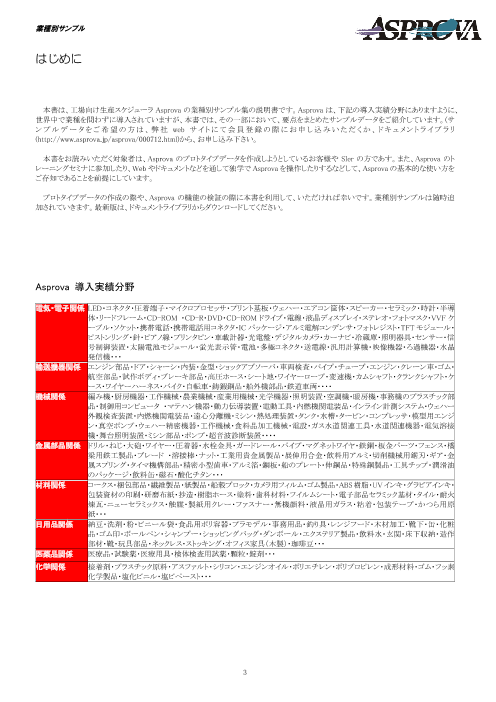
はじめに
本書は、工場向け生産スケジューラ Asprova の業種別サンプル集の説明書です。Asprova は、下記の導入実績分野にありますように、
世界中で業種を問わずに導入されていますが、本書では、その一部において、要点をまとめたサンプルデータをご紹介しています。(サ
ン プ ル デ ー タ を ご 希 望 の 方 は 、 弊 社 web サ イ ト に て 会 員 登 録 の 際 に お 申 し 込 み い た だ く か 、 ド キ ュ メ ン ト ラ イ ブ ラ リ
(http://www.asprova.jp/asprova/000712.html)から、お申し込み下さい。
本書をお読みいただく対象者は、Asprova のプロトタイプデータを作成しようとしているお客様や SIer の方であす。また、Asprova のト
レーニングセミナに参加したり、Web やドキュメントなどを通して独学で Asprova を操作したりするなどして、Asprova の基本的な使い方を
ご存知であることを前提にしています。
プロトタイプデータの作成の際や、Asprova の機能の検証の際に本書を利用して、いただければ幸いです。業種別サンプルは随時追
加されていきます。最新版は、ドキュメントライブラリからダウンロードしてください。
Asprova 導入実績分野
電気・電子関係 LED・コネクタ・圧着端子・マイクロプロセッサ・プリント基板・ウェハー・エアコン筐体・スピーカー・セラミック・時計・半導
体・リードフレーム・CD-ROM ・CD-R・DVD・CD-ROM ドライブ・電線・液晶ディスプレイ・ステレオ・フォトマスク・VVF ケ
ーブル・ソケット・携帯電話・携帯電話用コネクタ・IC パッケージ・アルミ電解コンデンサ・フォトレジスト・TFT モジュール・
ピストンリング・針・ピアノ線・プリンタピン・車載計器・光電盤・デジタルカメラ・カーナビ・冷蔵庫・照明器具・センサー・信
号制御装置・太陽電池モジュール・蛍光表示管・電池・多極コネクタ・送電線・汎用計算機・映像機器・ろ過機器・水晶
発信機・・・
輸送機器関係 エンジン部品・ドア・シャーシ・内装・金型・ショックアブソーバ・車両検査・パイプ・チューブ・エンジン・クレーン車・ゴム・
航空部品・試作ボディ・ブレーキ部品・高圧ホース・シート地・ワイヤーロープ・変速機・カムシャフト・クランクシャフト・ケ
ース・ワイヤーハーネス・バイク・自転車・鋳鍜鋼品・船外機部品・鉄道車両・・・・
機械関係 編み機・厨房機器・工作機械・農業機械・産業用機械・光学機器・照明装置・空調機・暖房機・事務機のプラスチック部
品・制御用コンピュータ ・マテハン機器・動力伝導装置・電動工具・内燃機関電装品・インライン計測システム・ウェハー
外観検査装置・内燃機関電装品・遠心分離機・ミシン・熱処理装置・タンク・水槽・タービン・コンプレッサ・模型用エンジ
ン・真空ポンプ・ウェハー精密機器・工作機械・食料品加工機械・電設・ガス水道関連工具・水道関連機器・電気溶接
機・舞台照明装置・ミシン部品・ポンプ・超音波診断装置・・・・
金属部品関係 ドリル・ねじ・大砲・ワイヤー・圧着器・水栓金具・ガードレール・パイプ・マグネットワイヤ・鉄鋼・板金パーツ・フェンス・橋
梁用鉄工製品・ブレード ・溶接棒・ナット・工業用貴金属製品・展伸用合金・飲料用アルミ・切削機械用鋸刃・ギア・金
属スプリング・タイマ機構部品・精密小型歯車・アルミ箔・銅板・船のプレート・伸鋼品・特殊鋼製品・工具チップ・潤滑油
のパッケージ・飲料缶・磁石・酸化チタン・・・
材料関係 コークス・梱包部品・繊維製品・紙製品・船穀ブロック・カメラ用フィルム・ゴム製品・ABS 樹脂・UV インキ・グラビアインキ・
包装資材の印刷・研磨布紙・抄造・樹脂ホース・塗料・歯科材料・フイルムシート・電子部品セラミック基材・タイル・耐火
煉瓦・ニューセラミックス・触媒・製紙用クレー・ファスナー・無機顔料・液晶用ガラス・粘着・包装テープ・かつら用原
紙・・・
日用品関係 納豆・洗剤・粉・ビニール袋・食品用ポリ容器・プラモデル・事務用品・釣り具・レンジフード・木材加工・靴下・缶・化粧
品・ゴム印・ボールペン・シャンプー・ショッピングバッグ・ダンボール・エクステリア製品・飲料水・玄関・床下収納・造作
部材・靴・玩具部品・ネックレス・ストッキング・オフィス家具(木製)・珈琲豆・・・
医薬品関係 医療品・試験薬・医療用具・検体検査用試薬・顆粒・錠剤・・・
化学関係 接着剤・プラスチック原料・アスファルト・シリコン・エンジンオイル・ポリエチレン・ポリプロピレン・成形材料・ゴム・フッ素
化学製品・塩化ビニル・塩ビペースト・・・
3
Page4
業種別サンプル
4
Page5
業種別サンプル
No.1 ディスクリート系
金 型 製 造 (組み立て加工)
Asprova MS+オプション不使用
工程図
製造 BOM スケジュール
各工程に資源が割り振られています。
資源ガントチャート。
特徴
① 金型部品ごとに工程が別々に着手され、仕上げ工程を経た後に組立工程で合流し、
最終製品となる組み立て加工。
② 同じ加工を行なえる資源が複数あり、負荷を分散させます(製造 BOM)。
③ マシニングセンタが複数台あり、1 つの工程だけではなく、複数の工程に割り当てら
れています。
④ 納期にジャストインタイムで製造できるように、バックワードでスケジューリングします。
データ
このデータは、Asprova の体験版からインストールされるサンプル 4 です。
5
Page6
業種別サンプル
No.2 ディスクリート系
自 動 車 バ ン パ ー (射出成形)
Asprova MS+オプション不使用
スケジュール 製造 BOM
品目段取り オーダガントチャート
品目が切り替わった際に発生する段取り時間を定義します。
特徴
① 射出成形工程だけのスケジューリング。
② 製品ごとに別々の金型を使用。
③ 製品が切り替わるたびに金型のセットアップのための段取り時間が発生。
④ 段取りは作業員が行なう。
⑤ 金型の数と段取り作業員の両方を制約にして有限能力でスケジューリング。
データ
自動車バンパー(射出成形).ar4
6
Page7
業種別サンプル
No.3 ディスクリート系
プ ラスチック射出成形(組み立て加工)
Asprova MS+オプション不使用
工程図
プラスチック原料から射出成形し、すべての品目に共通する共通品を組み立てて完成する工程。共通品は、オーダごとに1対1で自動補充する。
スケジュール 製造 BOM
組立工程は同時に2オーダまで並行して組み立て可能。
品目切り替え段取り(品目段取りテーブル) 中断時間 MAX(資源テーブル)
射出成形機では、品目の切り替えの組み合わせに応じて、段取り時間が発
射出成形機などのすべての資源は、日またがりせず、開始したら、その日のうち
生。
に終了するようにする。
そのほかの要件
射出成形機の効率的な割り振りがポイント。設備故障などの外乱要因や修理日程の反映などの作業効率化にも重点が置かれた。
データ
プラスチック射出成形(組み立て加工).ar4
7
Page8
業種別サンプル
No.4 ディスクリート系
金 属板/自動車ボディ (繰り返し加工)
Asprova MS+オプション不使用
工程図 製造 BOM
切焼シ潤プシ
断鈍ョ滑レョ
ッ スッ
ト ト
焼 潤プシ
鈍 滑レョ
スッ
ト
潤 加検
滑 工査
金属板の強度を上げるため、焼鈍、ショット、潤滑、プレス工程を繰り返します。
スケジュール 品目ごとの仕様とその切り替え段取りの設定
資源ガントチャート。同じオーダで焼鈍、ショット、潤滑、プレス工程を繰り返します 切断工程では、品目に指定された仕様(A/B)の切り替えのタイミング
で、仕様切り替え段取りが発生。
そのほかの要件
自動車部品ということで、いかに納期に間に合わせるかがポイント。
焼鈍、潤滑、プレス工程にて、絶え間なく仕事をさせるようにすることが
重要。
そのほか、切断工程において、仕様の切り替え段取りが少なくなるよ
うにすること。計画パラメタにより、仕様切り替え段取りの発生回数を少
なくできます(右図)。
データ
このデータは、Asprova の体験版からインストールされるサンプル 3 です。
8
Page9
業種別サンプル
No.5 ディスクリート系
自 動車部品 (鋳造/加工 見込み生産)
Asprova MS+受注 OP
※このデータはデータ量が多いため、体験版ではリスケジュールできません。
工程図 受注予定表(要受注オプション)
顧客から月次で内示、週次で確定情報が来る見込み生産。
スケジュール 自動補充生産と安全在庫の設定(品目テーブル)
製造オーダは自動補充生産機能を使用し、内示を受け取ることを起
点として自動的に生成されるようにしています。
在庫グラフ (緑線が安全在庫)
日当たりの納品数量と製造ロット単位が異なるため、受注オプションを使用し、製造オ
ーダと紐付けるモデルを適用。これにより、納期遅れの確認が容易になります。
そのほかの要件および
① 受注変動に対応するため、安全在庫を設定。
② 初工程が外注資源。
③ 基本的にはバックワードスケジューリングだが、オーダの総数量が多い期間はフォワー
ドスケジューリングによる連続生産。
④ 3 直交代勤務による 24 時間連続稼働。
データ
自動車部品(見込み生産).ar4
9
Page10
業種別サンプル
No.6 ディスクリート系
電線/ワイヤー (撚り合わせ/検査)
Asprova MS+オプション不使用
工程図
スケジュールと原料の在庫グラフ (赤線は安全在庫) 自動補充生産と安全在庫の設定(品目テーブル)
絶縁線は色別にまとめ生産。安全在庫を設定し、適切な部材管理の
実現。
伸線工程での仕様切り替え段取り(色の切り替え)
そのほかの要件および特徴
① 伸線→撚り合わせ→検査。撚り合わせ工程では、複数の色の絶縁線を寄り合わせる合
流工程。
② 同一色絶縁体の連続生産。(色の切り替えの際に段取り時間が発生するため、切り替え
回数を少なくしたい)
データ
電線・ワイヤー.ar4
10
Page11
業種別サンプル
No.7 ディスクリート系
プリント基板 (はんだ付け)
Asprova MS+オプション不使用
特徴
多くの品種を扱い、それぞれの品種に対し部品が必要となる。そのため品種のみでなく取り付ける部品も含めて計画しないと、部品が足りないと
いったトラブルが発生してしまう。
→ 資材欠品を防ぐために資材を含めた生産計画。資材の在庫情報とオーダの引き当て。
はんだ付け工程は一つの品目について、表面と裏面に対して行う。表面から裏面、裏面から表面に切り換える場合は段取りが発生し、表面から
表面、裏面から裏面に切り換える場合は段取りが発生しない。そのため表面、裏面を連続してはんだ付けを行うような計画にしたい。
→ 一日の中ではんだ付け工程の作業順序を入れ替え、表面、裏面が連続して行われるよう段取り最適化し、リードタイムを短縮。
工程図
工程の説明 製造 BOM
部品実装 基板に部品を取り付ける
はんだ付け 自動機で基盤の両面に半田付けを行なう
修正 自動機で作られた基盤の確認と修正を行なう
検査 プリント基板として正常に動作するか検査する
はんだ付け工程の切り替え段取り
はんだ付け工程を最適化する計画パラメタ はんだ付け工程の最適化のスクリーンショット
スケジュール
データ
プリント基板.ar4
11
Page12
業種別サンプル
No.8 ディスクリート系
液 晶 パ ネ ル ( 注 入 )
Asprova MS+最適化 OP
特徴
液晶ディスプレイの製造において、パネル製造工程は液晶注入などディスプレイの表示品質に大きくかかわる工程です。
インライン装置のため、前後工程の作業を同じ装置に割り付けたい。インライン装置であるが、前後工程の間に人による操作が必要であるた
め、一つの作業にはまとめないように計画したい。
→ 次の工程の作業を割り付ける資源を制約する次資源制約機能により、前後工程で同じ資源に割付けます。
装置ごとにロットサイズが異なるため、装置のロットサイズも考慮して計画したい。
→ 並び順制御を使用することで、バッチごとに真空ベーク工程、液晶注入工程を連続して割付けます。 (最適化オプション使用)
工程図
スケジュールの最適化 製造 BOM
最適化前
最適化後
装置ごとのロットサイズの設定 (資源テーブル) インライン装置での次資源の設定 (資源テーブル)
データ
液晶パネル(注入).ar4
12
Page13
業種別サンプル
No.9 ディスクリート系
エ アコン筐体(プラスチック射出成形)
Asprova MS+オプション不使用
工程図 製造 BOM
S1 H1~H6
P1
S2
H1~H7
P2
S3
H5~H8
素材供給機
射出成形機
K1 K2 K3
金型
スケジュール 製造 BOM(品目と金型の関係)
特徴
① 素材供給機→射出成形の 2 工程。
② 射出成形工程では金型を使用。金型には複数の種類があり、使用できる金型は品目
ごとに異なる。
③ 同一の金型が同時に別の射出成形機で使用されないように計画を立案。
④ 素材供給機、射出成形機それぞれで、負荷を分散し、効率的に資源の割り振りをす
る。
データ
このデータは、Asprova の体験版からインストールされるサンプル 2 です。
13
Page14
業種別サンプル
14
Page15
業種別サンプル
プロセス系製造物のポイント
1 途中工程までをまとめ生産し、その後、複数の製品に分岐していくことがほとんどである。
2 仕掛り品目を放置できる時間が限られていることが多い(すぐに次の工程を着手する必要がある)。
タンク資源特有の制約を加味する必要が出ることがある。「次の工程が終了するまでタンクが空かない」「タン
3 クに同時に入れられる品目の組み合わせが限られている」「オーダが来るまでタンクに品目を入れっぱなしに
する」「タンクの洗浄」
4 反物の扱い。効率よく切り出すことが求められる。
5 個で数えられない単位(kg/メートル/リットルなど)の扱い。
関連機能
自動補充生産、期間まとめ、重なり MAX OP、資源ロック OP、イベント OP、安全在庫、原料制約、作
業員の割付け、スキルマップ、炉資源、在庫グラフ、負荷グラフ、製造(購買)予定表、並び順制御 OP、
スケジュール評価、作業分割
15
Page16
業種別サンプル
No.10 プロセス系
ド リ ン ク 飲 料 ( 混合/充填 )
Asprova MS+オプション不使用
工程図 製造 BOM
充填機 1
原料 充填機 2
混合機 検査機
充填機 3
スケジュール 充填工程の製造 BOM
特徴
① ドリンク飲料の材料混合→充填→検査の 3 工程。
② 充填工程の3つの充填機は、製品ごとに使用できる充填機が異なり、充填スピードも異
なる。充填時間、待ち時間、資源負荷率を考慮しながらの資源割振り。
③ 優先度により、特急、ジャストインタイム、穴埋めロットを指定。割付け方向混在(フォワ
ード・バックワード)のスケジューリング。
データ
このデータは、Asprova の体験版からインストールされるサンプル 1 です。
16
Page17
業種別サンプル
No.11 プロセス系
化 粧 品 薬 品 ( 混合/充填 )
Asprova MS+オプション不使用
工程図
スケジュールとスキルマップ(資源テーブル) スキル設定付き製造 BOM
充填工程での品目段取り(品目段取りテーブル) 共通原料のまとめ生産(品目テーブル)
特徴
① 適切な人員配置、実績反映によるフレキシブルな対応。
② パート・アルバイトのスキルマップ(星取表)により、「検査の出来る出来ない」および「検
査スピード」を設定。
③ 人員の出勤状況の反映。
④ 共通部品のまとめ生産。
データ
化粧品薬品.ar4
17
Page18
業種別サンプル
No.12 プロセス系
イ ンゴット/素材(工程間の時間間隔に上限)
Asprova MS+購買 OP+重なり MAX OP
工程図
スケジュール (購買計画と製造計画) 重なり MAX 設定付き製造 BOM
※要 重なり MAX オプション
購買オーダの自動補充設定 (品目テーブル) 製造を中断させない設定(資源テーブル)
※ 要購買オプション
特徴
① 抜き取り検査のために途中工程で分岐したあとに合流する工程。
② 中間品が物持ちしないため、重なり時間 MAX オプションを適用。
③ 原料の購買計画の立案(要購買オプション)。
④ 調整、溶解工程などで製造時間を中断させない。
⑤ 歩留まりを予見してマスタにその分を設定。
データ
素材.AR4
18
Page19
業種別サンプル
No.13 プロセス系
ロール品/コイル品/テープ
Asprova MS+オプション不使用+プラグイン
課題と解決策
① 大ロール(原反)から製品までの紐付けを見えるようにしたい。
ロール(コイル)材からの加工においては、大ロールから中、小ロールに加工して、最終製品にいたるまでの紐付きが見え
ない。このため、過剰な待ち時間のためのリードタイムの長期化や中間在庫の増大の原因がつかめない。
⇒ オーダガントチャートにより、オーダの紐付けが見えます。
⇒ 資源ガントチャートにより、資源(機械)ごとの紐付けが見えます。
② 大ロール(原反)を使い切って製品まで作りたい
大ロールのサイズは一定単位で決まっているので、オーダの数量により、端数が残る。この端数は、大ロールのまま残して
おくのではなく、適切な製品に見込みで水増しして在庫にしたい。
⇒ プラグインで実現
③ 工程によって単位が違う(kg/本/ケース…)
⇒ 品目(製品と仕掛品)ごとに、単位の変換係数を設定。数量の表示などで単位をつけることも可能。例:製造数量 20 本
工程図
スケジュール (購買計画と製造計画) オーダの紐付け(オーダガントチャート)
原反の自動補充設定 (品目テーブル) プラグインにて見込みで製造する製品を決定
安全在庫を加味しながら、在庫が少ない製品を選択します。
データ
13 roll.ar4 / プラグインソース
19
Page20
業種別サンプル
No.14 プロセス系
粘 着 剤 (溶解/重合/充填)
Asprova MS+オプション不使用
課題と解決策
① 最適な計画
原料が同じ製品が多数あり、後の工程で荷姿が変わる。どのオーダをまとめて作ればよいのかわからない。また、どのような計画になっ
ているのか、わからない。
⇒ 半製品のまとめ生産(自動補充生産機能)を使用。
⇒ 資源ガントチャートやオーダガントチャートにより、オーダの紐付けが見えます。
② 溶解タンクの制約
溶解タンクの中には次の工程まで半製品が入ったままになっている。次の溶解を開始するタイミングは、タンクの中身がなくなってから
である。
⇒ 資源ロックオプションにより実現。
③ 複数台ある充填機を効率よく使いたい。
⇒ 計画パラメタの重みの設定で、資源の負荷平準化、待ち時間の最小化などを加味して資源の割り振りを行ないます。
工程図
スケジュール 溶解タンクの資源ロック(資源ガントチャート)
半製品の自動補充設定 (品目テーブル) 資源の負荷分散などを設定する計画パラメタ
データ
14 粘着剤.ar4
20