


このカタログについて
| ドキュメント名 | 加工領域全域の空間精度測定_株式会社空間精度研究所 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 2.4Mb |
| 取り扱い企業 | 株式会社空間精度研究所 (この企業の取り扱いカタログ一覧) |

このカタログの内容
Page1
空間精度研究所
サービスご案内
Page2
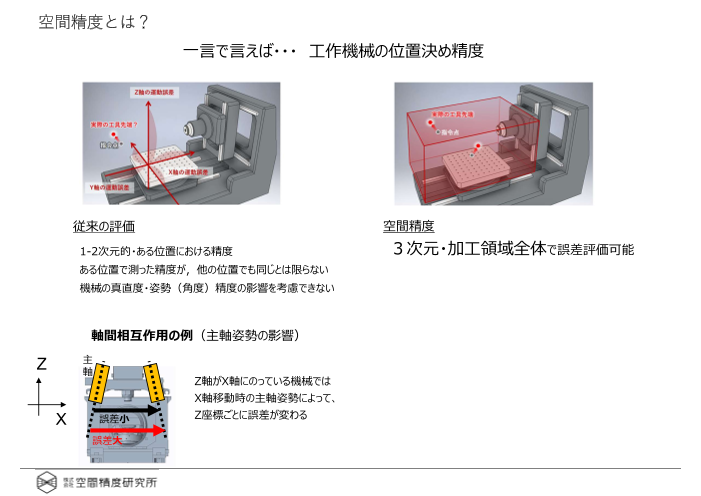
空間精度とは?
一言で言えば・・・ 工作機械の位置決め精度
従来の評価 空間精度
1‐2次元的・ある位置における精度 3次元・加工領域全体で誤差評価可能
ある位置で測った精度が,他の位置でも同じとは限らない
機械の真直度・姿勢(角度)精度の影響を考慮できない
軸間相互作用の例(主軸姿勢の影響)
Z 主
軸
Z軸がX軸にのっている機械では
X軸移動時の主軸姿勢によって、
X 誤差小 Z座標ごとに誤差が変わる
誤差大
Page3
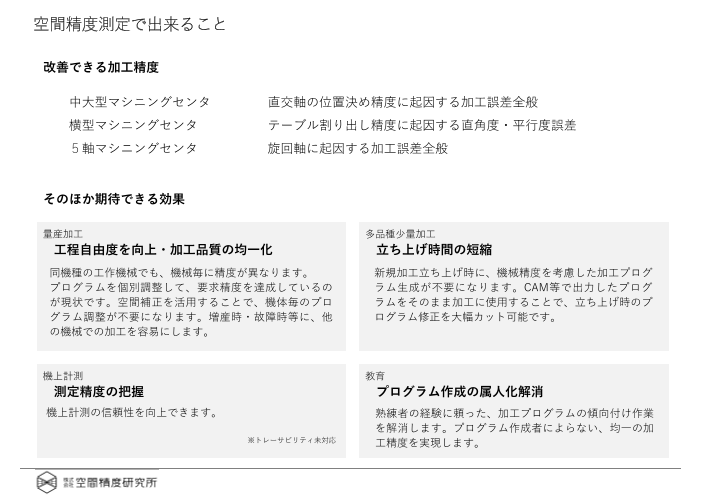
空間精度測定で出来ること
改善できる加工精度
中大型マシニングセンタ 直交軸の位置決め精度に起因する加工誤差全般
横型マシニングセンタ テーブル割り出し精度に起因する直角度・平行度誤差
5軸マシニングセンタ 旋回軸に起因する加工誤差全般
そのほか期待できる効果
量産加工 多品種少量加工
工程自由度を向上・加工品質の均一化 立ち上げ時間の短縮
同機種の工作機械でも、機械毎に精度が異なります。 新規加工立ち上げ時に、機械精度を考慮した加工プログ
プログラムを個別調整して、要求精度を達成しているの ラム生成が不要になります。CAM等で出力したプログ
が現状です。空間補正を活用することで、機体毎のプロ ラムをそのまま加工に使用することで、立ち上げ時のプ
グラム調整が不要になります。増産時・故障時等に、他 ログラム修正を大幅カット可能です。
の機械での加工を容易にします。
機上計測 教育
測定精度の把握 プログラム作成の属人化解消
機上計測の信頼性を向上できます。 熟練者の経験に頼った、加工プログラムの傾向付け作業
を解消します。プログラム作成者によらない、均一の加
※トレーサビリティ未対応 工精度を実現します。
Page4
横型マシニングセンタでの実施例
加工位置によるワーク精度の比較が可能
①機械誤差を特許技術により測定
直角度
(4直角マスター)×3 1軸誤差
(レーザー測定器) ×3
②加工結果をシミュレーション
任意のワーク形状について、任意の位置の加工結果をシミュレーション可能
No.1 No.2
③必要に応じて補正
FANUC/SIMENSの補正パラメータを生成・設定
Page5
New 5軸測定・補正に対応
テーブルが旋回する例
Page6
熱変位の測定・分析
標準の測定・補正サービスに加えて、熱変位測定等もオーダーメイドでお受けいたします。
実施例
室温約23度の場合
大型5軸 ワーク外形
加工機(ストローク 約3m)で
箱型ワーク(⾧辺 約1.5m、工作機械部品)を仕上げ加工したときに
季節ごとに生じる熱変位を調査 Y
X
測定を行い、各温度状態での熱変位考慮した空間精度を推定 室温 約18度の場合
新規ワーク立ち上げ時に、年間の温度変化に伴う精度への影響を ⾧辺方向の真直度
推定できます
EYX 真直度 [μm]
Page7
(ご参考)その他の測定・補正方法との比較
当社のサービスに加えて日常点検を行うことで、更なる精度向上が期待できます。
ピッチエラー補正 簡易空間精度補正 簡易空間精度補正
プ ロ ー ブ 測 定 ステップ対角線測定
直進位置決め偏差 直進位置決め偏差 真直度偏差 直進位置決め偏差 真直度偏差
姿勢偏差 直角度偏差 姿勢偏差 直角度偏差
ピッチエラー 軸平均線の誤差を同定 測定誤差が大きい
(直進位置決め偏差) (コサイン誤差)
のみ
※いずれも他社にて提供の機能です。詳しくは測定機器メーカーへお問い合わせください
おすすめ
年次点検当社サービス+日常点検プローブ測定
Page8
(ご参考)技術紹介
工作機械の誤差要素
直進位置決め偏差 真直度偏差 姿勢偏差 直角度偏差
(1 + 2 + 3) ×3 + 3 = 21要素
軸ごとの誤差 軸同士の誤差 4・5軸機ではさらに回転軸!
送り系誤差の測定方法の例
誤差 測定方法 規格
位置決め誤差 レーザ干渉計 ISO 230-2: 2006
真直度 直定規・変位センサ ISO 10791-1: 1998
直角度 直角定規・変位センサ ISO 10791-1: 1998
角度偏差 オートコリメータ ISO 10791-1: 1998
輪郭運動誤差 ボールバー ISO 230-4: 2005
対角線試験 レーザ干渉計 ISO 230-2: 2006
回転軸の運動精度 アーティファクト・変位センサ ISO 230-7: 2007
熱変位 アーティファクト・変位センサ ISO 230-3: 2007
Page9
現地作業の流れ
測 定 補 正
直交3軸(+回転軸)
FANUC SIEMENS HEIDENHEIN
機械にあった最適な方法で測定します。 NC補正パラメータを、
測定不確かさの影響を低減する
独自アルゴリズムにより算出します。
追尾式レーザー干渉計
FANUC
格子交差スケール 3次元回転誤差補正
レーザー測⾧機
SIEMENS
VCS
DBB
※NCオプションが必要です。
空間精度測定とNCパラメータ同定・設定を行います。
測定器の用意や、補正技術の理解は不要です。
測定のみのご依頼もお気軽にお申し付けください。
実績機種(測定のみを含みます)
DMG森精機 DMU monoBLOCK / duoBLOCK / Gantry / Portal シリーズ, NMVシリーズ, NHXシリーズ, NTX シリーズ
芝浦機械 MPC シリーズ
オークマ MAシリーズ
マキノ a-81
新日本精機 RB-FⅡシリーズ
Page10
サービスに関するお問い合わせ
お問い合わせ先
sales@volumetric.jp
075-286-9059 (自動応答)
オンライン(Teams・Zoom)で個別にご説明させていただきます。
お気軽にお問い合わせください。
上記のほか、下記代理店経由でもお問い合わせいただけます。
DMG森精機セールスアンドサービス
本文中に記載されている会社名、製品名等は、各社の登録商標または商標です。
当社のサービスは、外国為替及び外国貿易法の規制役務に該当します。
Page11
会社概要
株式会社空間精度研究所
Volumetric Accuracy Research Institute Co., Ltd.
所在地 〒604-8181
京都市中京区間之町通御池下る綿屋町520-1 京ビル2号館 3階
設立 2019年6月26日
代表 下池 昌広
事業内容 工作機械の空間精度測定・補正サービス ソフトウェア受託開発
資本金 600万円
事業内容 工作機械の精度測定サービス・ソフトウェア開発
決算期 12月31日
主要メンバー
代表取締役社⾧ DMG森精機にて高精度化技術の開発に従事後独立し、株式会社空間精度研究所創業。
下池 昌広 専門は工作機械精度の数理モデル化。
京都大学理学研究科修士課程修了。広島大学博士後期課程在学中。
取締役 博士課程在学中に下池と共同研究を行う。株式会社空間精度研究所共同創業。
森 幸太郎 専門は工作機械の熱変位解析等。京都大学工学研究科博士後期課程修了。
木谷 晋也 DMG森精機にて要素技術開発に従事。創業時から空間精度研究所に参画。 専門は精度測定
の実験立案等。カリフォルニア大学バークレイ校機械工学科博士課程修了。
Page12
(ご参考)技術紹介
空間誤差補正と幾何学モデル
直進位置決め偏差
真直度偏差
姿勢偏差 幾何学モデル
ISO/TR16907
直角度偏差
21 誤差要素 空間精度 (3次元位置決め偏差)
稼働領域内の任意の指令位置での、
誤差原因ごとに間接評価 工具先端点の位置・姿勢を直接評価
空間精度補正
可動域を網羅する格子点 (x,y,z) に対し補正量 (ex, ey, ez) を設定(格子点は補間)
全ての格子点で実際に誤差を計測することが理想
→現実的には難しい
幾何学モデル
各軸の誤差と工具端の位置誤差の関係を記述するモデル
各軸の誤差が既知で幾何学モデルがあれば,任意位置の誤差を予想できる
Page13
(ご参考)技術紹介
幾何学モデルと誤差パラメータの同定
誤差パラメータの同定
パラメータ同定
・加工空間の一部で測定した誤差から誤差パラメータを同定 測定結果
・幾何学モデルを利用する
・実態は行列計算
そのままでは不定問題なため、いかに自由度を減らすかが重要 補正値
補正値の生成精度を悪化させないように拘束を追加する 補正値生成
→ 空間精度研究所のノウハウ・コア技術
構造によって変化する幾何学モデル
? ?, ?, ? ? ?′, ?′, ?
= ? ? + ? ? + ? ? = −? ?′ − ? ? + ? ?
[w b X Y Z (C) t]
+ ? + ? ? + ? ? ? [w X’ Y’ b Z (C) t] + ? ? + ? ? + ? ?′
− ? + ? ? − ? ? + ? ? + ? ?