


はんだボールが発生しにくい理由を加えてIHはんだ付けの技術紹介
IHはんだ付けの原理や、コテはんだ付けの違いをイラスト図を中心に分かりやすく説明しています。
更にはんだボールのメカニズムから、なぜIHはんだ付けだとはんだボールが
発生しにくいかも簡単にイメージできる内容になっております。
ぜひご覧ください。
関連メディア
このカタログについて
| ドキュメント名 | はじめてのIHはんだ付け |
|---|---|
| ドキュメント種別 | ハンドブック |
| ファイルサイズ | 1.5Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社スフィンクス・テクノロジーズ (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
“はんだボール”
が出ない理由お教えします!
※本資料はスフィンクス・テクノロジーズ製IHはんだ付け装置S-WAVEシリーズに関する説明です。
その他のIHはんだ付け装置に関して同様の効果をお伝えするものではありません。
Page2
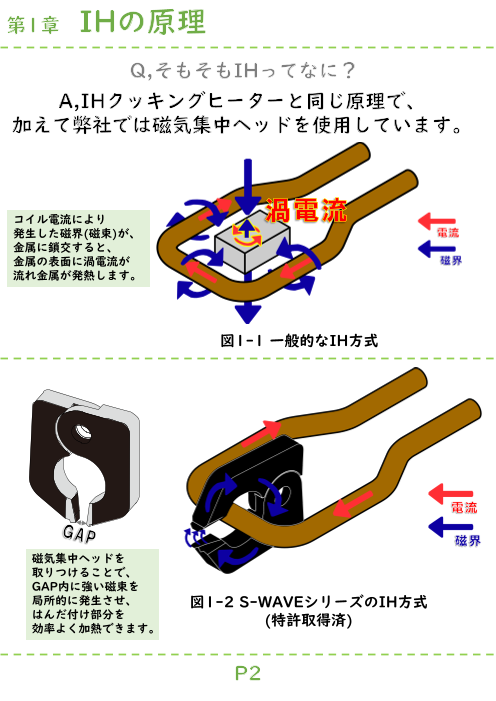
コイル電流により
発生した磁界(磁束)が、
金属に鎖交すると、
金属の表面に渦電流が
流れ金属が発熱します。
図1-1 一般的なIH方式
磁気集中ヘッドを
取りつけることで、
GAP内に強い磁束を
局所的に発生させ、 図1-2 S-WAVEシリーズのIH方式
はんだ付け部分を (特許取得済)
効率よく加熱できます。
Page3
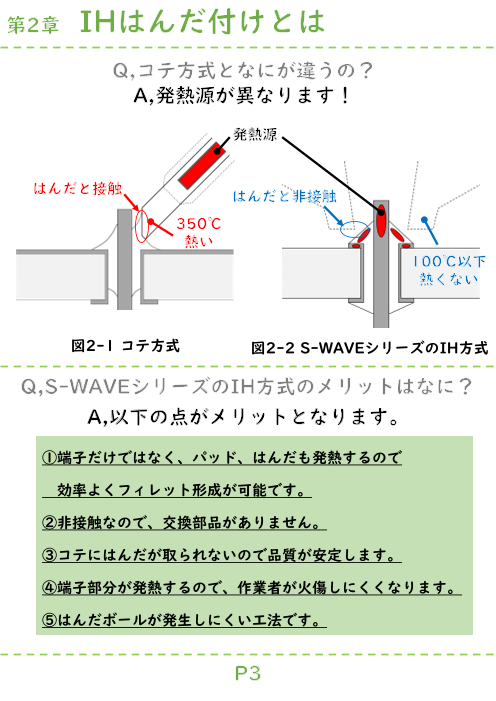
図2-1 コテ方式 図2-2 S-WAVEシリーズのIH方式
①端子だけではなく、パッド、はんだも発熱するので
効率よくフィレット形成が可能です。
②非接触なので、交換部品がありません。
③コテにはんだが取られないので品質が安定します。
④端子部分が発熱するので、作業者が火傷しにくくなります。
⑤はんだボールが発生しにくい工法です。
Page4
図3-1 はんだ供給時の温度イメージ
(コテ方式)
コイルに流れる電流を
制御し、はんだ付け可能な
最低温度に維持可能!!
図3-2 はんだ供給時の温度イメージ
(S-WAVEシリーズのIH方式)
Page5
[使用した装置]
図4-1 IHはんだ装置“S-WAVE FAシリーズ”
図4-2 検証基板(部品面) 図4-3 検証基板(はんだ面)
基板:100×100mm 両面基板(1.6mm厚)
はんだ付け部材:20ピンXHコネクタ(JST), 0.64角ピン
Page6
“200端子”のはんだ付けを行った結果、
目視で視認できるはんだボールはありませんでした!
どちらも仕上がり良好!
使用はんだ材:
ECO SOLDER(千住金属)
RMA02 M705 P3 Φ0.5
図4-4 基板A 図4-5 基板B
マイクロスコープでよく確認すると、 はんだボール発生無し
以下のサイズのものはあります。
・100μm以上 ・・・発生無し
・50~100μm ・・・6個
・50μm未満 ・・・37個
※基板の最小パターン間によって
基準は異なりますが100um以下の
はんだボールは通常、問題になりません。
フラックス内 基板面
はんだボール:76μm はんだボール:37μm
基板B
さらに発生を抑えるためには以下の方法が有効です!
①糸はんだの戻し速度の調整、②フラックス量の調整等
Page7
A,IHクッキングヒーターと同じく、非接触で金属を温める技術です。
①端子だけではなく、パッド、はんだも発熱するので
効率よくフィレット形成が可能です。
②非接触なので、交換部品がありません。
③コテにはんだが取られないので品質が安定します。
④端子部分が発熱するので、作業者が火傷しにくくなります。
⑤はんだボールが発生しにくい工法です。
A,はんだ個所そのものをヒータとすることで、低い温度ではんだ付け
できるからです!フラックスの突沸を抑えた環境で
はんだ付けすることがはんだボールを出さない秘訣です。
A,200端子はんだ付けを行い、
0.1mm以上のはんだボールが発生していないことを実証しました。
また実際に導入いただいたお客様からも同様の声を頂いております。
ご不明点等は弊社までお問い合わせください!
また、HPに実際のはんだ付け動画を
多数載せていますので是非ご覧ください。