


アルミ部品の高能率な正面フライス加工を実現!
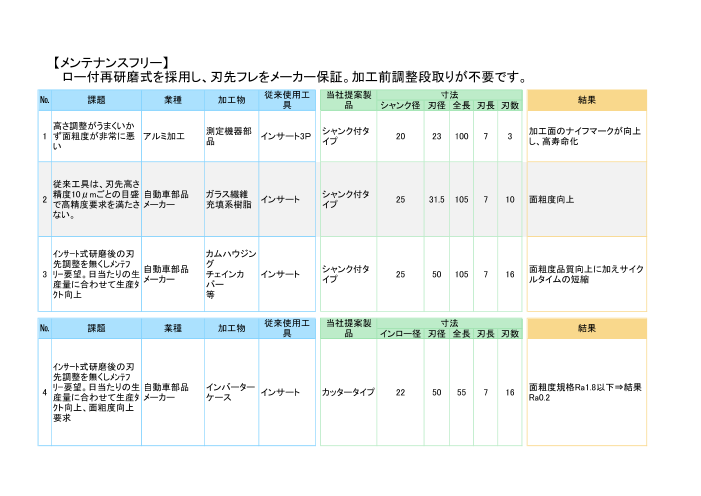
【メンテナンスフリー】
ロー付再研磨式を採用し、刃先フレをメーカー保証。加工前調整段取りが不要です。
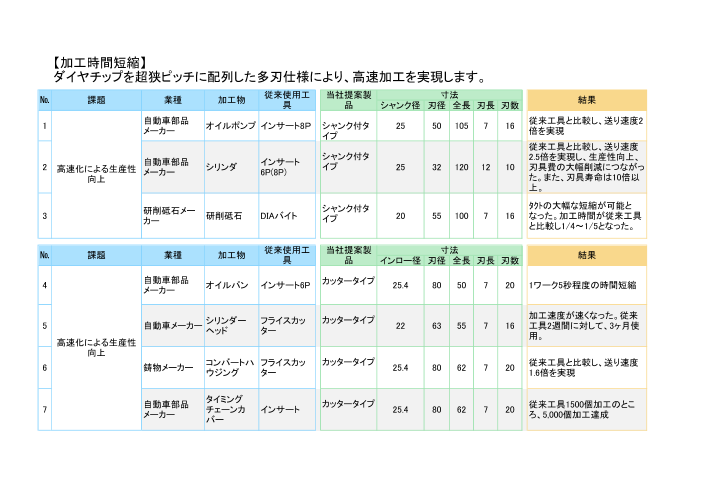
【加工時間短縮】
ダイヤチップを超狭ピッチに配列した多刃仕様により、高速加工を実現します。
【高品位加工】
低切削抵抗刃型の採用による高速安定加工を実現します。バリを抑制し、高品位な加工を実現します。高剛性仕様により、断続切削ワークでも、加工面粗度と平面度を確保します。
◆詳細はカタログをダウンロードしてご覧ください。
このカタログについて
| ドキュメント名 | 多刃ダイヤフェースミル 課題別事例集 |
|---|---|
| ドキュメント種別 | 事例紹介 |
| ファイルサイズ | 567.1Kb |
| 登録カテゴリ | |
| 取り扱い企業 | 兼房株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page2
成功事例.pdf、事例
【メンテナンスフリー】
ロー付再研磨式を採用し、刃先フレをメーカー保証。加工前調整段取りが不要です。
従来使用工 当社提案製 寸法
№ 課題 業種 加工物 結果
具 品 シャンク径 刃径 全長 刃長 刃数
高さ調整がうまくいか
測定機器部 シャンク付タ 加工面のナイフマークが向上
1 ず面粗度が非常に悪 アルミ加工 インサート3P 20 23 100 7 3
品 イプ し、高寿命化
い
従来工具は、刃先高さ
精度10μmごとの目盛 自動車部品 ガラス繊維 シャンク付タ
2 インサート 25 31.5 105 7 10 面粗度向上
で高精度要求を満たさ メーカー 充填系樹脂 イプ
ない。
インサート式研磨後の刃 カムハウジン
先調整を無くしメンテフ グ
自動車部品 シャンク付タ 面粗度品質向上に加えサイク
3 リー要望。日当たりの生 チェインカ インサート 25 50 105 7 16
メーカー イプ ルタイムの短縮
産量に合わせて生産タ バー
クト向上 等
従来使用工 当社提案製 寸法
№ 課題 業種 加工物 結果
具 品 インロー径 刃径 全長 刃長 刃数
インサート式研磨後の刃
先調整を無くしメンテフ
リー要望。日当たりの生 自動車部品 インバーター 面粗度規格Ra1.8以下⇒結果
4 インサート カッタータイプ 22 50 55 7 16
産量に合わせて生産タ メーカー ケース Ra0.2
クト向上、面粗度向上
要求
Page3
【加工時間短縮】
ダイヤチップを超狭ピッチに配列した多刃仕様により、高速加工を実現します。
従来使用工 当社提案製 寸法
№ 課題 業種 加工物 結果
具 品 シャンク径 刃径 全長 刃長 刃数
自動車部品 従来工具と比較し、送り速度2
1 オイルポンプ インサート8P シャンク付タ 25 50 105 7 16
メーカー 倍を実現
イプ
従来工具と比較し、送り速度
シャンク付タ 2.5倍を実現し、生産性向上、
自動車部品 インサート
2 高速化による生産性 シリンダ イプ 25 32 120 12 10 刃具費の大幅削減につながっメーカー 6P(8P)
向上 た。また、刃具寿命は10倍以
上。
研削砥石メー シャンク付タ
タクトの大幅な短縮が可能と
3 研削砥石 DIAバイト
カー イプ
20 55 100 7 16 なった。加工時間が従来工具
と比較し1/4~1/5となった。
従来使用工 当社提案製 寸法
№ 課題 業種 加工物 結果
具 品 インロー径 刃径 全長 刃長 刃数
自動車部品
4 オイルパン インサート6P カッタータイプ 25.4 80 50 7 20 1ワーク5秒程度の時間短縮
メーカー
加工速度が速くなった。従来
シリンダー フライスカッ カッタータイプ
5 自動車メーカー 22 63 55 7 16 工具2週間に対して、3ヶ月使
ヘッド ター
用。
高速化による生産性
向上
コンバートハ フライスカッ カッタータイプ 従来工具と比較し、送り速度
6 鋳物メーカー 25.4 80 62 7 20
ウジング ター 1.6倍を実現
タイミング
自動車部品 カッタータイプ 従来工具1500個加工のとこ
7 チェーンカ インサート 25.4 80 62 7 20
メーカー ろ、5,000個加工達成
バー
Page4
【高品位加工】
低切削抵抗刃型の採用による高速安定加工を実現します。
バリを抑制し、高品位な加工を実現します。
高剛性仕様により、断続切削ワークでも、加工面粗度と平面度を確保します。
従来使用工 当社提案製 寸法
№ 課題 業種 加工物 結果
具 品 シャンク径 刃径 全長 刃長 刃数
高速送り時の面粗度
が安定しない アルミ製品メー モーターカ フライスカッ シャンク付タ 面粗度、ナイフマークとも安定
1 25 63 80 7 16
ナイフマークを削減し カー バー ター イプ 化
たい
セラミックの深堀加工
フライスカッ シャンク付タ
2 を行っており、底面R セラミック加工 セラミック 12 20 70 10 6 切削面が向上
ター イプ
が必要。
従来使用工 当社提案製 寸法
№ 課題 業種 加工物 結果
具 品 インロー径 刃径 全長 刃長 刃数
NGワークが頻発して 光学機器部 超硬インサー NG品の発生が3%から0%と
3 アルミ加工 カッタータイプ 22 63 55 7 16
いる 品 ト 4P なった
クランプが弱い箇所の 自動車部品 バルブボ フライスカッ 全長一定タイ 平面度45μ以下
4 22 63 50 7 16
面粗度が安定しない メーカー ディー ター プ 結果20~30μ
Page5
インロー径