


生産スケジュールを自動立案可能な生産計画ソフトをご紹介
600本以上の導入実績を誇る
生産スケジューラJoySchedulerの特徴を掲載しています。
<特徴の一部抜粋>
○最適計画:自動的に最適な計画をスピーディに探索します。
○外部システムとの親和性:ERP、生産管理システムとのデータ連携が簡単に可能です。
○リーズナブルな価格帯:高速高機能で198万円(税込)~。
このカタログについて
| ドキュメント名 | 生産計画ソフト JoyScheduler |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 5.5Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 東京ガス株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
導入手順 最適化ロジックを備えた高速生産スケジューラ
お客様の現状分析から運用までをトータルサポートします。
現状分析 ◎無料セミナー
◎導入チェックシート 東京ガスは、代理店、SIパートナーとの連携によりお客様の実運用に合った
きめ細やかなコンサルタントサービスメニューをご提供し、お客様を強力に
サポートします!!
◎体験版ダウンロード 無料セミナー
プロトタイプの ◎教育支援サービス 毎月無料セミナーを開催しています。詳細日程は東京ガスホームページを
作成 ご覧下さい。
◎プロトタイプ作成サービス 体験版ダウンロード
体験版を無料でダウンロードできます。この体験版でプロトタイプの作成が
可能です。また各業種別のサンプルもご覧頂けます。体験版のダウンロード
システム化の ◎ご提案 は東京ガスホームページをご覧下さい。
検討 ◎お見積 プロトタイプ作成サービス
お客様の実データからプロトタイプを作成するサービスです。
期間限定貸出サービス
マスタデータ ◎フィット&ギャップサービス JoyScheduler本体を実際に使用して検証することができます。
の用意、 ◎導入支援サービス フィット&ギャップサービス
アドオン ◎アドオンプログラム開発サービス JoySchedulerの標準機能とお客様の要求仕様とのギャップを分析し解決
プログラム 策を引出します。
開発 教育支援サービス
JoySchedulerの機能説明およびサンプルデータによる実習を行うサービ
スです。構築手順を実際にパソコンを操作し体験いただくサービスです。
◎導入支援サービス 導入支援サービス
導入 システム構築から導入までのコンサルテーションを行うサービスです。
(現地説明・教育) アドオンプログラム開発サービス
JoySchedulerをさらに有効的にご活用いただくためのアドオンプログラム
を作成するサービスです。
運用 ◎年間保守サービス 年間保守サービス
JoySchedulerに関する技術質問にお答えし、リビジョンアップサービスを
※マスタデータはお客様にてご準備頂きます。 行います。バージョンアップなどのリリースノートをご提供いたします。
商品構成と動作環境
仕 様 動 作 環 境
品目数/資源数/ 対応OS Microsoft Windows 7/8/8.1/10
工程数/ロット数/ Microsoft Windows Server 2008/2008 R2/2012/2012 R2/2016
ジョブ数/勤務シフト数/ 無制限 ※1 ハードウェア Core i5 2.30GHz以上を搭載したパーソナルコンピュータ
MRP計算のレベル数/ ハードディスク100MB以上の空容量
製品構成表の登録データ数 メモリ 4GB(32bit)、8GB以上(64bit)を推奨
※計画ジョブ数に依存します。別途ご相談ください。
段取り登録数 無制限(各仕様毎に設定する)※1
計画作成期間 無制限(通常は1日から1年程度)※1 商 品 構 成
JoyScheduler 本体
1つの製造に対する副資源数 99 1,980,000円(税込)/1本(2本目以降別途)
1品目に設定する仕様の数 8 165,000円(税込)/1クライアント
ビュアークライアント 550,000円(税込)/5クライアント
1品目に設定する数値仕様の数 8 880,000円(税込)/10クライアント
表示色数 フルカラー(1,677万色) Web Client 1,320,000円(税込)/フリークライアント
※1 : OS、ハードウェア等により制限されます。 ※本体・ビュアークライアントにはSBC版・ネット対応版・ターミナルサービス版もラインナップしております。
※本体・ビュアークライアントには英語版・中国語版(簡体字/繁体字)もラインナップしております。
販売元
お問い合わせ先 体験版
無料
ダウンロード
https://eee.tokyo-gas.co.jp/lp/joy/
東京ガス株式会社
〒105-8527 東京都港区海岸1-5-20
TEL:03-5400-7682 FAX:03-5400-7683
●掲載している商品名、会社名は各社の商標または登録商標です。
●このカタログの内容は、予告なしに変更することがあります。 2022.01 TGCOM
Page2
営業部門や 製
造
現
場
で
製造現場でこんな課 の
課
題 題
はありませんか? と
解
決
リードタイムの
短縮がなかなか 段取り時間に 優先作業が
できない ムダが多い わからないので
納期遅れになり易い
の
特
長
導入したいけど
コストが心配
生産計画に時間が
掛かるので特急注文に
納期回答の 対応できない
精度をあげたい
運
用
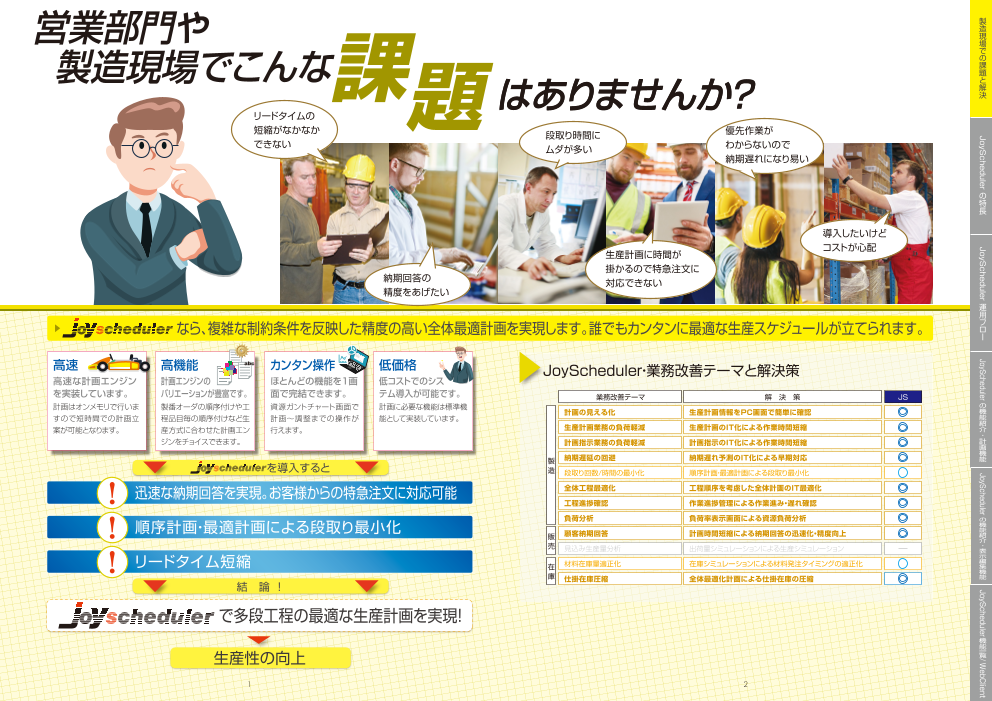
なら、複雑な制約条件を反映した精度の高い全体最適計画を実現します。誰でもカンタンに最適な生産スケジュールが立てられます。 フ
ロ
ー
高速 高機能 カンタン操作 低価格 JoyScheduler・業務改善テーマと解決策
高速な計画エンジン 計画エンジンの ほとんどの機能を1画 低コストでのシス
を実装しています。 バリエーションが豊富です。 面で完結できます。 テム導入が可能です。 業務改善テーマ 解 決 策 JS
計画はオンメモリで行いま 製番オーダの順序付けや工 資源ガントチャート画面で 計画に必要な機能は標準機 の
計画の見える化 生産計画情報をPC画面で簡単に確認 機
すので短時間での計画立 程品目毎の順序付けなど生 計画~調整までの操作が 能として実装しています。 能
案が可能となります。 産方式に合わせた計画エン 行えます。 生産計画業務の負荷軽減 生産計画のIT化による作業時間短縮 紹
介
・
ジンをチョイスできます。 計画指示業務の負荷軽減 計画指示のIT化による作業時間短縮 計
画
機
製 納期遅延の回避 納期遅れ予測のIT化による早期対応 能
を導入すると 造 段取り回数/時間の最小化 順序計画・最適計画による段取り最小化
! 迅速な納期回答を実現。お客様からの特急注文に対応可能 全体工程最適化 工程順序を考慮した全体計画のIT最適化
工程進捗確認 作業進捗管理による作業進み・遅れ確認
! 負荷分析 負荷率表示画面による資源負荷分析 の
順序計画・最適計画による段取り最小化 機
販 顧客納期回答 計画時間短縮による納期回答の迅速化・精度向上 能
紹
介
売 見込み生産量分析 出荷量シミュレーションによる生産シミュレーション ・
! 表
リードタイム短縮 示
編
在 材料在庫量適正化 在庫シミュレーションによる材料発注タイミングの適正化 集
機
庫 仕掛在庫圧縮 全体最適化計画による仕掛在庫の圧縮 能
結 論 !
で多段工程の最適な生産計画を実現!
機
能
生産性の向上 一
覧
JoyScheduler JoyScheduler JoyScheduler JoyScheduler JoyScheduler /WebClient
Page3
製
造
最適化ロジックを備えた高速生産スケジューラ 現
場
■ システム構成例 で
の
課
題
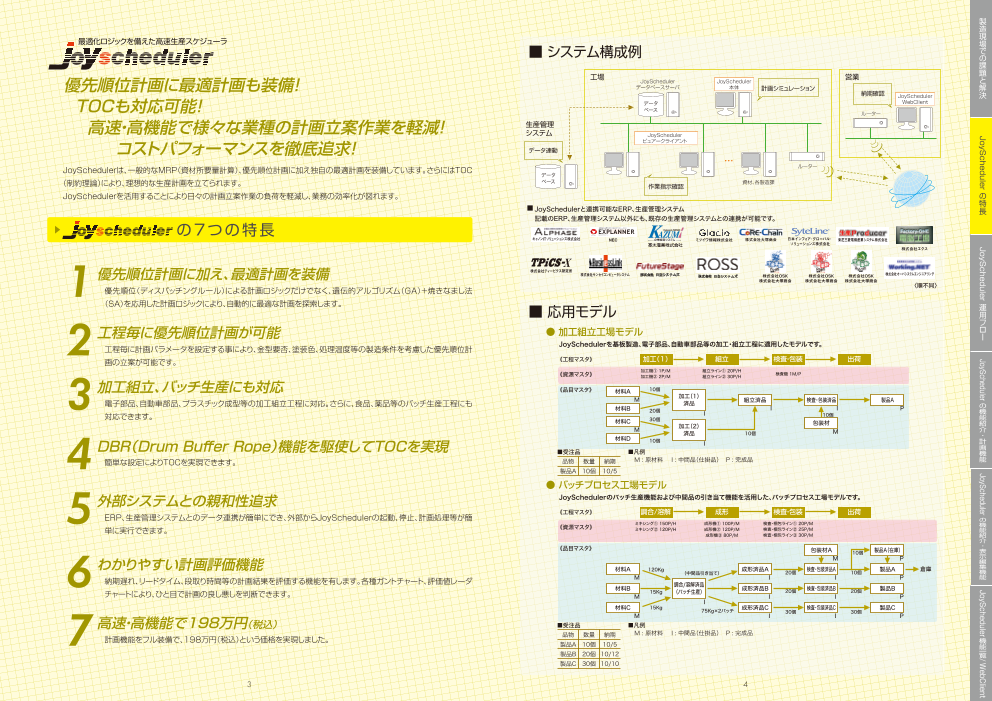
優先順位計画に最適計画も装備! 工場 営業
JoyScheduler JoyScheduler と
データベースサーバ 本体 計画シミュレーション 解
納期確認 JoyScheduler 決
TOCも対応可能! データ WebClient
ベース
ルーター
高速・高機能で様々な業種の計画立案作業を軽減! 生産管理
システム JoyScheduler
ビュアークライアント
コストパフォーマンスを徹底追求! データ連動
…
JoySchedulerは、一般的なMRP(資材所要量計算)、優先順位計画に加え独自の最適計画を装備しています。さらにはTOC ルーター
データ
(制約理論)により、理想的な生産計画を立てられます。 ベース 資材、各製造課
作業指示確認
JoySchedulerを活用することにより日々の計画立案作業の負荷を軽減し、業務の効率化が図れます。 の
■ 特
JoySchedulerと連携可能なERP、生産管理システム 長
記載のERP、生産管理システム以外にも、既存の生産管理システムとの連携が可能です。
の7つの特長
優先順位計画に加え、最適計画を装備 株式会社 日立システムズ 株式会社 日立システムズ 株式会社OSK 株式会社OSK 株式会社OSK
株式会社大塚商会 株式会社大塚商会 株式会社大塚商会
〈順不同〉
優先順位(ディスパッチングルール)による計画ロジックだけでなく、遺伝的アルゴリズム(GA)+焼きなまし法
(SA)を応用した計画ロジックにより、自動的に最適な計画を探索します。
■ 応用モデル 運
用
フ
工程毎に優先順位計画が可能 ● 加工組立工場モデル ロ
ー
JoySchedulerを基板製造、電子部品、自動車部品等の加工・組立工程に適用したモデルです。
工程毎に計画パラメータを設定する事により、金型要否、塗装色、処理温度等の製造条件を考慮した優先順位計
画の立案が可能です。 《工程マスタ》 加工(1) 組立 検査・包装 出荷
《資源マスタ》 加工機① 1P/M 組立ライン① 20P/H
加工機② 2P/M 組立ライン② 30P/H 検査機 1M/P
加工組立、バッチ生産にも対応 《品目マスタ》 材料A 10個
M 加工(1)
電子部品、自動車部品、プラスチック成型等の加工組立工程に対応。さらに、食品、薬品等のバッチ生産工程にも 済品 組立済品 検査・包装済品 製品A
材料B 20個 I I P の
I 10個 機
対応できます。 材料C 30個 能
包装材 紹
M 加工(2)
済品 10個 M 介
材料D ・
DBR(Drum Buffer Rope)機能を駆使してTOCを実現 10個 I 計
■受注品 ■凡例 画
機
簡単な設定によりTOCを実現できます。 品物 数量 納期 M : 原材料 I : 中間品(仕掛品) P : 完成品 能
製品A 10個 10/5
● バッチプロセス工場モデル
外部システムとの親和性追求 JoySchedulerのバッチ生産機能および中間品の引き当て機能を活用した、バッチプロセス工場モデルです。
《工程マスタ》 調合/溶解 成形 検査・包装 出荷
ERP、生産管理システムとのデータ連携が簡単にでき、外部からJoySchedulerの起動、停止、計画処理等が簡 の
単に実行できます。 《資源マスタ》 ミキシング① 150P/H 成形機① 100P/M 検査・梱包ライン① 20P/M 機
ミキシング② 120P/H 成形機② 120P/M 検査・梱包ライン② 25P/M 能
成形機③ 80P/M 検査・梱包ライン③ 30P/M 紹
介
《品目マスタ》 包装材A ・
10個 製品A(在庫) 表
示
わかりやすい計画評価機能 M P 編
材料A 120Kg (中間品引き当て) 成形済品A 20個 検査・包装済品A 10個 製品A 倉庫 集
機
納期遅れ、リードタイム、段取り時間等の計画結果を評価する機能を有します。各種ガントチャート、評価値レーダ M I I P 能
材料B 調合/溶解済品 成形済品B 検査・包装済品B 製品B
チャートにより、ひと目で計画の良し悪しを判断できます。 15Kg (バッチ生産) 20個 20個
M I I P
I
材料C 15Kg 75Kg×2バッチ 成形済品C 検査・包装済品C 製品C
M I 30個 I 30個 P
高速・高機能で198万円(税込) ■受注品 ■凡例
品物 数量 納期 M : 原材料 I : 中間品(仕掛品) P : 完成品
計画機能をフル装備で、198万円(税込)という価格を実現しました。 製品A 10個 10/5 機
能
製品B 20個 10/12 一
覧
製品C 30個 10/10
JoyScheduler JoyScheduler JoyScheduler JoyScheduler JoyScheduler /WebClient
Page4
製
造
最適化ロジックを備えた高速生産スケジューラ 現
場
運 用 フ ロ ー で
の
課
題
と
解
決
営 業 部 門 調 達 部 門
生 産 管 理 シ ス テ ム
納期回答、納期遅れ対応 在庫表示(未来在庫推移)
工場の計画結果を参照し迅速な納期回答ができます。また納期遅れ 所要量計算を行った結果、材料、中間品(仕掛品)、および完成品の
調 達
しそうな受注(オーダー)に対して的確な営業対応が可能です。 受 注 生産情報 実 績 出 荷 未来在庫の推移を確認できます。調達の基データとして利用できます。
在 庫
製 造 (マスタ)
の
納期遅れロット一覧、 (確定・内示・見込) 特
ロットガントチャート 長
受注(オーダー) 品目計画データ
在庫グラフ
受注データ
計 画 部 門
計画業務の流れ
生産スケジューラ
マスタデータ登録 計画立案に必要なマスタデータを登録します。
運
用
パラメータ設定 計画ルールを登録します。 フ
所要量計算 資源負荷山崩し 優先順位計画 ロ
ー
MRP 工程展開、所要量計算、および在庫引当を行います。
(所要量計算)
生産情報 生産情報
(マスタ) (計画)
資源山崩し
優先順位計画 登録したルールに従い順序計画を立案し、工程能力で山崩しを行います。
の
機
能
再計画 OK 紹
資源ガントチャート 判断 計画確定 作業指示 介
・
計画結果を判断します。 任意の作業を計画確定します。 製造部門へ指示します。 計
画
機
能
製 造 指 示 製 造 実 績
製 造 部 門
※製造実績や進捗状況の確認、ロット追跡を行います。 の
製造実行管理 機
能
紹
介
・
表
材料の入荷登録を行います。 示
編
集
製品の出荷登録を行います。 機
能
※製造工程の管理形態に合わせた実績入力画面をテンプレート画面として準備しています。 在庫検索 全体進捗検索
入荷登録 仕込み(合流) 貯蔵・保管 組 立 検 査
機
現品票 材料受入 分割供給 出荷登録 ロット追跡 実績検索 進捗リスト検索 能
一
覧
JoyScheduler JoyScheduler JoyScheduler JoyScheduler JoyScheduler /WebClient
Page5
製
造
最適化ロジックを備えた高速生産スケジューラ 現
場
で
の機能紹介 ・ 計画機能 の
課
題
と
解
決
計 画
機 能 優先順位計画(ロット優先度計画機能 : ディスパッチングルール)
優先順位計画は、割付順序と資源選択の設定に基づき、ジョブを資源に割付する計画方法です。ロット優先度計画は、
ロット(受注)の割付順序を決定(①)し、ロット単位で先頭(最終)工程から最終(先頭)工程まで、資源に割付する処理
です。(②)その際、複数の資源候補が存在する場合、資源選択により決定します。
の
工程内のロット資源決定 特
長
製造オーダー 優先順位計画ロット選択順
①ロット計画順序決定 1番目
品目 数量 納期 ロットD
・ロット納期順 : 昇順
・品目優先度順 : 昇順 4番目 3番目 2番目 評価値 重みによる評価値計算 1番目
ロットA 品目A 10 02/17
・顧客優先度順 : 指定無 ロットB ロットC ロットA {重み×A}+{重み×B}+{重み×C}+ 重み ロットD
{重み×D}+{重み×H}=評価値 A 稼働時間平準化 10
ロットB 品目B 15 02/13 ・ロットコード順 : 指定無 B 段取り時間最小化 5
機械1 機械2 機械3 C 資源優先度 0
ロットC 品目C 30 02/15 D 外注依頼最小化 3 機械1 運
E 滞留時間最小化 0 用
ロットD 品目D 25 02/17 この他25項目の中から選択 F リードタイム最小化 0 フ
評価値10 評価値9 評価値8 G 同一ロット優先 0 ロ
ー
H 同一品目優先 0
評価値10
②工程内資源決定
の
機
能
計 画 計 画
機 能 優先順位計画(工程優先度計画機能) 機 能 優先順位計画(DBR計画機能)
紹
介
・
計
画
工程毎に優先順位計画パラメータを設定し、そのルールに従って品目を資源に割付けることにより、 ● 通常の計画ロジック ● DBR計画ロジック 機
能
工程毎の段取りミニマム化を実現しようとするものです。 ボトルネック工程を基準にしたロット優先度計画を行います。 ボトルネック工程を基準にしたロット優先度計画を行うこと
により、中間品(仕掛品)の滞留を防ぐ計画を立案します。
予め計画立案順、工程別計画パラメータを設定
制約資源と同期しないため制約工程前に バッファに在庫が溜まった時点から
必要以上に中間品(仕掛品)が滞留 制約資源と同期 の
機
能
紹
②金型別 介
・
表
Rop 示
編
集
Drum 機
①塗装色別 能
Buffe
③フィルム別
バッファに在庫が 制約工程前の滞留品の圧縮を実現
制約工程 溜まるまではフル稼働 前工程トラブル時も柔軟に対応可能
機
能
一
覧
JoyScheduler JoyScheduler JoyScheduler JoyScheduler JoyScheduler /WebClient
Page6
製
造
最適化ロジックを備えた高速生産スケジューラ 現
場
で
の機能紹介・ 計画機能 の
課
題
と
解
決
計 画
機 能 最適計画
最適計画は、優先順位計画のようにロット計画順番を決定して計画するのではなく、まず計画の目的(リードタイム短
縮、段取り時間最小等)からその条件を満たすための最適な計画を、 遺伝的アルゴリズムと焼きなまし法を用い、
自動的に探索する方法です。最適計画の特徴は、優先順位計画でなかなか目的に合った計画にならない場合、および
誰でも同じような計画を自動的にできたらよいといった場合に威力を発揮する計画機能です。 の
最適計画処理 特
長
製造オーダー 計画目的の設定 ロットD
品目 数量 納期 重み ロットB ロットA
ロットC
①納期厳守 10 STEP 1
ロットA 品目A 10 02/17
②リードタイム最小化 9 どのような計画を立案したいかについて、 機械1 機械2 機械3
計画目的の重みを決定します。
ロットB 品目B 15 02/13 ③段取り時間最小化 1
④滞留時間最小化 1 計画目的={重み×A}+‥
ロットC 品目C 30 02/15
計画目的= 全体計画のロット順番資源決定 運
用
ロットD 品目D 25 02/17 フ
{重み×①}+{重み×②}+… 最適計画ロジック
遺伝的アルゴリズム 機械1 機械2 機械3 ロ
ー
(GA) 焼きなまし法
(SA) 1番目 2番目 3番目
ロットD ロットA ロットC
STEP 2 計画目的に合った計画を、最適計画アルゴリズムを用いて
自動探索し、機械と受注品(ロット)との組み合わせを
決定していきます。
の
機
能
計 画
機 能 山積み計画
計 画 紹
介
機 能 山崩し計画 ・
計
画
資源能力が無限にあるという前提で無限負荷での山積み計画を行います。 山積み計画で決定した計画を基に割付資源を変更せずに、優位順位計画パラメータで設定した順番に 機
能
この処理により、資源毎・日付時刻毎に生産品目がどのくらい集中しているかを確認できます。 有限能力で生産計画を立案します。
■資源ガントチャート ■資源ガントチャート
の
機
能
資源量(山積み) 紹
介
・
資源量(有効資源) 表
示
編
集
資源量(有効資源) 機
能
資源能力(負荷) 資源能力(負荷)
=製造時間 =製造時間 機
能
一
覧
JoyScheduler JoyScheduler JoyScheduler JoyScheduler JoyScheduler /WebClient
Page7
製
造
最適化ロジックを備えた高速生産スケジューラ 現
場
で
の機能紹介・ 表示編集機能 の
課
題
と
解
決
表示編集
機 能 資源ガントチャート
表示編集資源負荷グラフ 表示編集
機 能 機 能 在庫推移グラフ
計画データ割付け状況を、資源ごとに時系列で確認する画面です。また、割り付いた計画データの編集も可能です。 資源の負荷状況を、資源毎に時系列的に表示し 品目の残量、製造量、消費量、入庫量、出庫量、安
ます。 全在庫を、品目毎に折れ線グラフで表示します。
の
特
長
表示編集評価グラフ 表示編集
機 能 機 能 評価値レーダチャート 運
用
フ
ロ
製品別に納期、リードタイム、滞留時間等を評価 計画処理後(優先順位計画、最適計画)の各種評 ー
するためのグラフです。 価値をレーダチャートで表示します。
表示編集
機 能 ロットガントチャート
計画データ割付け状況を、ロット毎に時系列的で確認する画面です。また、割り付いた計画データの編集も可能です。 の
機
能
紹
介
・
計
画
機
能
表示編集
機 能 製造数量集計データ
表示編集
機 能 在庫データ
計画結果を任意のタイムスケールで集計して一 計画結果で在庫の増減を任意のタイムスケール の
機
覧表示します。集計条件は資源/品目毎や品目毎 で集計して一覧表示します。集計条件は品目、品 能
紹
介
などの条件で集計します。 目グループ単位で集計します。 ・
表
示
編
集
機
能
機
能
一
覧
JoyScheduler JoyScheduler JoyScheduler JoyScheduler JoyScheduler /WebClient
Page8
製
造
最適化ロジックを備えた高速生産スケジューラ 最適化ロジックを備えた高速生産スケジューラ 現
場
で
の機能詳細 シリーズ製品 の
課
題
と
生産オーダー登録機能 ●在庫制約 計画結果リスト表示機能 解
○在庫倉庫制約機能 決
●生産オーダー登録機能 ラック上限制約機能で、中間倉庫を考慮した計画が可能です。 ●計画/資源計画
専用画面で生産オーダーを登録できます。Excelソフトなどを利用して ○在庫制約機能 計画結果を一覧で確認できます。
コピー&ペーストで貼り付けることもできます。 原材料や中間品の在庫を考慮して計画が可能です。 ●在庫引当情報表示機能
●データベース連携 ●ロット開始制約 在庫引当した結果を一覧で確認できます。 JoyScheduler WebClient
データベースに登録した生産オーダーを取り込むことができます。 ロット間の時間的制約を設定することが可能です。 ●工程集計データ表示
工程毎に製造数量や製造時間などの計画情報を集計した結果を
計画エンジン MRP機能 一覧表示します。 JoySchedulerの生産計画・進捗情報を各部署・各担当者の注目したい内容で抽出し表示します。
●山積み計画 受注データおよび製品構成表から部品展開を行い、各工程で アラーム機能 クライアント台数制限なし、しかも非常に低価格! 直ぐにでも導入可能です。
資源負荷山積み条件で生産計画を立案します。 必要な原材料、中間品等の各所要量を高速に計算します。
●山崩し計画 ●ジョブ分割機能 ●納期遅れロット表示機能
資源負荷山崩し条件で生産計画を立案します。 品目ごとに設定数量で自動分割が可能です。例えば加工時間が掛かる 納期遅れになる可能性があるロットを一覧で表示します。
●優先順位計画 工程については、本設定により、複数の資源に分割して並行作業する ●未割付ジョブ表示機能
予め指定した順番ルール、資源割付条件で生産計画を立案します。 ような計画ができます。 計画した結果、資源割付が正常に行われなかった作業を一覧で表示します。 の
●ロット分割機能
●最適化計画 ●製造時刻逆転計画データ 特
受注を設定数量で複数ロットに分割可能です。 計画結果で工程の順番が逆転している計画を一覧で表示します。 ● 機能概要
探索アルゴリズム(GA、SA)を利用して最適な生産計画を立案します。 長
GA(Genetic Algorithm):遺伝的アルゴリズム ●ジョブ連続分割機能 資源別ジョブの計画・進捗データをガントチャートで表示します。参照したい資源の
SA(Simulated Annealing):焼きなまし 連続した工程ではジョブを1:1に連続分割可能です。 評価機能 資源ガントチャート画面
表示切り替え、時間軸のスケール等もマウス操作で容易に変更可能です。
●TOC対応(優先順位) ●まとめ・バッチ機能 ●納期評価グラフ
DBR手法をロジック実装してボトルネック工程を中心とした 同一品目の複数ロットをまとめて製造する設定ができます。 完成品目ごとに納期余裕値をグラフで表示します。
生産計画を立案します。 あるバッチ単位で切上げて製造する設定も可能です。 ●リードタイム評価グラフ ロットデータ画面
TOC(Theory Of Constraints):制約理論 ●まるめ製造 完成品目ごとに理論リードタイムと実計画リードタイムの差をグラフで
DBR(Drum-Buffer-Rpoe):TOCの実践手法の一つ ジョブ製造数量のまるめ設定が可能です。「品目マスタ」のまるめ数量欄に 表示します。 実績入力
●工程優先計画 切り上げたい数量を設定してください。 ロット別の計画・進捗データ(開始日、完成日、納期、数量等)
●滞留時間評価グラフ
工程毎に優先順位ルール、資源割付条件をかえた生産計画を立案します。 ●在庫 完成品目ごとに、工程での滞留合計時間をグラフとして表示します。 を表示します。データ項目の表示欄の入れ替え、データのソー
原材料、中間品、完成品ごとに在庫量の引当が可能です。 ●外注評価グラフ ト順は簡単なマウス操作で参照する人が見やすい並びにいつ
計画ルール ●品目代替機能 関連付け
ロットの外注発注回数を表示します。 でも変更可能です。完成予定日と納期のガントチャート表示
同一製品において、原材料や工程を変更する機能です。 連動表示
●計画確定 ●評価値レーダチャート にて納期状況も視的感覚で把握できます。 運
製品構成表に品目構成コードを設定し、受注により製品構成を切替えます。
ジョブ毎に資源、時刻、数量毎に確定が可能です。 計画処理後(優先順位計画、最適計画)の各種評価値をレーダチャートで
同一品目で複数の製品構成表の管理が可能です。 用
また期間、ロット全体の計画データの確定が可能です。 表示します。 フ
確定した状態で再計画すると、そのジョブを固定して計画が可能です。 表示機能 ロットジョブデータ画面 ロ
●実績登録/進捗確認 操作履歴機能 ー
実績を入力することで各工程の進み、遅れ状況および実績数量を ●資源ガントチャート 操作履歴を指定した日数分、ログとして記録します。 ロットデータ画面で指定したロットの詳細(ジョブ)情報を表
加味した再計画が可能です。 計画データ割付け状況を、資源ごとに時系列で確認する画面です。
また、割り付いた計画データの編集も可能です。 示します。該当ロットの各ジョブをアローダイアグラム表示し
●設備制約 ○ジョブのマニュアル移動機能 表示形式編集・参照機能 ます。ジョブの順序・進歩がひと目でわかります。
○主資源
マウスによりジョブの移動が可能です。
主資源は製造に直接関わる設備、機械等を意味します。単独主資源、複数 ●編集機能
○計画左(右)寄せ機能
主資源、分割主資源、段積み主資源および外注主資源から選択できます。 表示する各種フォーマット、表示色を設定可能です。ユーザごとにガント
複数のジョブを左(右)寄せが可能です。
○副資源 チャートの表示順番、表示資源しぼり込み等を自由に設定可能です。
○ジョブの計画時間調整機能
副資源は製造に間接的に関わる操作員、金型等を意味します。 ●参照機能 全体データ画面
計画時間の短縮、延長がマウス操作で可能です。
副資源は複数設定できます。多台持ち作業員の対応も可能です。 各画面から関連する画面をひらき、全てのマスタを表示します。 切替
○ジョブの分割機能 の
○段積主資源 また編集も可能です。 ■全体データ画面
ジョブ分割が可能です。 ロットの全詳細(ジョブ)情報を表示します。 機
釡や炉等のようなバッチ工程で、同時に同じ条件で製造したい品目
○ジョブの確定機能
について製造数量を考慮して計画することが可能です。 帳票機能 表示したいデータ項目を選択し、補足表示できます。 能
ジョブの確定は、資源確定、期間確定、個別確定(外部確定、資源確定、 紹
○資源量 介
時刻確定、数量確定)が設定可能です。
機械台数、作業人員数、金型個数等の資源数量の意味です。 ●帳票自動作成機能 ・
○ジョブ数量変更機能
カレンダ設定により、資源・日付時刻毎に設定可能です。 単票、連続帳票、現品票など任意の帳票を自動作成します。 計
「計画数量」が変更可能です。
○能力値 画
○実績反映機能 機
品目、資源毎に製造能力の設定が可能です。 その他
ガントチャートには、進捗表示および「未:未着手「」中:処理中」「終:終了」 能
能力値に固定時間を加味することが可能です。
の状態表示可能です。また画面から実績入力も可能です。 ●マスタ 資源データ画面
○資源選択 ○グルーピング 切替
○接続線表示機能
仕様や製造数量で資源を選択可能です。
ジョブ間の接続線は、「非表示」「、全表示」、「ロット毎」から選択可能です。 品目および資源をグルーピングすることにより、グループ単位でマスタを ■資源データ画面 資源別の計画・進捗データを表示します。
○資源優先度
○稼働時間帯表示機能 設定可能です。マスタデータの管理が簡便化できます。
資源毎に優先度を設定できます。
稼働時間・非稼働時間帯表示部分に任意の文字列が表示可能です。 ●オンラインヘルプ
副資源を設定することが可能です。
○非稼働時間帯非表示機能 JoySchedulerの詳細機能については、全てオンラインヘルプで検索可能
○段取
稼働時間外を非表示可能です。日勤工場の場合、夜間が非表示になり です。操作途中に内容の確認が容易に行えます。
色々な種類の段取り時間の設定が可能です。例えば前回処理品と今回
見やすくなります。
処理品の品目加工条件の違いにより発生する段取りや段取作業員の ●連携機能
○個別勤務パターン設定機能 の
人数を考慮した計画が可能です。資源毎の先頭ジョブ前段取り、および ○外部システム連携機能 ロット構成画面 機
1日内の稼働時間が簡単に設定可能です。
最終ジョブ後段取りが付加できます。同一コードで段取りを発生することが 外部システムから計画の起動、停止、計画データ定周期連携(受注、実績、 切替 能
紹
可能です。副資源の資源グループコードを設定することが可能です。 ●ロットガントチャート 入出庫)が可能です。 ロットの作業の流れを見やすく表示します。 介
「段取りマスタ」に副資源の移動段取り、ロット段取が設定可能です。 計画データ割付け状況を、ロット毎に時系列的で確認する画面です。 ■ロット構成画面 ・
○タイムバケット また、割り付いた計画データの編集も可能です。 動作システム環境 複雑な工程の進捗が簡単に把握できます。 表
示
資源毎に日や直をまたがらない計画が可能です。 ○表示機能
○次資源制約 分割主資源、待ち時間SS等で同一時刻にジョブが重なった場合、 ●スタンドアローン 編
集
前工程の資源で次工程の資源を制約可能です。 分離して表示することが可能です。 最小構成のライセンスです。データベースとスケジューラを同一マシン上で 機
○ジョブの中断許容時間設定 動作させる事ができます。 能
●資源負荷グラフ
資源毎に中断許容時間を設定可能です。 ※主に評価システムとしてご利用頂けます。
資源の負荷状況を、資源毎に時系列的に表示します。 遅れジョブ画面 実績入力機能 関連付け連動表示機能
●工程制約 ●クライアント動作
○待ち時間 ●在庫グラフ データベースサーバと同一ネットワーク上の一意に決めたPC上で
品目の残量、製造量、消費量、入庫量、出庫量、安全在庫を、品目毎に ジョブ別の進捗遅れ状況を表示します。 ジョブ別の開始終了日時、数量等の実績入力 各画面の全ての項目が連動します。ロットか
工程間でインターバルを取って計画可能です。塗装工程等で塗料の 動作させることができます。
定着時間等を考慮する場合に使用します。 折れ線グラフで表示します。 も可能です。 ら工程、工程から前工程の進捗等連携して
●同時接続ライセンス(ネット対応版)
またシフト勤務時間を考慮した計画が可能です。 ●製造数量集計データ 同一ネットワーク上のPCでライセンス数を管理します。 見ることができます。
○工程間重なり方法 計画結果を任意のタイムスケールで集計して一覧表示します。
工程間の重なりについては、各工程ごとに設定でき、 集計条件は資源/品目毎や品目毎などの条件で集計します。 ●ターミナルサービス(SBC版) 機
4通りの設定があります。 Windows Server2008 ターミナルサービス環境で動作させることができます。 能
ES(END TO START)、SS(START TO START)、 ●在庫データ Xen APP(旧メタフレーム)、GO-GLobal 一
覧
SE(START TO START END TO END)、 計画結果で在庫の増減を任意のタイムスケールで集計して一覧表示
EE(END TO END)。EEは「バックワード割付」の場合有効です。 します。集計条件は品目、品目グループ単位で集計します。
JoyScheduler JoyScheduler JoyScheduler JoyScheduler JoyScheduler /WebClient