


こてを使わず非接触で行うはんだ付け「IHはんだ」について解説! ハンドブック『S-WAVE方式とコテ方式の違いとは』
ハンドブック
このハンドブックでは、非接触ではんだ付けができる、IHはんだ技術「S-WAVE方式」の仕組みについて、詳しく図解しています。
はんだごてを使わない非接触のはんだで、製品品質向上!
「だけど、どうしてはんだごてを使わなくてもはんだ付けができるの?」
「どうやって、触れずに加熱するの?」
このハンドブックでは、非接触ではんだ付けができる、IHはんだ技術「S-WAVE方式」の仕組みについて、詳しく図解しています。
【はんだごてを使わないはんだ付けの利点】
■狭い領域や微小な部品のはんだが得意
■はんだボールができにくい
■大熱容量基板でもスルーホール上がりが良好
■熱容量が異なる端子ごとに最適な加熱ができる
■赤目(銅箔の露出)が生じにくい
【S-WAVE方式とは?】
高周波を用いて、電気エネルギーを磁気エネルギーに変えることで、熱を生み出す技術です。
詳しくは、ハンドブックをご覧ください。
このカタログについて
| ドキュメント名 | こてを使わず非接触で行うはんだ付け「IHはんだ」について解説! ハンドブック『S-WAVE方式とコテ方式の違いとは』 |
|---|---|
| ドキュメント種別 | ハンドブック |
| ファイルサイズ | 4.1Mb |
| 取り扱い企業 | 株式会社スフィンクス・テクノロジーズ (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
◎S-WAVE301 FA.pdf
新しいモノづくりを求めていませんか?
IHはんだ活用ハンドブック
『S-WAVE方式とコテ方式の違いとは』
www.s-finx.com
Page2
アペルザ_A4_伊藤作成分.pdf
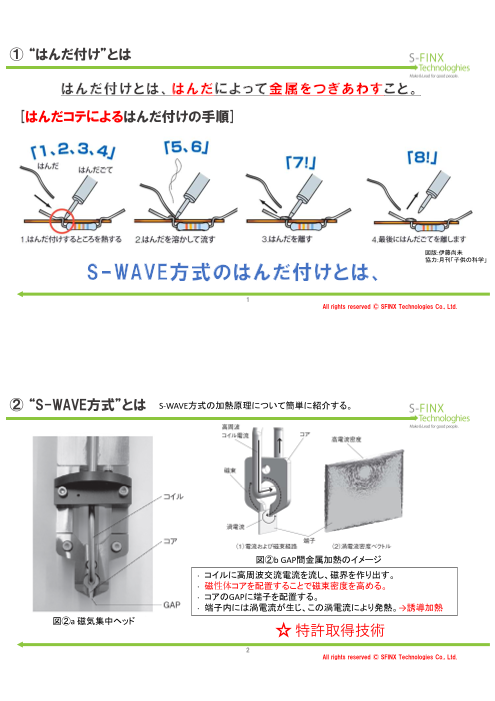
① “はんだ付け”とは
[はんだコテによるはんだ付けの手順]
図版:伊藤尚未
協力:月刊「子供の科学」
1
All rights reserved © SFINX Technologies Co., Ltd.
② “S-WAVE方式”とは S-WAVE方式の加熱原理について簡単に紹介する。
図②b GAP間金属加熱のイメージ
· コイルに高周波交流電流を流し、磁界を作り出す。
· 磁性体コアを配置することで磁束密度を高める。
· コアのGAPに端子を配置する。
· 端子内には渦電流が生じ、この渦電流により発熱。→誘導加熱
図②a磁気集中ヘッド
特許取得技術
2
All rights reserved © SFINX Technologies Co., Ltd.
Page3
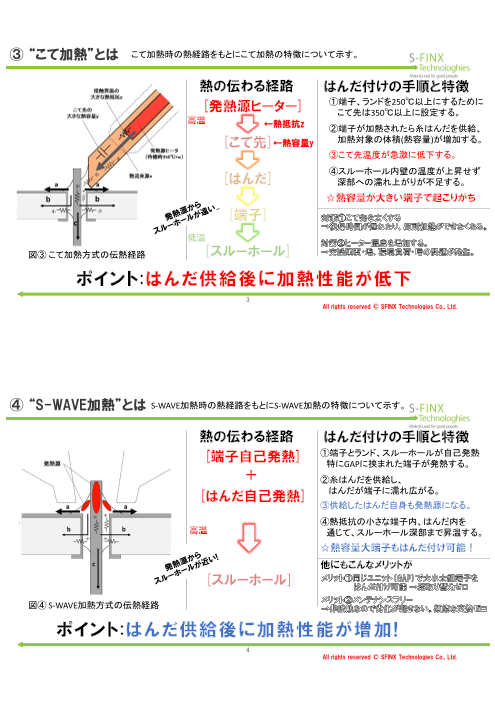
③ “こて加熱”とは こて加熱時の熱経路をもとにこて加熱の特徴について示す。
①端子、ランドを250℃以上にするために
こて先は350℃以上に設定する。
←熱抵抗z
②端子が加熱されたら糸はんだを供給、
←熱容量y 加熱対象の体積(熱容量)が増加する。
③こて先温度が急激に低下する。
④スルーホール内壁の温度が上昇せず
深部への濡れ上がりが不足する。
図③こて加熱方式の伝熱経路
3
All rights reserved © SFINX Technologies Co., Ltd.
④ “S-WAVE加熱”とは S-WAVE加熱時の熱経路をもとにS-WAVE加熱の特徴について示す。
①端子とランド、スルーホールが自己発熱
特にGAPに挟まれた端子が発熱する。
②糸はんだを供給し、
はんだが端子に濡れ広がる。
③供給したはんだ自身も発熱源になる。
④熱抵抗の小さな端子内、はんだ内を
通じて、スルーホール深部まで昇温する。
図④ S-WAVE加熱方式の伝熱経路
4
All rights reserved © SFINX Technologies Co., Ltd.
Page4
⑤ 電磁界シミュレーションによる検証結果
図⑤はんだ供給前後の発熱電力シミュレーション
5
All rights reserved © SFINX Technologies Co., Ltd.
⑥ 比較まとめ
表⑥ S-WAVEとこて加熱方式の違い
⇒S-WAVEは修正なしで、たくさん作れます
6
All rights reserved © SFINX Technologies Co., Ltd.
Page5
製品紹介
新しいモノづくりを求めていませんか?
答えは、触れない
「IHはんだ装置」 磁束密度イメージ
です。
高い加熱能力を自在に制御 局所加熱サーモビュー
・周辺への影響を抑えて加熱
・数ミリの大きなモノを早く、コンマ数ミリの小さなモノを繊細に
非接触で安全・高品質・簡単メンテナンス
・はんだ付け後のワーク温度低下が早くオペレータに優しい
・はんだボールの発生を抑え、定量はんだで仕上がりを美しく
カーボンニュートラル
・はんだごみレスで、CO2を大きく削減
・高い加熱効率で電気代を節約
Page6
温度(℃)
発熱源 はんだ
溶融温度
時間(秒)
IH強度(%)
熱の移動 100%
IH強度2
IH強度1
IH強度3
時間(秒)
No. 分類 項目 150 X 150タイプ 300 X 300タイプ
1 プログラム 50 パターン
2 はんだ付けポイント 290 箇所(1プログラム毎に)
設定メモリ
3 IH条件 100 種
4 はんだ供給条件 100 種
5 分類 4軸直交ロボット(X・Y・Z・θ)
6 X軸 0~ 150 mm 0 ~ 350 mm
7 Y軸 0~ 150 mm 0 ~ 300 mm
可動域
8 Z軸 0~ 100 mm 0 ~ 150 mm
ロボット
9 θ軸 0~ 359.9 deg 0~ ±180 deg
J-CAT FEEDER(アポロ精工)
10 はんだ供給ユニット
はんだ径 φ0.3~1.6
11 外形 (W×H×D) 480×770×510 850×830×930
12 コイル定格電流 150 A (波高値)
磁気集中
13 発振周波数 750 ~ 1100 kHz
ヘッド
14 加熱可能ワーク幅 0.3~1.5
15 入力電圧 AC 100~240 V 50/60 Hz 1φ
システム
16 最大入力電力 インバータ 340W 制御 170W ※消費電力ではありません
株式会社スフィンクス・テクノロジーズ
〒222-0033
神奈川県横浜市港北区新横浜1丁目18-3-701
e-mail : sales@s-finx.com
Website: www.s-finx.com
Tel : 045-565-9722