



ロボットシステム 総合カタログ
◆溶接電源融合型ロボット
コントローラーとパワーユニット(溶接電源)を一つのCPUで管理することで高精度な溶接を実現します
◆溶接電源別置きロボット(GⅢ)
多彩なフルデジタル溶接電源との組み合わせで安定した高品質溶接を実現します。
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | 高精度な溶接を実現する溶接電源融合型ロボット |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 26.5Mb |
| 登録カテゴリ | |
| 取り扱い企業 | パナソニック コネクト株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
プロセスエンジニアリングセンターのご案内
充実したサポート体制で皆様の 詳しくはWebで 溶接ロボット
『モノづくり』に貢献します。 総合カタログ
溶接実証
ロボットカレッジ
ワークトライで、サンプルの
溶接実証ができます。
初心者から熟練者まで プロセスエンジニアリングセンターの溶接機器は、
さまざまなコースの コンサルティング 実際の工場を想定して設置しております。
研修をご用意しております。 専任のオペレーターが常駐し、
いつでも稼働・実演が可能です。
センター内には、カレッジ専用教室を設置。
専任の講師も待機しており、
ロボットカレッジ等を積極的に開催しております。 各種技術相談やシステム
初級・中級・上級とレベルに合ったコースを選択 導入時のご相談を承ります。
いただけます。 溶接機やロボットシステム等、溶接機器に
関するハード・ソフトのご相談を承ります。
●プロセスエンジニアリングセンターは お気軽にご相談ください。
大阪府、愛知県、埼玉県の3拠点がございます。
パナソニック溶接機の最新情報 パナソニックは信頼の純正ワイヤを
最新ニュースやカタログ、導入事例集など、 推奨します。
多彩な情報を掲載しております。 各溶接にはパナソニック製ワイヤをお使いください。
最新のカタログを掲載しております。
https://connect.panasonic.com/jp-ja/products-services_welding https://connect.panasonic.com/jp-ja/products-services_welding/
downloads/catalog#Peripherals
安全に関するご注意
●ご使用の際は、取扱説明書をご確認の上、正しくお使いください。
●溶接機器は、換気することができ、可燃物のない屋内に設置してください。
●溶接で発生するアーク音やアーク光、飛散するスパッタやスラグから、作業者や他の人々を守るために、保護具を使用してください。
●溶接中に人体に有害な金属蒸気(ヒューム)が発生するため、防塵マスクを必ず着用してください。(特化則 第2類物質より)
○防音保護具を未使用の場合は、回復しない騒音性の難聴を引き起こす場合があります。
○防音保護具の種類※は、JIS T8161(防音保護具)に従ってください。 ※耳栓、耳覆い(イヤーマフ)
パナソニックグループは環境に配慮した製品づくりに取り組んでいます 詳しくは
こちら
パナソニック溶接機・ロボットご相談窓口 0120-700-912 受付9時~12時、12時45分~17時
各種ご相談は、右記にお問い合わせください。 (土日、祝日、年末年始、当社所定の休日を除く)
携帯OK 携帯電話からもご利用いただけます。
●お問い合わせは…
パナソニック コネクト株式会社
溶接プロセス事業部
〒561-0854 大阪府豊中市稲津町3丁目1番1号
パナソニックFSエンジニアリング株式会社
〒140-0002 東京都品川区東品川4丁目10番27号
住友不動産品川ビル
このカタログの内容についてのお問い合わせは、左記にご相談ください。
または、パナソニック溶接機・ロボットご相談窓口におたずねください。
このカタログの記載内容は
2024年10月現在のものです。
1-010K
●製品の色は印刷物ですので実際の色と多少異なる場合があります。 宣伝物注文略号 カ・6029
●本カタログの記載内容は改善等のため予告なく変更する場合があります。
▲
Page2
妥協できない
現場に。
【自動車産業】
自動車のボディやフレーム、各パーツの溶接に。
先進溶接技術により、高品質かつ高生産効率を実現します。
【インフラ産業】
橋梁や鉄道など、高重量かつ大規模な溶接に。
オーダーメイドのシステム制作で作業者の安全を確保します。
【機械産業】
建設機械や農業機械など、幅広い工法が必要な溶接に。
各種表面仕上げや材質、板厚に対応した専用ソフトで理想の
モノづくりを可能にします。
溶接工程のコンサルティング 充実の業界別施工事例や導入事例
事業開始から70年で培った 様々な事例をご紹介しており
豊富な自動化ノウハウでモノ ます。自動車・建機・インフラ
づくりをサポートいたします。 業界を始め充実のお役立ち
Webからもご相談いただけ 事例をWebに掲載中です。
ます。
Page3
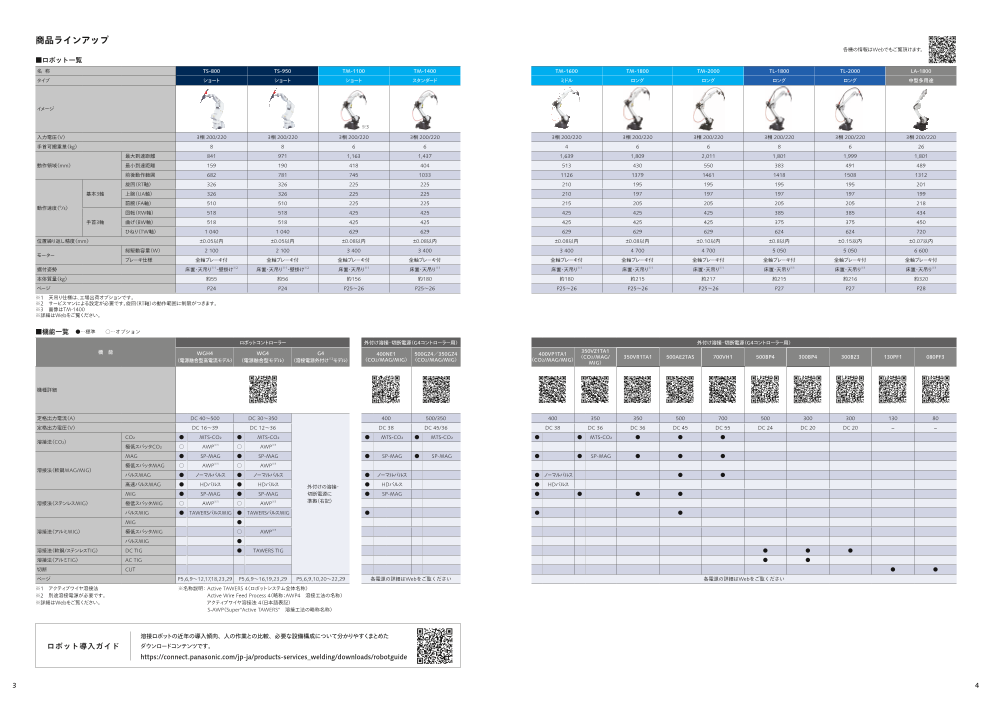
商品ラインアップ
各機の情報はWebでもご覧頂けます。
■ロボット一覧
名 称 TS-800 TS-950 TM-1100 TM-1400 TM-1600 TM-1800 TM-2000 TL-1800 TL-2000 LA-1800
タイプ ショート ショート ショート スタンダード ミドル ロング ロング ロング ロング 中型多用途
イメージ
※3
入力電圧(V) 3相 200/220 3相 200/220 3相 200/220 3相 200/220 3相 200/220 3相 200/220 3相 200/220 3相 200/220 3相 200/220 3相 200/220
手首可搬重量(kg) 8 8 6 6 4 6 6 8 6 26
最大到達距離 841 971 1,163 1,437 1,639 1,809 2,011 1,801 1,999 1,801
動作領域(mm) 最小到達距離 159 190 418 404 513 430 550 383 491 489
前後動作範囲 682 781 745 1033 1126 1379 1461 1418 1508 1312
旋回(RT軸) 326 326 225 225 210 195 195 195 195 201
基本3軸 上腕(UA軸) 326 326 225 225 210 197 197 197 197 199
前腕(FA軸) 510 510 225 225 215 205 205 205 205 218
動作速度(°/s)
回転(RW軸) 518 518 425 425 425 425 425 385 385 434
手首3軸 曲げ(BW軸) 518 518 425 425 425 425 425 375 375 450
ひねり(TW軸) 1 040 1 040 629 629 629 629 629 624 624 720
位置繰り返し精度(mm) ±0.05以内 ±0.05以内 ±0.08以内 ±0.08以内 ±0.08以内 ±0.08以内 ±0.10以内 ±0.8以内 ±0.15以内 ±0.07以内
総駆動容量(W) 2 100 2 100 3 400 3 400 3 400 4 700 4 700 5 050 5 050 6 600
モーター
ブレーキ仕様 全軸ブレーキ付 全軸ブレーキ付 全軸ブレーキ付 全軸ブレーキ付 全軸ブレーキ付 全軸ブレーキ付 全軸ブレーキ付 全軸ブレーキ付 全軸ブレーキ付 全軸ブレーキ付
据付姿勢 床置・天吊り※1・壁掛け※2 床置・天吊り※1・壁掛け※2 床置・天吊り※1 床置・天吊り※1 床置・天吊り※1 床置・天吊り※1 床置・天吊り※1 床置・天吊り※1 床置・天吊り※1 床置・天吊り※1
本体質量(kg) 約55 約56 約156 約180 約180 約215 約217 約215 約216 約320
ページ P24 P24 P25~26 P25~26 P25~26 P25~26 P25~26 P27 P27 P28
※1 天吊り仕様は、工場出荷オプションです。
※2 サービスマンによる設定が必要です。旋回(RT軸)の動作範囲に制限がつきます。
※3 画像はTM-1400
※詳細はWebをご覧ください。
■機能一覧 ●…標準 ○…オプション
ロボットコントローラー 外付け溶接・切断電源(G4コントローラー用) 外付け溶接・切断電源(G4コントローラー用)
機 能 WGH4 WG4 G4 400NE1 500GZ4/350GZ4 400VP1TA1 350VZ1TA1
(電源融合型高電流モデル) (電源融合型モデル) (溶接電源外付け※2モデル) (CO2/MAG/MIG) (CO2/MAG/MIG) (CO 0VR1TA1 500AE2TAS 700VH1 500BP4 300BP4 300BZ3 130PF1 080PF3
2/MAG/MIG) (CO2/MAG/ 35
MIG)
機種詳細
定格出力電流(A) DC 40~500 DC 30~350 400 500/350 400 350 350 500 700 500 300 300 130 80
定格出力電圧(V) DC 16~39 DC 12~36 DC 38 DC 45/36 DC 38 DC 36 DC 36 DC 45 DC 55 DC 24 DC 20 DC 20
CO² ● MTS-CO² ● MTS-CO² ● MTS-CO² ● MTS-CO² ● ● MTS-CO² ● ● ●
溶接法(CO²) 極低スパッタCO² ○ AWP※1 ○ AWP※1
MAG ● SP-MAG ● SP-MAG ● SP-MAG ● SP-MAG ● ● SP-MAG ● ● ●
極低スパッタMAG ○ AWP※1 ○ AWP※1
溶接法(軟鋼MAG/MIG)
パルスMAG ● ノーマルパルス ● ノーマルパルス ● ノーマルパルス ● ノーマルパルス ● ●
高速パルスMAG ● HDパルス ● HDパルス 外付けの溶接・ ● HDパルス ● HDパルス
MIG ● SP-MAG ● SP-MAG 切断電源に ● SP-MAG ● ● ● ●
溶接法(ステンレスMIG) 極低スパッタMIG ○ AWP※1 ○ AWP※1 準拠(右記)
パルスMIG ● TAWERSパルスMIG ● TAWERSパルスMIG ● ● ●
MIG ●
溶接法(アルミMIG) 極低スパッタMIG ○ AWP※1
パルスMIG ●
溶接法(軟鋼/ステンレスTIG) DC TIG ● TAWERS TIG ● ● ●
溶接法(アルミTIG) AC TIG ● ●
切断 CUT ● ●
ページ P5,6,9~12,17,18,23,29 P5,6,9~16,19,23,29 P5,6,9,10,20~22,29 各電源の詳細はWebをご覧ください 各電源の詳細はWebをご覧ください
※1 アクティブワイヤ溶接法 ※名称説明: Active TAWERS 4(ロボットシステム全体名称)
※2 別途溶接電源が必要です。 Active Wire Feed Process 4(略称;AWP4 溶接工法の名称)
※詳細はWebをご覧ください。 アクティブワイヤ溶接法 4(日本語表記)
S-AWP(Super"Active TAWERS" 溶接工法の略称名称)
溶接ロボットの近年の導入傾向、人の作業との比較、必要な設備構成について分かりやすくまとめた
ロボット導入ガイド ダウンロードコンテンツです。
https://connect.panasonic.com/jp-ja/products-services_welding/downloads/robotguide
3 4
Page4
詳しくはWebへ
アーク溶接用コントローラー
G4コントローラーシリーズ 3 タッチ操作と3D表示に対応し、
さらに使いやすく
溶接機能がさらに進化し、 ●手袋のままでタッチ操作可能
周辺機器との親和性も向上。 ●3Dエンジン搭載により精細な3D表示や直感的な操作を実現
コ コ
ン ●文字拡大機能搭載で視認性向上 ン
ト ト
ロ ロ
ー ー
ラ ラ
ー ー
特 G4 WG4 WGH4 特
長 長
1 溶接性能の
さらなる進化 作業手袋での操作も可能なタッチパネル 従来比1.6倍の解像度の液晶での 直感的な操作で
採用の新しいティーチペンダント画面 精細な3D表示 文字入力の簡略化
●261種類の溶接テーブルを搭載(従来比約1.7倍)
4 安全機能のソフトウェア化で、
より柔軟に安全な作業環境の構築が可能
●領域監視機能 ●個別サーボオフ機能
軟鋼 ……………………………… 95種類 マニピュレーターやツール上に配置される「球」や「カプ 外部軸の個別サーボON/OFFにより作業者の安全を
ステンレス ………………………… 42種類 セル」の形をした形状モデルが安全領域内であることを 強化できます。
監視します。 下図例は、ターンテーブルに2個以上のポジショナーがあ
ステンレス(フェライト系) ………… 34種類 形状モデルが設定された安全領域外のときは、エラー る場合、ロボットで溶接しているポジショナーAは、動作ON。
硬質アルミ ………………………… 31種類 によって非安全状態であることを通知し、ロボットの動作 その時、ポジショナーBは、動作OFFになっていて作業
亜鉛メッキ ………………………… 26種類 を停止させます。 者は安全にワーク交換ができます。
ロボット
軟質アルミ ………………………… 18種類 外部軸ON
ポジショナーA ●作業者側のポジショナーは
※上記は一部です。 FAモデル サーボOFFの為
※今後随時追加予定 安全にワーク交換可能
テーブル数はオプション含む ツールモデル 球 カプセル
〈形状モデル〉
ロボットモデル ポジショナーB
ターンテーブル
外部軸OFF
2 動作の最適化により
空走時間を短縮 BW軸
●各軸の最高速度が最大27 %向上(G3コントローラー比) TW軸 200 V系(200/220 V)に加え OPC UA対応で
●CPU性能やメモリ容量の向上により基本性能が進化 5 400 V系(380~460 V) 6 周辺機器との連携が容易
RW軸
●加減速制御の改善により全軸の最高速度向上 入力仕様を準備
●入力電圧の異なる工場でもダウントランス不要
6軸の最高速度(対G3比)※ FA軸 日本
200 V系 T仕様
127% アメリカ、カナダ、メキシコ ERP/MES
120% U仕様
118%
韓国
D仕様
107% 109%
105% 106%
104% PLC
UA軸 中国 400 V系
C仕様 G4 G4 他社
100% 設備
EU
E仕様
RT UA FA RW BW TW 主軸 全軸 RT軸
平均 平均
G3 G4 400 V系
※上記はTM-1400の試験結果(当社環境) ●その他付帯機器、詳細はWebをご覧ください。
5 6
5 6
Page5
詳しくはWebへ
アーク溶接用ロボット アーク溶接に特化した様 な々特長
TS/TM/TL/LAシリーズ
1 基本性能アップ 3 溶接に特化した構造
マ マ
ニ 動作速度アップ(タクトタイム短縮) ケーブル内蔵化で外観スッキリ! ニ
ピ ピ
ュ 高品質溶接を実現! 各軸の最高速度が最大27 %向上(G3コントローラー比) ュ
レ レ
ー 最大到達距離(溶接適用範囲)拡大 ー
タ タ
ー TSシリーズ TMシリーズ TM-1400:1 437 mm(従来TAタイプ比63 mmアップ) 【オプション】
ー
特 内蔵型フレキシブルコンジット 特
長 省スペース&高可搬! 用途に合わせてトーチタイプを自由に選択可能! (ワイヤ送給用) 長
TS TM 2 溶接に特化した M-C間ケーブル(制御)
800 1100
950 1400 アーム構造
1600 M-C間ケーブル(モーターパワー)
1800
2000 片持ちアーム構造
溶接用パワーケーブル
コンパクト化を実現し、
ワークへの接近性が向上 ガスホース 【オプション】内蔵型フレキシブル
(バルブ内蔵) コンジット(ワイヤ送給用)
※【オプション】内蔵型フレキシブルコンジットはパック巻タイプのみ対応可。
セパレートタイプ(TMシリーズ) 詳しくはWebへ
トーチケーブル内蔵タイプ・外装タイプの長所をバランス良く両立。
外装タイプ/内蔵タイプ セパレートタイプ 内蔵タイプ
1 フレキシブルコンジットを外装化 高いワイヤ送給性と
周囲への干渉低減 フレキシブル
TLシリーズ LA-1800 コンジット
ロングアーム&高可搬! ロボット1台でマテハンと トーチケーブル R=大
R=小
TL 溶接作業が可能! LA
1800 1800
2000
【セパレート仕様】
フィーダー~トーチボディー
間のワイヤ屈曲を分散させ、
【従来タイプ】 安定したワイヤ送給を実現します。
2 パワーケーブルを内蔵化 セパレートタイプ:
円周溶接事例
【従来タイプ】 ワイヤのねじれを抑制!
溶接姿勢により、パワーケーブルが周囲へ
外装タイプ 外装タイプ 干渉するケースあり。
■マニピュレーターラインナップ
TSシリーズ TMシリーズ TLシリーズ LA
800 950 1100 1400 1600 1800 2000 1800 2000 1800
セ パ レ ー ト ○ ○ ○ ○ ○ 干渉 干渉
発生 緩和
内 蔵 ○ ○ ○ ○ ○ ○ ○ 溶接始終端の狙いズレを低減!
外 装 ○ ○ ※1 ※1 ○ ○ ○
【セパレート仕様】 新しい溶接ロボットの形として
可 搬 質 量 8 kg 6 kg 4 kg 6 kg 8 kg 6 kg 26 kg
パワーケーブルをマニピュレーターに内蔵し、
※C-UL、UL、CE、KCS、CCC規格品はご相談ください。 さらなる高品質溶接をお届けします。
※1 TIG仕様など一部対応 周囲への干渉を緩和します。
7 8
7 8
Page6
詳しくはWebへ
標準機能 標準・オプション機能
WG4/WGH4/G4 WG4/WGH4
オ
標 プ
準 1 フライングスタート
※ワイヤスティック自動解除機能と同様に(CO2/MAG溶接時) 5 リフトスタート・リフトエンド機能
(※G4非対応) 1『溶接ナビ』搭載で、 シ
機 ョ
ン
能 溶接条件を簡単設定! 溶接条件出しの
時間を短縮します。 機
溶接開始点や終了点に到達する少し前から溶接開始または終了処理 溶接始終端での品質向上と高速処理。 ティーチペンダントで溶接条件を簡単に確認、設定。 能
を実行する機能。タクトタイム短縮に利用可能。 溶接始終端部で、溶接波形制御、ワイヤ送給制御と合わせて、ロボット 長年の経験により蓄積した豊富な『溶接条件データベース』を搭載。 ※画面は改善のため、予告なく変更する場合があります。
一般的なアークスタート がトーチを高速にリフトアップ処理を行います。 ※WG4/WGH4は標準機能
リフトスタート スタートスパッタの低減
溶接開始点 ワイヤ送給開始 アークスタート 2 溶接データ管理機能
フライングスタート ワイヤ接触 リフト動作 理想の生産・品質管理に向けて大きく前進。
タクトタイム短縮 溶接情報を最小10μsecでサンプリング、高精度のモニタリングや監視
リフトエンド タクトタイムの短縮 出力が可能。溶接結果はログファイルで履歴を残すことが可能ですので、
溶接開始点に 生産・品質管理のベースデータに活用できます。
着くと同時に
ワイヤ送給開始 溶接開始点 アークが発生
アークスタート タクト短縮が可能 溶接品質モニター 標準装備
溶接電流、溶接電圧、ワイヤ送給量等を常に監視し、微細な溶接異常を
トーチ引上げ 的確に捉えて外部に警告を発信します。(1条件のみ標準装備)
2 ワイヤオートリトラクト
※ワイヤスティック自動解除機能と同様に(CO2/MAG溶接時)
衝突検出機能 溶接データ管理機能 ソフトオプション
簡単な操作・設定でワイヤを空走動作中に自動逆送し、次の溶接開始 6 ●溶接品質モニター(拡張機能)
溶接品質モニター条件が最大50条件設定可能。
点での良好なアークスタートを確保。アークスタート時のタッチスタートを
防止します。 動力学ベースの衝突検出で瞬時に動作を停止します。動作停止後、 ●溶接データ記録
マニピュレーターが柔軟制御状態に移行し、衝突時の衝撃を和らげ機器 任意のトリガーに対し、溶接電流、溶接電圧、短絡回数等のデータ
溶接終了 ワイヤ逆送 次溶接点
の損傷を最小限に抑えることができます。 を微小単位時間ごとで記録可能。
空走中 空走中 ティーチペンダントへのグラフ表示やSDカードへの保存も可能。
溶接ログ機能 ソフトオプション
7 平行シフト+ 溶接箇所単位のデータをログファイルとして記録可能。 【ログデータ加工事例】不良率低減に活用可能
RT軸回転シフト機能 データを保存すれば、後からの追跡調査に活用できます。 ロット切り替えによる狙いズレ
3 ワイヤスティック自動解除機能 平均電流/平均電圧の推移 出力電流
シフト機能により、同一ワークのティーチング時間の短縮が可能になりました。 120 出力電圧 20
(CO2/MAG溶接時) 110
19
100
電90 18電
溶接終了時にワイヤの溶着を検知して、自動的に再度アークをONし、 流( 圧(
A 80 17 V
ワイヤを切断します。 )70 )
16
60
50 15
9 10 11 12 14 15 16
生産時刻
シフト シフト より高度な溶接システムの構築が可能 外部I/F(ネットワーク)やTPの表示操作、大容量メモリー(溶接施工データベース)等のフル活用。
オートエクステンションコントロール ソフトオプション ウイービング同期ローパルス機能
4 アークスタートリトライ機能 8 トーチ角度表示機能 異形ワークのティーチング誤差や熱歪みの影響を効果的に緩和。 (らせんウィービング含む)
ワイヤ突き出し長の変化を検出し、ロボットが自動的に追従します。
(ティーチペンダント) ハードウェアの追加なしに、ロボットだけで簡単に動作を行います。 【らせんウィービング動作】
トーチ傾き角 〈ロボット動作〉 「溶接出力」「ワイヤ送給」「ウィ
ービング動作」の3要素が完全に
溶接開始時のアーク切れを検知したとき、エラーとして停止させずに トーチ姿勢角度を画面に表示し数値で +48.13° A条件
再度自動的にアークスタートを実行します。 確認教示、教示時間の短縮と均一な 同期。
ビード形状確保が可能。 B条件 A/B条件をらせん動作で交互に
〈溶接出力〉 変化させ、厚板側には高出力、
アークスタート不良 後退角 前進角 B条件 薄板側には低出力で溶接する
再度
アークスタートを行う A条件 ことで板厚違い溶接に威力を
ロボット間協調 〈ワイヤ送給〉 発揮します。
ロボット3台(アーク溶接ロボット2台+ハンドリングロボット1台)による
協調制御が可能です。
9 10
9 10
Page7
TAWERSなら溶接法の TAWERSなら溶接法の
選択/切換えが自由自在! 選択/切換えが自由自在!
パルスMAG溶接(高電流領域)
WG4/WGH4 MAG溶接(薄板短絡領域)はSP-MAGⅡで!
CO2溶接はMTS-CO2で! WG4/WGH4 高速低スパッタ溶接はHD-Pulseで!
中厚板低スパッタ溶接はNormal-Pulseで!
SP-MAGⅡ SP(重畳)制御(Super-imposition Control) HD-Pulse HD-Pulse制御(Hyper Dip-Pulse Control)
薄板MAG溶接のスパッタ発生を大幅低減! パルス溶接の高速化を実現!
「溶接波形制御」技術で、 アーク長を短く、アーク幅を狭くすることで、高速溶接時の溶着量不足による
短絡領域の低スパッタ化を実現! ■スパッタ発生量比較(MAG) アンダーカットを抑制します。
100
■スパッタ発生量比較(200 A 1分間)
T 150 A領域で T
A フルデジタル溶接機(従来機種) TAWERS(SP-MAG Ⅱ) A
W 75 最大90%低減 W
E (従来機種) HD-Pulse溶接法の特長
E
R
50 従来機種 ●高速溶接時のアンダーカットを抑制。 ■高速溶接事例 R
S SP-MAG Ⅱ 使用ワイヤ:YM-50MT S
標 スパッタ
●短絡移行なのでドロップ移行より HD Pulse Normal Pulse 標
準 低減効果 準
溶 25 溶
接 低入熱。GAP裕度が向上します。 アンダーカット 接
法 ギャップ
0 法
150 A 200 A 250 A ●短絡のタイミングを正確に 0.4 mm
コントロールし、低スパッタを実現。 の場合
SP-MAG Ⅱの溶接波形イメージ
短絡周期(従来MAG溶接法) ①短絡初期制御
短絡を高精度に検出し、セカンダリスイッチング※1によって電流を急峻に
短絡周期(SP-MAG Ⅱ) 減少させて微少短絡(スパッタ発生)を防ぎ、確実な短絡へ移行させます。 アンダーカット
④
②ネック制御 ギャップ
溶接電流 ワイヤ先端のくびれを検知し、セカンダリスイッチング※1によって電流を 1.5 mm
急峻に減少させてワイヤ先端のヒューズ効果(スパッタ発生)を防ぎます。 の場合
③HS制御
① ② ③ アーク発生直後の溶融池振動を抑え、微少短絡(スパッタ発生)を防ぎます。
短絡初期 短絡開放時 アーク発生直後 ④ ●板厚:2.3 mm ●溶接電流:300 A ●溶接速度:110 cm/分
SP制御
くびれ 短絡開放直後に電流を重畳(Super-imposition)することでワイヤ先端の
(ネック) ヒューズ効果 微少短絡発生 従来MAG溶接法 溶融速度を高め、次回短絡をスムーズに行うとともに短絡周期を短く
コントロールします。 アンダーカットが出にくく、理想的な溶込みを実現!
① ② ③④ 溶融池振動
SP-MAG Ⅱ ※1 セカンダリスイッチング
短絡の直前・直後の溶接電流を急峻に垂下させて、短絡もしくはアークへスムーズに移行し、
スパッタを低減させる制御方法。 ■溶滴移行形態
HD Pulse制御 Normal Pulse制御
移行形態:1Pulse 1Dip 短絡移行 移行形態:1Pulse 1Drop ドロップ移行
MTS-CO2 MTS制御 : 溶滴移行安定化制御(Metal Transfer Stabilization Control)
Dip(短絡移行)
短い 長い Drop
狭い 広い
CO2ガスでスパッタを最大62 %低減!
SP-MAGで培った技術に加え、CO2特有のスパッタ発生を抑制するMTS制御を追加! アークが集中
■スパッタ発生量比較(CO2) CO2溶接だから得られる安定したなべ底形状溶込み。 CO2従来法
旧仕様※
MTS-CO 溶込みの比較事例
2
100 260 A領域で
最大62 %低減 0.9 mm CO2従来法 0.9 mm MTS-CO2 ■スプレー領域(280 A~)での工法比較 ●SP-MAGⅡ:
(旧仕様)
75 溶接法 SP-MAG Ⅱ Normal-Pulse HD-Pulse 高電流域ではスパッタが課題。
溶接速度 ○ ○ ◎
50 スパッタ △ ◎ ○ ●Normal-Pulse:
MTS-CO2法
溶込み形状 ▲ △ ◎ 高速溶接ではアンダーカットが課題。
25 1.1 mm
1.1 mm アンダーカット ▲ ▲ ◎
母材入熱 ▲ ▲ ○
0
190 A 230 A 260 A 継手:すみ肉 母材:軟鋼 SPCC(板厚:2.3 mm/120 A) 溶接速度:30 cm/min 耐GAP性 ▲ ▲ ○
ワイヤ:YGW12(φ1.2 mm) ガス:CO2 総合評価 ▲ ▲ ◎ HD-Pulseは高電流・高速溶接に最適!
※旧仕様は、G3 MTS-CO2
11 12
11 12
Page8
Active TAWERS 4 溶接電源融合型ロボットが Active TAWERS 4 溶落ち抑制、ギャップ裕度拡大、
新たな領域に進化 ビード外観良化。
WG4 高速溶接と極低スパッタを両立! WG4 適用範囲を広げます。
アクティブワイヤ溶接法4(AWP4)AWP4(Active Wire Feed Process 4) アクティブワイヤ溶接法(薄板・ギャップ対応用オプション)
適用電流域拡大とワイヤ高精度送給により WG4 HBC(Heat Balance Control)プロセスにより WG4
●“高速+低スパッタ”で生産性向上に貢献! TS TM TL LA ※TS:内蔵、外装 薄板化が進む高張力鋼板などの溶接に適応 TS TM TL LA
800 1100 1800 1800
●310 Aで使用率100 %に対応! 800 1100 1800 1800 ※TM:セパレート、内蔵
950 1400 2000 ※TL:外装 950 1400 2000
(CO2軟鋼ソリッドφ1.2 mmで空冷ユニット使用の場合) 1600 ※LA:外装 1600
1800 1800
【従来のCO2/MAG/MIG溶接法】 【アクティブワイヤ溶接法】 2000 2000
HBC用ソフト ※TS:内蔵、外装 T
T ※TM:セパレート、内蔵 A
※TL:外装
A W
Active TAWERS 4に ※LA:外装
W E
E ソフトウェアを R
R S
S 溶接ワイヤは常に一定速度で送給。 溶接ワイヤが正送⇔逆送を繰り返す高精度な送給制御。 追加するだけ
スパッタ低減に限界有り。 ワイヤの短絡及び開放を確実に行う事でスパッタを抑制。 H
※軟鋼 /SUSのみ有効です。 B
YA-2KPMV1T01
Active TAWERS 4 C
高速溶接と低スパッタの両立を可能とするシステム
AWP4サーボプルトーチ ワイヤブースター AWP4用ソフト 空冷ユニット
薄板溶接の溶落ち抑制!
●低入熱コントロールにより条件裕度(溶接速度、ギャップ裕度)が大幅に拡大
●溶落ちしやすい薄板高張力鋼に対応
YT-CJT352シリーズ YW-PCF041 YA-2KPMV2 YA-2KPUR1
詳細は別途ご相談ください。 溶接条件裕度のイメージ
高張力鋼(980 MPa)の施工事例
高速溶接 従来機 Active TAWERS:溶落ち
●100 cm/min以上で生産性向上 軟鋼SPCCの施工事例
●滑らかで美しいビード外観
溶接条件)継手:重ね ガス:CO2
溶接電流:320 A
溶接速度:110 cm/min 板厚:t3.2 mm
スパッタ最大99 %削減!(従来比) HBCプロセス:溶落ち無し
CO2溶接 MAG溶接 ステンレス溶接 AWP4 AWP4
従来溶接法 従来溶接法 従来溶接法
Active TAWERS(2) 200 A領域で Active TAWERS(2) 250 A領域で Active TAWERS(2) 250 A領域で
Active TAWERS 4 98 %削減 Active TAWERS 4 99 %削減 Active TAWERS 4 96 %削減 HBC
100 100 100
(従来溶接法との比較) (従来溶接法との比較) (従来溶接法との比較)
80 80 80 溶接条件)継手:重ね ガス:MAG
溶接電流:150 A 溶接速度:100 cm/min
60 60 60 板厚:t0.8 mm ギャップ:1 mm
溶接速度
40 40 40
20 20 20 AWP4ソフトウェア(YA-2KPMV2)には従来からのS-AWP基本特性が含まれます
(注)Active TAWERS 4 サーボプルトーチ ご使用時の注意点
0 0 0 1.メッキ有り・パック巻きワイヤを使用してください。(当社ワイヤを推奨します。)
150 A 200 A 300 A 150 A 250 A 150 A 250 A 2.ワイヤキャスト径はφ1000~1200に調整してください。
(注)Active TAWERS 4 サーボプルトーチ ご使用時の注意点
1.メッキ有り・パック巻きワイヤを使用してください。(当社ワイヤを推奨します。)
2.ワイヤキャスト径はφ1000~1200に調整してください。
13 14
13 14
Gap
Page9
詳しくはWebへ
~亜鉛(Zinc)めっき鋼板向け
溶接技術(Technology)~ Active TAWERS アルミでも
アクティブワイヤ溶接法
『多量のスパッタ発生』と『ブローホール残存』に対する
ソリューション WG4
ソリッドワイヤ Zi-Active Zi-Pulse
で WG4 WG4/WGH4 S-AWP アルミ WG4
TS TM TL LA
実現可能な2つの亜鉛めっき TS TM TL LA ※TS:内蔵、外装 800 1100 1800 1800
TS TTMS TTML LTAL 950 1400 2000
800 1100 1800 1800 ※TM:セパレート、 800 1810000 11800 1800
溶接ソリューション! 950 1400 2000 内蔵 Active TAWERSの極低スパッタ性能をアルミMIGへ展開。 1600
950 1945000 124000 ※TS:外装
1600 ※TL:外装 1800
1600 ※TM:セパレート
スパッタ・ブローホール低減をご提案します。 2000
1800 ※LA:外装 1800 ※TL:外装
※LA:外装
2000 2000 アルミMIGロボット一式 TAWERS MIG用ソフト S-AWPアルミ用ソフト 空冷ユニット
T
A
W 亜鉛めっき溶接に威力を発揮! スパッタ・ブローホールを低減! T
E
R A
S W
Z E
i Zi-Active SupZeir- ZPiu-lAscetive YA-2KPMM1 YA-2KPMV1T03 YA-2KPUR1 R
S
T 水冷サーボプルトーチ仕様 A
e ~Active TAWERSによるソリューション~ L
c ~標準TAWERSによるソリューション~ 詳細は別途ご相談ください。
h ●一般的な溶接ワイヤ(ソリッドφ1.2)を使用 ●一般的な溶接ワイヤ(ソリッドφ1.2)を使用
●CO2溶接に加えて、MAG溶接にも適用範囲を拡大 ●MAGガス(90:10)を使用(HD-Pulse溶接法)
●幅広い目付量でも効果を発揮 ●目付量(45~60 g/m²)で効果を発揮 アルミMIGをS-AWP アルミで! スパッタ&スマットを低減!
CO2ガス:45~190 g/m²
MAGガス(80:20):45~60 g/m² ●軟鋼で実証されたAWPの極低スパッタ性能をアルミへ展開
MAGガス(90:10):45~60 g/m² ●適用電流域の拡大(40~ 180 A)により高速溶接および適用板厚の拡大が可能
中板(3.0 mm)の施工事例
Zi-Tech用ソフト TAWERS Zi-Pulse用ソフト TAWERS直流パルスMIG S-AWP アルミ
Active TAWERSに 標準のTAWERS
ソフトウェアを (TS/TM/TLシリーズ)
追加するだけ に追加するだけ
YA-2KPMV1T02 ※従来工法「Zi-Pulse」も利用可能です。 YA-2KPMZ1
Active TAWERS スマット発生抑制
標準TAWERS(WG4)
スパッタ発生量:95~75 %低減(対現行CO2) スパッタ発生量:60~30 %低減(対80:20 MAG)
目付量190 g/㎡ 目付量45 g/㎡ ビード全長にスマット付着 光沢のあるビード外観
Normal CO2 Zi-Active MAG 80 : 20 Zi-Pulse
MAG 90 : 10 溶接条件) 材質 : A5052 継手 : T継手 溶接電流 : 155 A 溶接速度 : 60 cm/min 板厚 : t3.0 mm
ビ ビ
ー ー
ド ド 薄板アルミ溶接に威力を発揮! AC-MIG System ACユニット
外 外
観 スパッタ付着:多い スパッタ付着:ほとんどなし 観 スパッタ付着:少ない スパッタ付着:ほとんどなし 薄板(0.6 mm)の施工事例 交流制御&ワイヤ安定送給で高品質アルミMIG溶接を!
パワフルな出力。様 な々溶接シーンに!
X X
線 線 ACユニットを追加すれば、アルミMIG溶接の幅が広がります。
ブローホール:多い ブローホール:ほとんどなし ブローホール:多い ブローホール:ほとんどなし 溶落ち抑制! ※Active TAWERSアルミ機能との併用はできません。
YX-350AC1
溶接条件) ワイヤ : YM-50(φ1.2) 継手 : 重ね ガス : CO2 溶接条件) ワイヤ : YM-50MT(φ1.2) 継手 : 重ねすみ肉
溶接電流 : 250 A 溶接速度 : 80 cm/min 溶接電流 : 230 A 溶接速度 : 80 cm/min 定格出力350 A 薄板~中厚板溶接
板厚 : t 2.3×t 2.3 mm 板厚 : t 2.0×t 2.0 mm 繊細な薄板交流アルミ溶接からパワフルな中厚板直流
(注)AWP4 ご使用時の注意点 溶接まで1台で対応可能です。(出力電流22 A~350 A)
1.メッキ有り・パック巻きワイヤを使用してください。(当社ワイヤを推奨します。) 継手:下向きすみ肉
2.ワイヤキャスト径はφ1000~1200に調整してください。 母材:A5052
板厚:t15.0 mm
ワイヤ:A5356WY(1.2 mm)
溶接条件) 材質 : A5052 継手 : 突合せ 溶接電流 : 50 A 溶接速度:40 cm/min
溶接速度 : 150 cm/min 板厚 : t0.6 mm 溶接電流:1パス-DC 280 A
2~3パス-DC 250 A
15 16
15 16
-
Page10
詳しくはWebへ
Active TAWERS アクティブワイヤ溶接法 中厚板溶接に特化した
高電流域へ展開 ハイパワーモデル
WGH4 WGH4
S-AWP HP WGH4 中厚板対応TAWERS WGH4
TS TM TL LA
800 1100 1800 1800 TS TM TL LA
950 1400 2000 800 1100 1800 1800
高電流(High Power)によってさらなる高速溶接と中厚板溶接を実現 1600 ※TS:外装 用途に合わせて選べる機能が充実! 950 1400 2000
1800 ※TM:セパレート 1600
2000 ※TL:外装 中厚板対応仕様TAWERSに必要なオプションを選択してください。 1800
HP仕様ロボット一式 AWP4 基本ソフト S-AWP HPソフト 空冷ユニット ※LA:外装 2000
中厚板溶接に有効な機能
標準設定 オプション設定
T T
開先タッチセンサー
A A
W YA-2JPWS1T01 W
E E
YA-2KPMV2 YA-2KPMV1T05 YA-2KPUR1
R 厚板溶接機能 ロボット間協調機能 R
S YA-2JPMB1 (ツインハーモナイザー) S
H 水冷サーボプルトーチ仕様 中
P 厚
詳細は別途ご相談ください。 RS 中板溶接機能 外部軸協調機能
タッチセンサー機能 TAWE (ハーモナイザー) 板
アークセンサー機能 YA-2JPMC1 他オプション
YA-2JPWS1 YA-2JPHA1
YA-2KPSA1
さらなる高速溶接
350 A機と比較して 50 % 以上※1の高速化
S-AWP HP (cm/min) 最高溶接速度※1, 2
300 High Power TAWERS(WGH4)
高速溶接 260 cm/min(下進 30 °) ※中厚板対応仕様TAWERS:タッチセンサーソフト、ワイヤクランプユニット付
①S-AWP(350 A機): 250
300 A(φ1.2)
200 56 62
②S-AWP HP: % %
380 A(φ1.2) 機能事例
③S-AWP HP:
400 A(φ1.4) 150
50 60 タッチセンサー動作イメージ アークセンサー動作イメージ
※1 当社試験環境における測定結果です。 % %
設備検討の際は事前にプロセスエンジ 100
ニアリングセンターなどで適用可否を 母材にタッチした場所を 誤差による溶接線ズレを ワークの『ズレ』・『歪み』を検出し、正しいねらい位置へ制御する機能
判断してください。 50 ロボットが計算し、 測定し、溶接線を改めて 正しいねらい位置 『ズレ』・『歪み』発生時
※2 共通溶接条件:水平重ね、
SPCC(3.2 mm)、 1 2 3 1 2 3 溶接線を判定します。 判定します。 ウィービング ウィービング
YM-50(φ1.2 / φ1.4)、CO2 0 トーチ
縦向き重ね 水平 下進30°
SPCC(1.6 mm)380 A アーク
溶接線
YM-50(φ1.2)CO2
アーク:短= アーク:短=
電流:大 電流:大
中厚板溶接 溶接線
アーク:長=
電流:小
HDパルスと比較して 60 % 以上※1のスパッタを低減 誤差発生 電流変化
S-AWP HP 中厚板 スパッタ発生量※1, 2
ウィービングの中心が継手中心から
ずれると電流変化のバランスが変わる
低スパッタ溶接
開先タッチセンサー機能 可変ウィービング機能 厚板溶接機能(YA-2JPMB1)
65
①HDパルス % 63
②S-AWP 開先部を探す動作と位置誤差検出を行います。開先幅、 開先幅の変化に対応。溶着金属量を制御し、
HP %
中心をセンシングし、ワーク毎のズレを補正します。 ビード高さを一定にする機能。
※1 当社試験環境における測定結果です。
設備検討の際は事前にプロセスエンジ
ニアリングセンターなどで適用可否を
判断してください。
※2 共通溶接条件:BOP、SPHC (6.0
mm)、100 cm/min、 1 2 1 2
YM-50(φ1.2 / φ1.4)、CO2
350 A(φ1.2) 400 A(φ1.4)
下向きすみ肉 ※ SUS-MIGは350 A以下のみ、AWP4使用時の 広い 狭い
SPHC(9.0 mm) MAGは350 A以下のみ、使用可能です。
320 A/40 cm/min (注)AWP ご使用時の注意点
YM-50(φ1.2)CO2 1.メッキ有り・パック巻きワイヤを使用してください。(当社ワイヤを推奨します。)
2.ワイヤキャスト径はφ1000~1200に調整してください。
17 18
17 18
Page11
詳しくはWebへ
高溶着により ロボットシステム フルデジタル溶接電源との
高速TIG溶接を実現! 組み合わせで安定した
WG4 G4 高品質溶接を実現!
TAWERS-TIG WG4 フルデジタルCO2/MAG溶接機新MTS制御と新SP制御を搭載
TS TM TL LA
800 1100 1800 1800
高周波スタート方式を採用! 950 1400 用途に合わせて選択可能な TS TM TL LA
※TS:外装 800 1100 1800 1800
※TM:外装 950 1400 2000
※TL:外装 CO2/MAG/MIG溶接ロボットシステム 1600
※LA:外装
良好なアークスタートを実現。 1800
2000
溶接品質の向上、 世界初の溶接電源融合型ロボット
T
A タクトタイムの短縮に 『TAWERS』に搭載し、
W 外
E つながります。 これまでに多くのお客様から賞賛された 付
R SP制御を採用。 け
S 溶
T 接
TAWERS-TIGスタートユニット
I アルミニウムには適用できません。 新MTS制御/新SP制御の特長 機
G ●スパッタ低減(除去工数削減)
電極・フィラーワイヤの近接化でワイヤ加熱効果がアップ! ●短絡周期が短くなり高速溶接に最適
高速溶接事例(80 cm/min・ステンレス) ●アーク長が短くなり美しいビード外観
350VZ1TA1 TM-1400G4(セパレート)
従来方式 TAWERS-TIG
溶着量不足発生 高溶着(ビード良好)
進行方向 進行方向 VZ1TA1の高速溶接でも美しいビード外観と低スパッタを実現
※ロボット接続の場合、別途オプションが必要です。
分流→
ワイヤを加熱
1 新MTS制御による 2 新SP制御による
極低スパッタCO2溶接 高品質MAG溶接
カーブドネックのフィラー経路!
CO2溶接に新MTS制御を搭載しました。精密な波形制御によ 新SP制御の導入により、MAG/MIG溶接における美しいビード
り、スパッタの多い中電流域でのスパッタを削減します。アーク 外観と低スパッタを実現します。
安定したフィラー送給を実現。 力を強くすることで、アーク期間中に起きる微小短絡を減らし
低スパッタを実現します。
溶接品質の向上、狙いズレ抑制に効果を発揮します。 130 A 板厚2.3 mm
フィラー経路
(カーブドネック)
電極
190 A 板厚3.2 mm
■接続図例(高周波スタート方式) No. 品目
1 パワーケーブル
2 電圧検出線
3 軟鋼すみ肉 30 cm/min ワイヤ径 Φ1.2
信号線
パック引出し装置(オプション) 4 ガスホース
5 フレキシブルコンジット
5 ガス調整器(オプション) 6 M-C間ケーブル 軟鋼すみ肉 200 A 22.0 V 40 cm/min ワイヤ径 Φ1.2
三相
ガスボンベ AC200/220 V
TAWERS-TIGスタートユニット
3 単相 AC200/220 V 4
3 6
★母材 高品質溶接を実現する
CO2/MAG/MIG
★ 1 1 1
2 2 溶接機のラインナップ
400NE1 350GZ4 500GZ4 350VZ1TA1 350VR1TA1 500VR1TA1 400VP1TA1
★お客様手配品 詳細はご相談ください。
19 20
19 20
Page12
中厚板溶接 TIG フルデジタル溶接電源との
ロボットシステム 中厚板溶接に有効な機能が ロボットシステム 組み合わせで
自由に選択可能! 高品質溶接を実現!
G4 G4
中厚板溶接システム 用途に合わせて選択可能なTIG溶接ロボットシステム
適用材質と溶接電源/ロボットの組み合わせ TS TM TL LA
800 1100 1800 1800
中厚板溶接に有効な機能 950 1400
種別 材質 適用フィラー
ワイヤ径(mm)適用溶接電源 適用ロボット ※TS:外装
※TM:外装
TS-800 ※TL:外装
ステンレス ー 300BZ3 TS-950 ※LA:外装
開先タッチセンサー オプション設定 TIG共付 TM-1100
ステンレス ー 300BP4 TM-1400
YA-2JPWS1T01
アルミニウム 500BP4 TL-1800
LA-1800
G 厚板溶接機能 ロボット間協調機能 TS-800 G
4 YA-2JPMB1 (ツインハーモナイザー) ステンレス 1.2 300BZ3 TS-950 4
TIGフィラー TM-1100
中 T
厚 外部軸協調機能 ステンレス
タッチセンサー機能 アークセンサー機能 中板溶接機能 1.2 300BP4 TM-1400
アルミニウム 500BP4 TL-1800 I
板 ●MNU方式、中厚板用 (ハーモナイザー) LA-1800 G
YA-2JPWS1 YA-2JPMC1 他オプション
●シーケンス命令方式 YA-2JPHA1 ステンレス 1.2 300BZ3
回転TIGフィラー TL-1800
ステンレス 300BP4 LA-1800 回転 TIGフィラーロボットシステム
アルミニウム 1.2 500BP4 TL-1800G4
※回転 TIGフィラーには外部軸コントローラーが別途必要です。
回転TIGフィラーユニットの特長 TIG溶接トーチ ラインナップ
標準G4ロボット(TS-800/950、TM-1100/1400/1600/1800/2000、TL-1800/2000)
●最適溶接姿勢の実現
※詳細は別途ご相談ください。
●高精度フィラー送給
機能事例 ●ワークへの接近性が向上
タッチセンサー動作イメージ アークセンサー動作イメージ 空冷トーチ 水冷トーチ
母材にタッチした場所を 誤差による溶接線ズレを ワークの『ズレ』・『歪み』を検出し、正しいねらい位置へ制御する機能 フィラー先端位置 YT-TCT201 YT-TCT401
ロボットが計算し、 測定し、溶接線を改めて 正しいねらい位置 『ズレ』・『歪み』発生時 200 A 35 % 400 A 60 %
溶接線を判定します。 判定します。 ウィービング ウィービング 上下・左右・前後
トーチ 調整可能
アーク
溶接線
アーク:短= アーク:短=
電流:大 電流:大
溶接線
アーク:長=
電流:小 高品質溶接を実現する
誤差発生 電流変化 TIG溶接機のラインナップ
ウィービングの中心が継手中心から
ずれると電流変化のバランスが変わる
開先タッチセンサー機能 可変ウィービング機能 厚板溶接機能(YA-2JPMB1)
開先部を探す動作と位置誤差検出を行います。開先幅、 開先幅の変化に対応。溶着金属量を制御し、 交流/直流両用TIG溶接機 直流TIG溶接機
中心をセンシングし、ワーク毎のズレを補正します。 ビード高さを一定にする機能。
広い 狭い
300BP4 500BP4 300BZ3
21 22
21 22
Page13
詳しくはWebへ
TAWERSなら溶接法の アーク溶接用小型ロボット
選択/切換えが自由自在! TSシリーズ
MAG溶接(薄板短絡領域)はSP-MAGⅡで!
WG4/WGH4 パルスMAG溶接(高電流領域)の高速低スパッタ溶接は 多彩な溶接スタイル
HD-Pulseで! CO2溶接はMTS-CO2で!
小型ワークの生産効率を改善
TS-800 TS-950
TAWERS溶接法適用目安(イメージ) 動作範囲図/外形寸法図(単位=mm)
※O点の動作範囲につきましては弊社営業所へご相談ください。
CO2溶接 標準 ショートタイプ TS-800
841 689 P点の動作範囲
159 381
P点の動作範囲 148 126 120 100 329 65
(軟鋼 ワイヤ径:1.2 mmの場合) O点の動作範囲 170°
R770
溶 P点
接
T 速
度 低~高電流域
( Active CO2 AWP4
O点 R452
A 4 波形制御とワイヤ送給制御の融合で、
さらなる低スパッタ/高品質溶接を実現 高速&低スパッタ R689
W R618
E
R
S ) MTS-CO2 MTS-CO2 低電流域 170° 4×φ14
SP-MAGで培った技術に加え、CO2特有の □170
スパッタ発生を抑制するMTS制御を追加 低スパッタ 232
216 3
ショートタイプ TS-950
971 818 P点の動作範囲
101 486
P点の動作範囲 168 O点の動作範囲
80 180 260 320 電流(A) 170° 126 120 100 459 65 T
R900 S
シ
P点 リ
MAG溶接 標準 ー
O点
R486
R818 ズ
R
R 747
557
(軟鋼 ワイヤ径:1.2 mmの場合)
溶
接
速 AWP4 低~中電流域 4×φ14 □170
度 Active MAG 4 HD-Pulse 波形制御とワイヤ送給制御の融合で、
さらなる低スパッタ/高品質溶接を実現 高速&低スパッタ 170°
232
158 86
80 170 471
190 556
SP-MAGⅡ
SP-MAGⅡ 低電流域 ■マニピュレーター標準仕様
2次スイッチング、SP制御、HS制御により
安定したアークと低スパッタ溶接を実現 低スパッタ 名称 TS-800 TS-950
40 タイプ ショートタイプ ショートタイプ
Normal-Pulse 構造 6軸独立多関節型
HD-Pulse 高電流域 手首可搬質量 8 kg
短絡移行領域 スプレー移行領域 1パルス1ディップ(短絡移行)で 最大到達距離 841 mm 971 mm
高速溶接時のアンダーカットを抑制 高速&低スパッタ
動作領域 最小到達距離 159 mm 190 mm
80 180 220 280 電流(A) 前後動作範囲 682 mm 781 mm
Normal-Pulse 旋回(RT軸) 326°/s
高電流域 腕 上腕(UA軸) 326°/s
1パルス1ドロップ(ドロップ移行)で 動
低スパッタを実現 低スパッタ 作 前腕(FA軸) 510°/s
速
度 回転(RW軸) 518°/s
手首 曲げ(BW軸) 518°/s
ひねり(TW軸) 1 040°/s
位置繰り返し精度 ±0.05 mm以内
総駆動容量 2 100 W
モーター
ブレーキ仕様 全軸ブレーキ付き
据付姿勢 床置・天吊り(※1)・壁掛け(※2)
本体質量 約55 kg 約56 kg
(※1)天吊り仕様は工場出荷オプションです。
(※2)サービスマンによる設定が必要です。旋回(RT軸)の動作範囲に制限がつきます。
23 24
23 24
511 1251 381 1121
353 1180 254 439
509 284
238
145
713
29
844
R R
9 8
7 4
1 1
345 375 35 71 345 375 35 71
103
103
61
R1
59 R2
R230 R
190
cm/min (cm/min)
Page14
詳しくはWebへ
アーク溶接用標準ロボット
TMシリーズ ロングタイプ TM-1800
用途に合わせて 125 850 160
1809 1489 120 131 75
430 824 58
375
トーチタイプを自由に選択可能! 170°
P点
O点
セパレートタイプ 内蔵タイプ 外装タイプ
R848 R1489
R824 R1 196 70±0.2
46
4 5
RR
動作範囲図/外形寸法図 4 5
3 4 30
0 R18
(単位=mm) R 09
1785
※O点の動作範囲につきましては弊社営業所へご相談ください。
P点の 4×M8×1.25
動作範囲 O点の動作範囲
P点の動作範囲 170°
223 545 4-φ18 □ 300
ショートタイプ TM-1100 φ370
0 160
1163 824 121 131 125 54
418
26130
P点 170°
ロングタイプ TM-2000
O点
181.4
70±0.2
R4 2011 1691
4 20
2 550 1002 125 1057 160
R
R 1 376 120 131
1 16 75
170° 3
O点の動作範囲 13 170°
9 58
179 25 深さ20
P点の動作範囲 256162 P点の動作範囲 4×M8×1.
327
4-φ18 P点
□ 300
φ370 O点
R1026 R1691
R1002 R1667 196
T R 70±0.2
574 30 T
M R2
スタンダードタイプ R 0
TM-1400 1 11
98 M
シ 7 シ
リ P点の 4×M8×1.25
動作範囲 O点の動作範囲 リ
ー 170°
49 P点の動作範囲 4-φ18 □300 ー
ズ 1437 1117 125 640 160 747 φ370 ズ
404 556 120131 75
200 210 63
P点 170°
O点
181.4
70±0.2
20
170° R1
O点の動作範囲 413
244 291 P点の動作範囲 M8×1.25 深さ20
P点の動作範囲 369 456 4×
4-φ18 □ 300
φ370 ■マニピュレーター標準仕様
名称 TM-1100 TM-1400 TM-1600 TM-1800 TM-2000
タイプ ショートタイプ スタンダードタイプ ミドルタイプ ロングタイプ ロングタイプ
構造 6軸独立多関節型
手首可搬質量 6 kg 4 kg 6 kg
ミドルタイプ TM-1600 最大到達距離 1 163 mm 1 437 mm 1 639 mm 1 809 mm 2 011 mm
動作領域 最小到達距離 0 418 mm 0 404 mm 513 mm 430 mm 550 mm
前後動作範囲 0 745 mm 1 033 mm 1 126 mm 1 379 mm 1 461 mm
1639 1319 旋回(RT軸) 225°/s 210°/s 195°/s
513 744 125 850 160
409 208 120131 75
63 腕 上腕(UA軸) 225°/s 210°/s 197°/s
動
P点 作 前腕(FA軸) 225°/s 215°/s 205°/s
速
O点 度 回転(RW軸) 425°/s 425°/s 425°/s
手首 曲げ(BW軸) 425°/s 425°/s 425°/s
R768 R1319
R744 R1295 ひねり(TW軸) 629°/s 629°/s 629°/s
181.4
R 70±0.2
537 R 20 位置繰り返し精度 ±0.08 mm以内 ±0.10 mm以内
1639
R1 総駆動容量 3 400 W 4 700 W
615 モーター
ブレーキ仕様 全軸ブレーキ付
4×M8×1.25 深さ20
69
P点の動作範囲 495 O点の動作範囲 据付姿勢 床置・天吊り(※)
4-φ18 □ 300
P点の動作範囲 φ370 本体質量 約156 kg 約170 kg 約180 kg 約215 kg 約217 kg
(※)天吊り仕様は工場出荷オプションです。
25 26
25 26
803 1697
1005 1899 258220 545 1423
361 90 321
262 290
935
119 50
263 1034
446 1245
170°
420 580 210 24
420 580 210 24 420 400 210 24
89
1406 2271 1204 2069
522 421
112
445 1245
624 1415
420 750 210 24
420 750 210 24
89
89
50
R5
7
14
3
R
3
R51
04
18 R
4
R4 R
428
°
17
0
Page15
詳しくはWebへ 詳しくはWebへ
アーク溶接用標準ロボット 中型多用途ロボット
TLシリーズ LA-1800
ロングアーム&高可搬! ロボット1台で
マテハンと溶接作業が可能!
TL-1800 TL-2000
LA-1800G4
動作範囲図/外形寸法図(単位=mm) 動作範囲図/外形寸法図(単位=mm)
※O点の動作範囲につきましては弊社営業所へご相談ください。 ※O点の動作範囲につきましては弊社営業所へご相談ください。
ロングタイプ TL-1800 ロングタイプ LA-1800
1801 1481
383 457 141 155 820 160 1801 1401
71
170° 489 490 125 840 200
O点の動作範囲 420 474 162
O点の動作範囲
P点 動作断面積:6.31㎡ 8
動作断面積:9.21㎡ 170°
01
O点 18
R517
R1481 O点
R457 196 250
R R1421
R 44
3 3 70±0.2 490 1401
83 30
R
R 1
1 8
7 01
41
P点の O点の動作範囲
動作範囲
P点の動作範囲 4×M8×1.25
170° 4×M8x1.25 深さ16
203 390
435 537 4-φ18 □ 300 17
φ 0
370 ° □400 120 70
351 φ446
541 453
ロングタイプ TL-2000
T 1999 1679
L 491 602 141 155 1020 160
シ 170° L
リ A
ー P点
ズ O点
R662
R602 R1679 196
R16
R 19 70±0.2
R 55
4 1 30
91 R199
R 9
1939
P点の O点の動作範囲 4×M8×1.25
動作範囲 P点の動作範囲
170° 4-φ18
41 390 □300
346 735 φ370
■マニピュレーター標準仕様 ■マニピュレーター標準仕様
名称 TL-1800 TL-2000 名称 LA-1800
タイプ ロングタイプ タイプ 中型多用途タイプ
構造 6軸独立多関節型 構造 6軸独立多関節型
手首可搬質量 8 kg 6 kg 手首可搬質量 26 kg
最大到達距離 1 801 mm 1 999 mm 最大到達距離 1 801 mm
動作領域 最小到達距離 383 mm 491 mm 動作領域 最小到達距離 489 mm
前後動作範囲 1 418 mm 1 508 mm 前後動作範囲 1 312 mm
旋回(RT軸) 95°/s 旋回(RT軸) 201°/s
腕 上腕(UA軸) 197°/s 腕 上腕(UA軸) 199°/s
動
作 前腕(FA軸) 205°/s 動
作 前腕(FA軸) 218°/s
速
度 回転(RW軸) 385°/s 速
度 回転(RW軸) 434°/s
手首 曲げ(BW軸) 375°/s 手首 曲げ(BW軸) 450°/s
ひねり(TW軸) 624°/s ひねり(TW軸) 720°/s
位置繰り返し精度 ±0.08 mm以内 ±0.15 mm以内 位置繰り返し精度 ±0.07 mm以内
総駆動容量 5 050 W 総駆動容量 6 600 W
モーター モーター
ブレーキ仕様 全軸ブレーキ付 ブレーキ仕様 全軸ブレーキ付
据付姿勢 床置・天吊り(※) 据付姿勢 床置・天吊り(※)
本体質量 約215 kg 約216 kg 本体質量 約320 kg
(※)天吊り仕様は工場出荷オプションです。 (※)天吊り仕様は工場出荷オプションです。
27 28
27 28
1394 2259 1196 2061
406 311
471 992
669 1234
420 750 140 60
420 750 140 60
1106 2071
753
434 282
172 322
370 1128
489
470 750 140
20°
60 150
224.5
Page16
詳しくはWebへ 詳しくはWebへ
アーク溶接用ロボットコントローラー 統合溶接管理システム
G4コントローラーシリーズ iWNB Integrated Welding Network Box
工場の最適化を支える IoTによる見える化で生産性&品質可視化と
次世代ロボットコントローラー トレーサビリティ強化
550 630
550 630 経営指標 トレーサビリティ
550 630 メンテナンス 生産情報
エラー履歴 稼働情報
G4 WG4 WGH4
※iWNBパソコンへ接続できるロボット台数はG4コントローラーの場合に最大640台になります。
コ
ン ●生産性向上…稼働率・サイクルタイム分析機能、エラー状況見える化により稼働率向上の支援 I
ト 名 称 G4 WG4 WGH4
●品質可視化・トレーサビリティ強化…ワーク情報と溶接データの蓄積・検索、トレーサビリティ確立による信頼度向上 o
ロ 外形寸法(mm) 幅 630 × 奥行 550 × 高さ 711 幅 630 × 奥行 550 × 高さ 1243 幅 630 × 奥行 550 × 高さ 1423 T
ー 質量(kg) 63(T,D仕様) / 78(Y,U仕様) / 82(E仕様) 141(T,D仕様) / 163(Y,U仕様) / 167(E仕様) 171(T仕様) / 193(Y,U仕様) / 198(E仕様)
ラ D
ー メモリー容量(点) 160 000 T
仕 位置制御方式 ソフトウェアサーボ方式 詳しくはWebへ P
様 ビジュアルなソリューション S
外部メモリー TP:SDメモリカードスロット × 1
I/F
USB2.0(Hi-Speed対応) × 2
制御軸数 同時6軸(最大27軸) DTPS Ⅲ DeskTop Programming & Simulation system
入出力信号 専用信号:入力6 出力8
汎用信号:入力40 出力40
AC 200 ~ 220(±10 %):(T,D仕様) AC 200 ~ 220(±10 %):(T仕様) パソコン上でロボットプログラムの編集や
定格入力電圧(V) AC 380 ~ 440(±10 %):(Y,E仕様) AC 380 ~ 440(±10 %):(Y,E仕様)
AC 380 ~ 460(±10 %):(U仕様) AC 380 ~ 460(±10 %):(U仕様) シミュレーションを行います。
相数、定格周波数(Hz) 三相、50 / 60(±2 %)
DTPSⅢはパナソニックロボットを使用したティーチング、シミュレーション
入力側ケーブル(mm2) 3.5(AWG12) 14(AWG6) 22(AWG4):(T仕様) / 14(AWG6):(Y,E,U仕様)
接地ケーブル(mm2) 14(AWG6) 22(AWG4):(T仕様) / 14(AWG6):(Y,E,U仕様) を行うソフトウェアです。
パソコンでロボットプログラムの作成、編集、確認を行うことができます。
適用溶接法 CO2/MAG/ステンレスMIG
パルスMAG/ステンレスパルスMIG 実設備のデータ作成、修正から導入前の設備の検討、
出力電流(A) DC 30 ~ 350 DC 40 ~ 500
- ロボット動作範囲確認まで幅広くご使用いただけます。
出力電圧(V) DC 12 ~ 36 DC 16 ~ 39
定格使用率 CO2/MAG/ステンレスMIG:80 450 A:100
(%) パルスMAG/ステンレスパルスMIG:60 500 A:60 DTPSⅢの主な特長
●設備構築・シミュレーション機能
●標準部品モデル搭載(溶接トーチ等)
●カスタマイズ部品作成機能
●3DCADデータインポート機能
●多彩なプログラム手法(手教示・自動生成)
●PRG実行・溶接時間の試算機能
●設備稼働中のPRGの送信機能
●設備とLAN接続、溶接の記録機能
●設備保全、定時刻バックアップ機能
●PRG機種変換機能
●Excel・VBAライクなSDK機能搭載
DTPSⅢ稼働環境 :Windows 10 推奨仕様 : 別途ご相談ください。
29 30
29 30
名 称 G4 WG4 WGH4
外形寸法(mm) 幅 630 × 奥行 550 × 高さ 711 幅 630 × 奥行 550 × 高さ 1243 幅 630 × 奥行 550 × 高さ 1423
質量(kg) 63(T,D仕様) / 78(Y仕様) / 82(E仕様) 141(T,D仕様) / 163(Y仕様) / 167(E仕様) 171(T仕様) / 193(Y仕様) / 198(E仕様)
メモリー容量(点) 160 000
位置制御方式 ソフトウェアサーボ方式
外部メモリー TP:SDメモリカードスロット × 1
I/F
USB2.0(Hi-Speed対応) × 2
制御軸数 同時6軸(最大27軸)
入出力信号 専用信号:入力6 出力8
汎用信号:入力40 出力40
定格入力電圧 AC後 200 ~ 22日0(±10 %変):(T,D仕様更) 予定 AC 200 ~ 220(±10 %):(T仕様)
(V)
AC 380 ~ 460(±10 %):(Y,E仕様) AC 380 ~ 460(±10 %):(Y,E仕様)
相数、定格周波数(Hz) 三相、50 / 60(±2 %)
入力側ケーブル(mm2) 3.5(AWG12) 14(AWG6) 22(AWG4):(T仕様) / 14(AWG6):(Y,E仕様)
接地ケーブル(mm2) 14(AWG6) 22(AWG4):(T仕様) / 14(AWG6):(Y,E仕様)
適用溶接法 CO2/MAG/ステンレスMIG
パルスMAG/ステンレスパルスMIG
出力電流(A) DC 30 ~ 350 DC 40 ~ 500
―
出力電圧(V) DC 12 ~ 36 DC 16 ~ 39
定格使用率 CO2/MAG/ステンレスMIG:80 450 A:100
(%) パルスMAG/ステンレスパルスMIG:60 500 A:60
・
1423
1243
711
Page17
詳しくはWebへ
TAWERS(WG4)・G4シリーズ対応 両持ち回転傾斜ポジショナー
VRPS Virtual Robot Programming System Rシリーズ 高速タイプ
VR(Virtual Reality)を活用し、直感的な操作による ■基本仕様
名称 両持ち回転傾斜ポジショナー
簡易ロボットティーチングを実現 型式 YA-1RJC62T10 YA-1RJC72T10
適用ロボット TS/TM/TL/LA-WG4/WGH4/G4ロボットシステム
最大可搬質量 300 kg 500 kg
回転
最高出力回転数 190.0°/(s 31 r/min) 165.0°/(s 27 r/min)
傾斜 125.5°/(s 20 r/min) 90.0°/(s 15 r/min)
教示点の 回転
削除 動作範囲 ±10回転(多回転リセット機能付)
傾斜 135°~+135°
補間 回転
形態 速度 許容モーメント 323 N・m 392 N・m
傾斜 882 N・m 1274 N・m
実ワークに対して 溶接 位置繰返し精度 ±0.05 mm(R=250 mmの位置)
VR機器で教示点登録 VR機器 状態 中空軸径 φ55 mm
許容溶接電流 500 A、 使用率 60%
適用溶接法 CO2/MAG/MIG/TIG
※最大可搬質量300 kg、500 kgの2種類。 本体質量 285 kg
外部軸コントローラー 内蔵または外付けタイプ
付属ケーブル LAN ●最高速度 従来機比1.8倍以上。
ヘッドマウント
ディスプレイ(本機能では未使用) VRPSソフトインストール済みPC
パナソニックロボット:
WG4/G4シリーズ
●効率化…VR機器を活用してティーチング時間を短縮 オプション
●使いやすさ…実ワークを使った直感的な操作が可能 ロータリージョイント カールケーブル(工場オプション)
RJC用
●人を選ばず…専門的なスキルが無くてもティーチング可能 AXU01428 YA-1RJC62T12
YA-1RJC72T12
I 外
o 部
T ●回転軸回転角度:±∞ ●回転軸回転角度:±360 ° 軸
●エア配管 2系統(チューブ外径 φ8) ●エア配管 4系統(チューブ外径 φ8)
●信号線 6系統(許容電流 2 A) ●信号線 26系統(許容電流 2 A~4 A)
詳しくはWebへ
溶接外観検査ソリューション
1軸ポジショナー 片持ち2軸ポジショナー
Bead Eye
人による目視検査を自動化し、
省人化・トレーサビリティ強化 最大可搬質量 最大可搬質量
250/500 kg 1000 kg
1RJB 12/22 1RJB 32 1RJR 42T10 1RJR 52T10
Easy Advanced Practical ■ポジショナーユニット基本仕様
簡単 高機能 実用的 名称 ポジショナーユニット
型式 YA-1RJB12 YA-1RJB22 YA-1RJB32
適用ロボット TS/TM/TL/LA-WG4/WGH4/G4ロボットシステム
実現するのは 最大可搬質量 250 kg 500 kg 1 000 kg
最高出力回転数 190°/s( 31.6 r/min) 120°/s( 20 r/min) 120°/s( 20 r/min)
AI検査 良品比較検査 動作範囲 ±10回転(多回転リセット機能付)
許容回転トルク 196 N・m 490 N・m 1470 N・m
許容モーメント 1470 N・m 1470 N・m 6 125 N・m
●省人化…作業者による目視検査の自動化および作業負荷の軽減 位置繰返し精度 ±0.05 mm(R=250 mmの位置)
●トレーサビリティ強化…新開発AIエンジンを活用したビード形状判定により、 中空軸径 φ55mm φ55mm φ75mm
ブレーキ ブレーキ付
詳細な不良を特定し、検査データ蓄積 許容溶接電流 500 A、 使用率 60%
適用溶接法 CO2/MAG/MIG/TIG
本体質量 125 kg 125 kg 255 kg
外部軸コントローラー 内蔵または外付けタイプ 内蔵または外付けタイプ 外付けタイプ
31 32
31 32
Page18
■接続図例 MEMO
TM-1400WG4(セパレートタイプ)
フレキシブルコンジット
(ワイヤ送給用) ガス調整器
(オプション)
パック引出し装置
(オプション)
※
M-C間
ケーブルユニット
溶接用パワーケーブル ガスホース
※ロボット内蔵型フレキシブルコンジット(オプション)はパック巻タイプのみ対応可。
■標準ワイヤ径とコイリング …受注生産(納期はご確認お願いします)
接 ワ
イ パック巻
続 スプール巻
銘柄 ヤ
図 径 ラインパックS ラインパック
(
・ mm 1.25 kg×4 1.8 kg×4 2 kg×4 5 kg 10 kg 20 kg 200 kg 250 kg 300 kg 400 kg
ワ )
イ YM-50M 1.2 YM-50M1220 YM-50M12302
YM-50MT 0.9 YM-50MT0910 YM-50MT0920 YM-50MT09252
ヤ YM-50MT 1.0 YM-50MT1010 YM-50MT1020 YM-50MT10252
YM-50MT 1.2 YM-50MT1210 YM-50MT1220 YM-50MT12252
M YM-45MT 0.8 YM-45MT0810 YM-45MT08252
ワ YM-45MT 0.9 YM-45MT0920
イ
ヤ YM-45MT 1.0 YM-45MT1020 YM-45MT10252
YM-45MT 1.2 YM-45MT1220 YM-45MT12252
YM-51MT 1.2 YM-51MT12252
YM-41AM 1.2 YM-41AM1220 YM-41AM12302
YM-51AM 1.2 YM-51AM1220 YM-51AM12302
YM-51MZ 1.2 YM-51MZ1220 YM-51MZ12302
YM-50T1 0.8 YM50T10810
YM-50T1 0.9 YM50T10910 YM50T10920 YM50T109202P
YM-50T1 1.0 YM50T11010 YM50T11020
YM-50T1 1.2 YM50T11210 YM50T11220 YM50T112252P YM50T112404P カタログPDF
YM-50 1.2 YM501220 YM-5012302 YM-5012404
YM-50 1.2 YM-501202 YM501210 YM-501222
YM-50 1.4 YM501420 YM-5014252
YM-50 1.6 YM501620 YM-5016404
YM-50 2.0 YM502020
YM-55 1.2 YM551220
銅 YM-45T 0.6 YM45T061.25 YM45T065 YM45T0610
め
っ YM-45T 0.8 YM45T081.25 YM45T0810 YM45T0820 YM45T08202P
き YM-45T 0.9 YM45T0920
YM-45T 1.0 YM45T1020
YM-45T 1.2 YM45T1220
YM-51A 0.9 YM51A0920
YM-51A 1.2 YM51A1220
YM-60 1.2 YM601220
YM-60 1.6 YM601620
YM-70 1.2 YM701220
YM-70 1.6 YM701620
YM-350 1.2 YM3501220
銅フラ
めッ
っクス YM-1F 1.2 YM-1F1202 YM1F1220
き入り
スメ
テッYN-308 0.6 YN308061.25
ンキ
レな
スしYN-308 0.8 YN308081.25
33 34
33 34
Page19
プロセスエンジニアリングセンターのご案内
充実したサポート体制で皆様の 詳しくはWebで
『モノづくり』に貢献します。
溶接実証
ロボットカレッジ
ワークトライで、サンプルの
溶接実証ができます。
初心者から熟練者まで プロセスエンジニアリングセンターの溶接機器は、
さまざまなコースの コンサルティング 実際の工場を想定して設置しております。
研修をご用意しております。 専任のオペレーターが常駐し、
いつでも稼働・実演が可能です。
センター内には、カレッジ専用教室を設置。
専任の講師も待機しており、
ロボットカレッジ等を積極的に開催しております。 各種技術相談やシステム
初級・中級・上級とレベルに合ったコースを選択 導入時のご相談を承ります。
いただけます。 溶接機やロボットシステム等、溶接機器に
関するハード・ソフトのご相談を承ります。
●プロセスエンジニアリングセンターは お気軽にご相談ください。
大阪府、愛知県、埼玉県の3拠点がございます。
パナソニック溶接機の最新情報 パナソニックは信頼の純正ワイヤを
最新ニュースやカタログ、導入事例集など、 推奨します。
多彩な情報を掲載しております。 各溶接にはパナソニック製ワイヤをお使いください。
最新のカタログを掲載しております。
https://connect.panasonic.com/jp-ja/products-services_welding https://connect.panasonic.com/jp-ja/products-services_welding/
downloads/catalog#Peripherals
安全に関するご注意
●ご使用の際は、取扱説明書をご確認の上、正しくお使いください。
●溶接機器は、換気することができ、可燃物のない屋内に設置してください。
●溶接で発生するアーク音やアーク光、飛散するスパッタやスラグから、作業者や他の人々を守るために、保護具を使用してください。
●溶接中に人体に有害な金属蒸気(ヒューム)が発生するため、防塵マスクを必ず着用してください。(特化則 第2類物質より)
○防音保護具を未使用の場合は、回復しない騒音性の難聴を引き起こす場合があります。
○防音保護具の種類※は、JIS T8161(防音保護具)に従ってください。 ※耳栓、耳覆い(イヤーマフ)
パナソニックグループは環境に配慮した製品づくりに取り組んでいます 詳しくは
こちら
パナソニック溶接機・ロボットご相談窓口 0120-700-912 受付9時~12時、12時45分~17時
各種ご相談は、右記にお問い合わせください。 (土日、祝日、年末年始、当社所定の休日を除く)
携帯OK 携帯電話からもご利用いただけます。
●お問い合わせは…
パナソニック コネクト株式会社
溶接プロセス事業部
〒561-0854 大阪府豊中市稲津町3丁目1番1号
パナソニックFSエンジニアリング株式会社
〒140-0002 東京都品川区東品川4丁目10番27号
住友不動産品川ビル
このカタログの内容についてのお問い合わせは、左記にご相談ください。
または、パナソニック溶接機・ロボットご相談窓口におたずねください。
このカタログの記載内容は
2024年10月現在のものです。
1-010K
●製品の色は印刷物ですので実際の色と多少異なる場合があります。 宣伝物注文略号 カ・6029
●本カタログの記載内容は改善等のため予告なく変更する場合があります。
▲