


車載用 モーター業界 向け に加工事例をご紹介
HEV,EV,PHVなどへの対応が進む車載用モーター業界へのアプリケーション紹介
TIG溶接・レーザ溶接事例
エアコン用モーター/ワイパー/ABSモーター/電動パワーステアリング
電動シート/電動サンルーフ/電動トランクオープナー
横滑り防止機能用モーター/電動パーキングブレーキ
パワーウインドウ/電動ドアミラー/HEVモーター など
モータの製造工程に発生する配線の端末処理の事例をご紹介
TIG溶接のアークスタート方式による違い
TIG溶接のシステム提案例
パルスTIG溶接電源・パルスTIGウエルドチェッカーのご紹介
レーザ溶接による配線の端末処理の事例をご紹介
非接触
省メンテンナンス
タクトアップ
このカタログについて
| ドキュメント名 | 車載用 モーター業界 向け 資料 |
|---|---|
| ドキュメント種別 | ホワイトペーパー |
| ファイルサイズ | 3.8Mb |
| 取り扱い企業 | 株式会社アマダ (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ



このカタログの内容
Page1
車載用モーター業界向け資料
Page2
ご案内
・ご紹介したアプリケーションは弊社採用実績、加工実績例となります
・ご紹介したアプリケーション内容は特定のお客さまを指すものではありません
・ご興味ご関心をお持ちになられたアプリケーションに関しましては詳細内容のご説明を致します
のでお気軽にご相談ください
オンライン個別相談会
オンライン個別相談会はマンツーマンでの開催となるため、お客様で開発中の製品について
深く掘り下げて聞いて頂くことが可能です。
お申込み
https://www.awt.amada.co.jp/ja/whoweare/onlineevent/consultation/
1
Page3
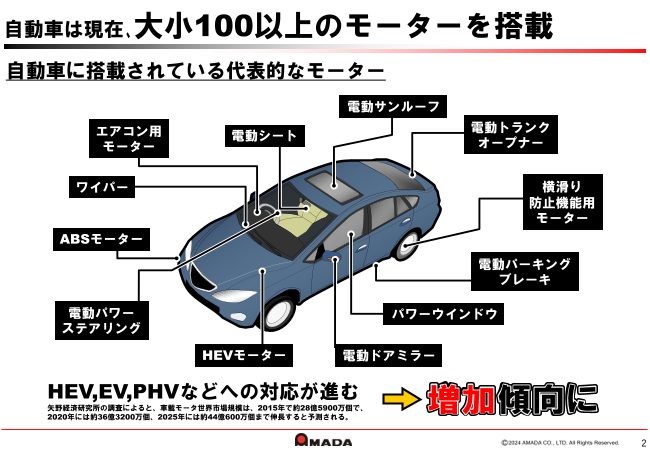
自動車は現在、大小100以上のモーターを搭載
自動車に搭載されている代表的なモーター
電動サンルーフ
エアコン用 電動トランク
電動シート
モーター オープナー
ワイパー 横滑り
防止機能用
モーター
ABSモーター
電動パーキング
ブレーキ
電動パワー パワーウインドウ
ステアリング
HEVモーター 電動ドアミラー
HEV,EV,PHVなどへの対応が進む
矢野経済研究所の調査によると、車載モータ世界市場規模は、2015年で約28億5900万個で、
2020年には約36億3200万個、2025年には約44億600万個まで伸長すると予測される。
2
Page4
モーター製造工程例 端末処理の事例
①コア供給 ②インシュレーター装着 ③巻線 ④コア成形
⑤端末処理(端子+ワイヤー) ⑥組み立て・検査 完 成
3
Page5
TIG溶接とレーザ溶接/それぞれの優位性
お困りごと お勧め 優位性
・溶接箇所近くに電子部品がある ・タッチスタート方式
TIG
・溶融面積が必要 ・TIGによる広範囲溶接
・初期投資を抑えたい 溶接
・導入コストの抑制
・製品の小型化が必須 ・非接触による寸法制約を軽減
・狭小箇所に、高速加工したい レーザ ・微細集光とガルバノスキャナー
・日々の維持管理が大きな負担 溶接 ・電極交換等が不要の為、メンテナ
ンス負荷を軽減
※上記に該当しない場合においても、TIG溶接及びレーザ溶接が適用できる場合も御座います。
お打合せ及びサンプル実験を通じ、最適なご提案を致します。
被膜線の処理について
→TIG及びレーザ溶接においては、被膜の事前剥離が必須となります。
弊社ではレーザ加工機を使った剥離をご提案しております。
4
Page6
TIG溶接事例
5
Page7
アークスタートの方式
被溶接物
当社のTIG溶接には大きく分けて 電極
2つのスタート方式 (ワーク)
2つの方式があります
電極と被溶接物(ワーク)の間に10kV前後の直流電圧を
高電圧スタート方式 印加し絶縁破壊を起こしアークを発生させます。
電極位置は溶接前後で同じ位置に固定されます。
電極を被溶接物(ワーク)に接触させ電圧を印加し電極を引き上げるこ
タッチスタート方式 とで、電極と母材の間に磁界を発生させ絶縁破壊を起こしアークを発生
させます。
6
Page8
スタート方式の違い
方式 高電圧スタート タッチスタート
失火、横飛び △ ◎
加工タクト ◎ ○
タッチスタート導入を
電極寿命 △ ◎ お勧めします!
非接触加工 ◎ △
ノイズ源 △ ◎
トリガー電圧 △ ◎
凡例:◎=非常に優れる ○=優れる △=劣る
7
Page9
横とび
高電圧スタートの場合 タッチスタートの場合
横とびを防止し、必要箇所のみ正確に溶接
8
Page10
電極寿命
スタート方式と失火発生回数の関係
■:高電圧スタート ●:タッチスタート
10
9
8 ■
7
6 タッチスタート方式での
電極交換時期(例)
5 高電圧方式での
電極交換時期(例)
4
タッチスタートでは
3 ■
3,000ショット中で 失火無し
2
1 ■
0 ● ●■ ●■ ●■ ● ●■
0~500 500~1000 1000~1500 1500~2000 2000~2500 2500~3000
失火を基準にすると、タッチスタートの方が長寿命
※電極長さの減りは、タッチスタートの方が早い 9
Page11
バスバーのタッチTIG溶接
タッチスタート方式のメリット 高電圧方式での加工 タッチスタート方式での加工
のメリット
①横飛び・失火解消
横飛び
→再溶接にかかるコストを抑えます →再溶接の手間が発生 正確な溶接
本来の溶接箇所 →狙い位置を正確に
溶接し、再溶接の
②ノイズ抑制 手間を削減
→高電圧によるダメージを回避します
③電極寿命
→磨耗を軽減、長寿命化に繋がります
推奨例:モーター、インバーター 製品形状に合わせた、システム提案が可能です
ワークの向き/配列が変わらない場合・・・ ワークの向き/配列が変わる場合・・・
モーター →XYZ軸ロボットがお勧めです →多軸ロボットがお勧めです
平角線 or バスバー
(3.0mm□ 以上)
インバーター
使用機種:MAWA-300B
電極径: φ2.4mm タングステン
溶接条件
電流値:Max. 125A
パルス幅:Max. 550ms
(U:50ms W:300ms D:200ms) →詳細は別ページより
10
Page12
タッチスタート システム提案例①:XYZ軸ロボット
内部イメージ
弊社提案のメリット 溶接ヘッド
①:システム一括供給
→溶接条件からティーチングまで弊社で対応 架台
②:正確な狙い位置
→画像認識による正確な位置補正を実現
③:生産効率向上
→2ヘッド採用、溶接タクトを向上 画像認識
安全カバー
操作パネル
回転ステージ
約2000mm
コンベアー
他の付属設備
約2000mm 項 項目 ユニット構成 ユニット数 項 項目 ユニット構成 ユニット数
チャック、プッシャー、YZ レキュレータ
3 圧気 1
制御ボックス 1 アースチャック 特注ケーブル、マスク 2 センサ 、電磁弁
約2000mm 減圧レギュレータ チラー 、流量計
4 チラー 1
レギュレータ、流量計 マニーホールド
2 ガス 1
マスフローコントローラ
11
Page13
タッチスタート システム提案例②:XYZ軸ロボット
内部イメージ
弊社提案のメリット
①:システム一括供給
→弊社を窓口として、一括供給
②:正確な狙い位置
→画像認識で正確な位置補正を実現 溶接ヘッド
③:コンパクト
→省スペースで、ライン構築に貢献
安全カバー 画像認識
操作パネル
クランプ時
約1500mm
アースチャック
ワークセッティング:作業者
↓
搬送・溶接:自動
コンベアー
他の付属設備
約2000mm
項 項目 ユニット構成 ユニット数 項 項目 ユニット構成 ユニット数
制御ボックス レギュレータ、流量計 チラー 、流量計
1 ガス 1 3 チラー 1
マスフローコントローラ マニーホールド
約1500mm レキュレータ
2 圧気 1
センサ 、電磁弁
12
Page14
タッチスタート システム提案例③:多軸ロボット
弊社提案のメリット 多品種に最適
①:システム一括供給 ロボット・搬送機含めた
供給もお任せ下さい!
→弊社を窓口として、一括供給
②:高い汎用性
→ロボットアームで、大小様々なサイズ・溶接位置に対応
A社向け B社向け C社向け
③:一体構造
→溶接ヘッドとアースチャックを一体化、ロボットに合わせ最適化
全体イメージ
高い汎用性を活かし、
ワーク向き・配列違いに対応。 溶接ヘッド
+アースチャック PLC
ワーク反転が不要。 トーチケーブル
アースケーブル
ガス・冷却ケーブル
制御ケーブル等 アルゴンガス
TIG制御BOX
MAWA-300B I/Oモジュール
チラー
ユニット
空気圧ユニット
→アースチャック用
PLC
通信ケーブル AC電源
一軸搬送機 多軸ロボット →アースチャック用
→MAWA-300B用
13
Page15
タッチスタート システム提案例④:フローティング機構
フローティング機構 機構有り 機構無し
あああ 側面イメージ 側面イメージ
溶接箇所を中心に、アースチャック及び トーチ軸
チャック前 チャック前
トーチを2軸方向に動かすことが出来ます
メリット①:ワークへのダメージ回避
メリット②:正確な位置合わせが可能
メリット③:多点溶接が可能
Y軸方向をクランプしたまま、
X軸方向へも動く
Y軸 ワーク軸
X軸
チャック後 チャック後
溶接ヘッド
+アースチャック
トーチ軸がワーク軸に合わせます ワーク軸をトーチ軸に合わせます
ワークにダメージが発生しません ワークにダメージが発生します
14
Page16
パルスTIG溶接電源ラインナップ
パルスTIG溶接電源
MAWA-050A/300B
従来機(MAW-050A/300A)と比べ2種類の溶接方法に対応、利便性も向上。
・高電圧 / タッチスタート / ファインウエルドに対応
・取り外し可能なカラータッチパネル
<ターゲットアプリ>
電装品バスバー、端末の溶接など
15
Page17
パルスTIG ウエルドチェッカー
“目で見える管理”を実現します!
軽量コンパクトな据え置きタイプです。
軽量コンパクトで、エンコーダーによる簡単操作が
可能なパルスTIG専用のウエルドチェッカーです。
イーサネット通信
トーチ・ワーク間の電圧測定
Arガスの流量測定・判定が可能
電流センサ 500A用 電流センサ 50A用
RS-C300-3000 RS-C050-3000
流量センサケーブル 電圧ケーブル 中継ケーブル
16
Page18
レーザ溶接事例
17
Page19
端部のレーザ溶接(シングルモードファイバーレーザ)
タレッーチザス溶タ接ーのトメ方リ式ッのトメリット 従来機での加工
TIG溶接 基本波レーザとSHGレーザ
①非接触・微細 トーチが、 SHGレーザ 出力
ワーク接触前に
停止してしまう 吸収率:約50%
→溶接ヘッド不要により、 反射率:約50% 5W
設計自由度が向上
基本波レーザ
②省メンテナンス 本来ならば、
タッチスタートで 吸収率:約10%
反射率:約90% 1000W
→電極不使用、維持管理頻度が低減
③タクトアップ ←接触 SHGだとタクトが低い
→ガルバノスキャナーで高速化 基本波だと安定しない
ML-6811Cでの加工
推奨例:モーター、ステーター ML-6811C →レーザなので失火・ノイズの懸念無し
過剰出力
→鋭角集光で、狭小箇所にレーザ照射可
と長時間
高い耐反射光特性
銅板 →ガルバノスキャナーで、高速加工
銅線 照射で、
(t1.0mm以下) (φ1.0mm以下) →銅の加工に最適 熱影響が
拡大
被膜は事前除去
+
基本波レーザ
使用光学系:GWM-FL
結像比:約1.0倍
溶接条件
出力:~550W シングルモードレーザ
パルス幅:~450ms
*本資料は、加工可否を保証するものではありません。
事前検証による、加工可否判断が必須となります。 18
Page20
端部のレーザ溶接
キーワード
①非接触 固定
②省メンテナンス → 電極管理の手間を省ける
③タクトアップ → 数十秒/個の短縮も可能 アルゴン 走査
ガス
アーク
レーザ
・TIG溶接では、溶接前後もガス雰囲気を作る必要
=プレパージ+溶接時間+アフターパージ=数秒/箇所要する場合も
固定
→レーザ溶接では、ガス雰囲気は不要
・TIG溶接では、ワークを回転させる必要 回転 回転
=回転時間が加算される TIG溶接 レーザ溶接
→ガルバノスキャナーでレーザを走査、ワーク回転不要
1箇所当りの加工時間例:2秒以上のタクト短縮
TIG溶接 プレパージ 溶接時間 アフターパージ 回転時間
~1,000ms ~300ms ~1,000ms ~数十ms 合計
2,300ms以上
レーザ溶接 0ms 溶接時間 0ms 走査時間
~300ms ~数ms 合計
300ms以上
例えば、 溶接箇所16箇所であれば、30秒以上のタクト短縮を実現!
19