


【掲載内容】
◆「ステンレスの区分」と「熱処理対応」早見表
◆ステンレス熱処理Q&A
オーステナイト系ステンレス
オーステナイト系ステンレス フェライト系ステンレス
オーステナイト系ステンレス マルテンサイト系ステンレス
マルテンサイト系ステンレス
析出硬化系ステンレス
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | SUS ステンレス熱処理Q&A |
|---|---|
| ドキュメント種別 | その他 |
| ファイルサイズ | 1.3Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 武藤工業株式会社 (この企業の取り扱いカタログ一覧) |

このカタログの内容
Page1
SUS
ステンレス熱処理Q&A
武藤工業株式会社
https://www.mt-k.com/
Page2
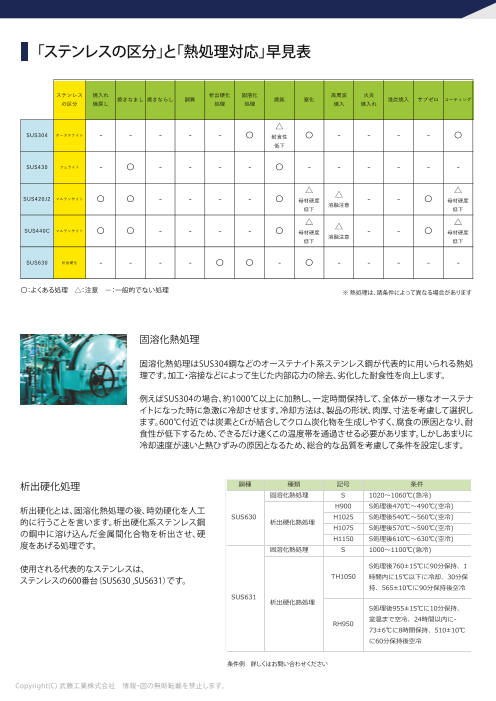
「ステンレスの区分」と「熱処理対応」早見表
ステンレス 焼入れ 析出硬化 固溶化 高周波 火炎
焼きなまし 焼きならし 調質 焼鈍 窒化 浸炭焼入 サブゼロ コーティング
の区分 焼戻し 処理 処理 焼入 焼入れ
△
SUS304 オーステナイト - - - - - 〇 耐食性 〇 - - - - 〇
低下
SUS430 フェライト - 〇 - - - - 〇 - - - - - -
△ △
SUS420J2 マルテンサイト 〇 〇 - - - - 〇 △母材硬度 - - 〇 母材硬度
溶融注意
低下 低下
△
SUS440C 〇 〇 - - - - 〇 △
△
マルテンサイト 母材硬度 - - 〇 母材硬度
溶融注意
低下 低下
SUS630 析出硬化 - - - - 〇 〇 - 〇 - - - - -
〇:よくある処理 △:注意 -:一般的でない処理 ※ 熱処理は、諸条件によって異なる場合があります
固溶化熱処理
固溶化熱処理はSUS304鋼などのオーステナイト系ステンレス鋼が代表的に用いられる熱処
理です。加工・溶接などによって生じた内部応力の除去、劣化した耐食性を向上します。
例えばSUS304の場合、約1000℃以上に加熱し、一定時間保持して、全体が一様なオーステナ
イトになった時に急激に冷却させます。冷却方法は、製品の形状、肉厚、寸法を考慮して選択し
ます。600℃付近では炭素とCrが結合してクロム炭化物を生成しやすく、腐食の原因となり、耐
食性が低下するため、できるだけ速くこの温度帯を通過させる必要があります。しかしあまりに
冷却速度が速いと熱ひずみの原因となるため、総合的な品質を考慮して条件を設定します。
析出硬化処理 鋼種 種類 記号 条件
固溶化熱処理 S 1020~1060℃(急冷)
析出硬化とは、固溶化熱処理の後、時効硬化を人工 H900 S処理後470℃~490℃(空冷)
的に行うことを言います。析出硬化系ステンレス鋼 SUS630 H1025 S処理後540℃~560℃(空冷)析出硬化熱処理
H1075 S処理後570℃~590℃(空冷)
の鋼中に溶け込んだ金属間化合物を析出させ、硬 H1150 S処理後610℃~630℃(空冷)
度をあげる処理です。 固溶化熱処理 S 1000~1100℃(急冷)
使用される代表的なステンレスは、 S処理後760±15℃に90分保持、1
ステンレスの600番台(SUS630 ,SUS631)です。 TH1050 時間内に15℃以下に冷却、30分保
持、565±10℃に90分保持後空冷
SUS631
析出硬化熱処理
S処理後955±15℃に10分保持、
RH950 室温まで空冷、24時間以内に-
73±6℃に8時間保持、510±10℃
に60分保持後空冷
条件例 詳しくはお問い合わせください
Copyright(C) 武藤工業株式会社 情報・図の無断転載を禁止します。
Page3
オーステナイト系ステンレス
Q SUS304を加工したら磁石に強く反応するようになってしまいました。熱処理すればもとのように磁石に反応しないようになりますか?
A このような場合、固溶化処理をすると磁石に反応しないようになります。固溶化処理は真空炉で1000℃以上に加熱して急冷します。
Q SUS304を溶接しました。溶接部の着色を熱処理で除去する方法ありませんか?
A 真空炉で固溶化熱処理を行うとある程度の除去は可能です。またこの固溶化処理は腐食対策としても有効です。
Q SUS304を溶接後に熱処理しました。熱処理の方法によっては、製品に悪い影響を与えると言われたのですが詳しく教えて下さい。
A ステンレスを選定している理由は『耐食性が必要』ということだと思います。しかし一定の条件のもと熱処理をすると、もともと良いはずの耐食性能を悪くしてしまうことがあります。もろくなったり、錆びやすくなると
いうことです。質問者さまは、おそらくこのことを言われたのだと思います。熱処理の影響を肉眼で確認する
ことはできません。実物からサンプルを取り、その金属組織を金属顕微鏡で確認すると熱処理の影響の有無
は分かります。
Q ステンレスの浸炭焼入とクロモリの浸炭焼入はどのように違うのですか?
A ステンレス(SUS304)の浸炭焼入は特殊な処理で、弊社では行っていません。クロモリ(SCM415やSCM420)の浸炭焼入は一般的な処理です。両者の違いは、浸炭焼入後の内部硬度に注目します。
ステンレス(SUS304)は浸炭焼入で内部硬度がアップするとは考えにくく母材硬度から変化しません。クロモ
リ(SCM415、SCM420)は浸炭焼入で内部硬度がHRC30程度にアップします。
Q SUS304はどんな熱処理をしても硬くならないのですか?
A SUS304は焼入れ焼戻しをしても硬くなりません。SUS304にしばしば行います固溶化処理もその目的は硬くするためではありません。ただ一定の窒化処理を行いますとその表面数ミクロンを硬さHv1000以上にする
ことが期待できます。
Copyright(C) 武藤工業株式会社 情報・図の無断転載を禁止します。
Page4
Q SUS304を硬くしたいです。不可能なら代替案として熱処理で硬くなるステンレスはありますか?硬さと耐食性を比較検討できたら助かります。
A SUS304はオーステナイト系ステンレスといい、焼入れ焼戻し等で全体的に硬くすることはできません。(窒化処理により表面を数ミクロンを硬くすることはできます)
他の代表的なステンレス、SUS440C、SUS420J2(マルテンサイト系ステンレス)、SUS630(析出硬化系ステン
レス)を比較した結果は以下の通りです。ただし、耐食性の比較は、何に対しての耐食性か、使用温度などに
より結果が変わります。
●耐食性の比較
●硬さのでの比較 (一般的にC量が多いほど耐食性が劣ると言われます)
HRC55以上⇒SUS440C C量0.08%以下⇒SUS304
HRC50以上⇒SUS420J2 C量0.07以下⇒SUS630
HRC40以上⇒SUS630 C量 0.26~0.40%⇒SUS420J2
C量 0.95~1.2% ⇒SUS440C
Q SUS304の製品へ無電解ニッケルメッキをした後に真空熱処理を施します。今まで通常400℃で処理していましたが依頼先から500~600℃で処理してほしい旨の相談がありました。
想定できるリスクはありますか?
A 500~600℃で処理する目的は何でしょうか?無電解ニッケルメッキの硬化を目的としたベーキングでは、おおよそ400℃程度で硬さの最大値が出ます。
無電解ニッケル処理後の熱処理ですから仕上がり品に熱を加えるわけです。したがって熱処理の目的を果
たし、かつ熱による変寸、変形の恐れがあるため、なるべく低い温度で処理したいところです。
さらに重要なことは500~600℃で処理しゆっくり冷やした場合、SUS304の本来持っている耐食性を低下さ
せる『鋭敏化』という問題も発生する可能性も考慮する必要があります。
Q ステンレスSUS304を加工したら磁石がくっつくようになってしまいました。材料屋さんに相談したら、焼鈍すればいいよといわれました。よくわからないので教えてください。
A SUS304の組織を元に戻して再度磁石につかないようにするには固溶化処理を選びます。実際に熱処理する目的を熱処理業者さんに正確に伝えないと違う処理を行ってしまう可能性があるかもし
れません。
Q 溶接したSUS316を固溶化処理しようと考えています。固溶化処理による形状の変化が心配です。どのくらい変化があるか事前に分かりますか?
A 固溶化処理の目的は、一定のステンレスを加工・溶接した場合などに生じた内部応力の除去や劣化した耐食性を向上することです。その処理は1000℃以上に加熱・保持したのち一気に冷やします。それ故に寸法や
形状の変化のコントロールは難しいです。同じ品物を同時に処理してもその変化はまちまちです。
Copyright(C) 武藤工業株式会社 情報・図の無断転載を禁止します。
Page5
Q ステンレスの価格について質問です。SUS304の価格とSUS304Lの価格はどのくらい違うのですか?
A SUS304製品の溶接後に応力除去焼鈍をします。粒界腐食対策からSUS304でなくSUS304Lを使うことを検討しているための質問でした。弊社の独自調査ですと、SUS304Lの価格は1.5倍から2倍になります。また流
通量の関係からだと思うのですが、材料の納期も通常より多くかかるようです。
上記のことから、どのような場合にSUS304Lを選択すべきかが知りたいところになります。使用条件や品質
管理の面で判断しているようです。圧力タンクの両端面部(これを鏡板という)や品質管理に不安がある場合
にはSUS304Lを使い鋭敏化対策をします。
Q オーステナイトステンレス(SUS304ほか)の溶接後に応力除去焼鈍をする予定です。ステンレスの特性である耐食性が悪くなる可能性があるということですが、それを回避する方法はありますか?
A 応力除去焼鈍するならばSUS304Lや316Lなどの低炭素ステンレスを選定することをお勧めします。専門的な話になりますが鋭敏化曲線(TTS曲線)というものがあります。この曲線はステンレスの中のCの含有量
と温度の関係により鋭敏化(≒耐食性の悪化)しやすさを表したものです。
SUS304では600℃付近に加熱した場合、30分で鋭敏化が起こります。これに対してSUS304Lでは同様に条
件で鋭敏化するのに約10時間かかります。
Q 溶接したステンレス(SUS304)には、固溶化処理するのか応力除去焼鈍するのがよいのか悩むところです。何か判断基準はありますか?
A SUS304のようなオーステナイト・ステンレスでは溶接後には粒界腐食対策として固溶化処理するのがベストだと考えています。しかしさまざまな理由からそれがかなわない時は、次の最善策としてSUS304Lや316L
などの低炭素ステンレスを選定して応力除去焼鈍することも考えられます。
一般的ではないですが、チタン添加したSUS321やニオブを添加したSUS347(安定化ステンレスと言う)も
粒界腐食対策としては有効です。
Q SUS304の固溶化処理で母材の硬度は少しはあがるのですか?
A SUS304に代表されるオーステナイトステンレスは固溶化処理をします。硬度は問題にされることが無かったので質問をいただくまでは測定したことがありませんでした。
今回測定してみたところ
固溶化処理(参考値)
処理前:Hv 220~230
処理後:Hv 150
Copyright(C) 武藤工業株式会社 情報・図の無断転載を禁止します。
Page6
Q 耐食性が必要なためSUS316を使用しています。耐摩耗性を上げるために何かよい方法はありますか?
A 海水中での使用のため材質変更は考えていないとのことでした。耐食性と耐摩耗性の両立であれば耐食性に強いクロムを主成分とするCrNコーティングを検討してみるのはいかがでしょうか。主に精密プラスチック
成形の金型などに使用されるコーティングです。主な仕様は以下の通りです。
****CrNコーティング****
色 : シルバー
硬 度 : Hv1700~2100
膜 厚 : 3~4μm
耐熱温度 : 700℃
摩擦係数 : 0.4
処理温度 : 500℃
特徴耐摩耗性が高い
樹脂離形性が良い
Q SUS303とSUS304では固溶化熱処理に関して何か違いはありますか?
A SUS303は、SUS304の快削鋼です。そのことに関連して溶接性が劣るようです。ご質問の固溶化熱処理について、熱処理の方法はSUS303とSUS304で特に両者を区別していません。固溶化熱処理後の違いも特にあ
りません。
Q 市販のボルトを熱処理で硬くしたいのですが可能ですか?
A ボルトの頭の部分がかじってしまうとのことでした。熱処理することは可能です。材質の確認が必要です。
(浸炭焼入に向くもの) (調質するもの) (窒化するもの)
SCM415 SCM435 SUS304 ・・・など
SCM420・・・など SCM440
S45C・・・・など
熱処理をしますと、引張り強さなどで表される本来のボルトの強度は変りますので、設計上の検証は必要に
なると思います。また、ボルトの使用か所が高温度の場合には熱処理の効果が出ないことも考えられます。
ボルトにメッキなどしてありますと熱処理前にショットブラストをしてメッキをはがす場合があります。
Q SUS304をプレス加工した後に熱処理するように指示がありましたが、何という熱処理をしたらよいですか?
A この場合の熱処理の目的はプレス加工の応力の除去や加工硬化への対策と思いますので、固溶化処理をお勧めします。弊社では真空炉にて処理します。
Copyright(C) 武藤工業株式会社 情報・図の無断転載を禁止します。
Page7
Q SUS304ボルトを締めつけた時にねじれてしまいました。 形状的な部分も多々あるのですが、材料、処理等でこの問題を解決させる方法があれば教えてください。
A ご質問は、海水中に持ち込む機械部品ということでSUS304のボルトを使用しているとのことでした。ねじれを防止するためにはある程度の硬度が必要です。SUS304は熱処理をしても全体的に硬度をアップすること
はできません。(窒化などにより表面のみ硬くすることはできます) そこで材質を変更し、耐食性があり、か
つ、ある程度の硬さのを満たすものとして考えられるのがSUS630です。耐食性はSUS304と同程度、硬度は
析出硬化処理という熱処理でHRC40程度まで上げることができます。
※耐食性は諸条件により著しく変化しますので個別に確認が必要です
※SUS304は基本的に非磁性ですがSUS630には磁性があります
Q SUS304の熱処理について固溶化処理と応力除去焼鈍があると言われました。どちらの熱処理をすればよいですか。
A SUS304の熱処理で一般的なのは『溶接後の応力をとりたい』『加工寸法精度を出すため』という目的があります。どちらの場合でも弊社では固溶化処理をお勧めしています。しかし、製品が仕上がっている場合など
は、固溶化処理をすると歪が発生する可能性がありますので、応力除去焼鈍を選択することになります。応
力除去焼鈍では、ステンレスの長所である耐食性を弱めてしまう場合がありますので注意が必要です。
Q SUS304を加工して加工硬化をおこしているようです。また本来非磁性だったものが磁性を帯びています。熱処理でどのような改善・改質方法がありますか。
A ご質問のような組織変態を改善するためには、適正な温度で固溶化処理を行う必要があります。この様な場合加工後の硬度を下げる(軟化させる)目的の為、「焼鈍」としてご依頼を受ける事があります。しかし、ス
テンレス鋼を加熱後除冷すると腐食しやすくなりますのでご依頼の際はご注意下さい。(鋭敏化といいます)
Q SUS304の溶接加工物の応力除去を目的とした熱処理を行いたいのですが、どのような処理がありますか。
A 固溶化処理をお勧めします。固溶化処理で応力を除去できます。SUS304等のオーステナイト系ステンレスは、熱処理や溶接によって500℃~850℃の温度域に一定時間さらされると、粒界腐食の原因となり、ステン
レス鋼の特色である耐食性が著しく低下します。固溶化処理によって1000℃~1100℃程度に加熱・保持し
た後、500℃~900℃の温度域を急冷する事により本来の耐食性を維持する事ができます。
Q SUS304を冷間加工したところ磁性を帯びてしまいましたが、除去出来ますか?
A 除去可能です。冷間加工により一部がマルテンサイト化した為に磁性を帯びてしまっているので固溶化処理により組織をオーステナイトに戻せば非磁性となります。これはオーステナイトステンレス鋼の溶接後の
耐食性向上も同様です。
Copyright(C) 武藤工業株式会社 情報・図の無断転載を禁止します。
Page8
オーステナイト系ステンレス フェライト系ステンレス
Q ステンレスの材料選定の質問です。SUS304を使ったり、SUS430を使ったりすることがあります。何か選定の基準がありますか?
A 通常、条件とコストから選定します。材料コストが低いSUS430で条件を満たすのであればSUS430を使いますよね。『磁石にくっつくと困る』場合はコストが高くてもSUS304を選びますよね。
以下、簡単に特徴をまとめました。
Q ステンレスの400番台はフェライト系ステンレスとオーステナイト系ステンレスが混在していますが、番号だけで双方を区別することはできますか?
A 410番はマルテンサイト系にもフェライト系にも存在するため注意が必要です。また、この二つのグループに分けるために番号をふったわけでないため、グループ分けの規則性がないように思いますよね。
マルテンサイト系ステンレスを覚えて、それ以外はフェライト系とすると混乱しないかもしれません。
しかしながら、必ず文献等で確認するようにしてくださいね。
【マルテンサイト系ステンレス】
●流通性が高いもの SUS420J2 SUS440C
●その他覚えるもの SUS403 SUS410←注意 SUS416 SUS431
※ここに掲載したものが、マルテンサイト系ステンレス、オーステナイト系ステンレスの全てをカバーしているわけではありません。
Copyright(C) 武藤工業株式会社 情報・図の無断転載を禁止します。
Page9
オーステナイト系ステンレス マルテンサイト系ステンレス
Q 顧客の指示で図面の材質がSUS304からSTAVAXに変更になりました。図面には熱処理や硬度の指示がありませんでした。熱処理について提案したいのですが、どのようなことが考えられますか?
A STAVAXはSUS420J2系のプリハードン鋼で購入時の硬度はおおよそHRC30ぐらいです。想定できることは様々でしょうが、大まかに四点あります。
①そのまま使う(HRC30ぐらい)
②窒化をする(母材硬度HRC30ぐらい、表面硬度Hv1000~)
③焼入れ焼き戻しして使う(低温焼戻しでHRC52~54)
④焼入れ焼戻し後に窒化をして使う(表面硬度 Hv1000~)
※窒化での寸法変化を極力押さえるために『窒化処理の温度』と『焼き戻しの温度』の把握はとても重要です。
焼戻しの温度によって母材硬度は変わります。
マルテンサイト系ステンレス
Q 図面上『材質』STAVAX『熱処理』窒化、となっています。コストの関係で材質を変更したいと思います。何か注意することはありますか?
A STAVAXはプリハードン鋼です。窒化後もその母材硬度は保たれ、かつ寸法も維持できる見込です。しかし、他の材質に変えた場合は、『窒化前の製品の状態』が『窒化後の製品の硬度や寸法』に影響を及ぼす
ため注意が必要です。工程の変更を検討しなければならない場合も想定されます。
Q SUS440Cの製品を納入後、納入先から硬度が仕様より高いと連絡がありました。仕様硬度がHRC50~55のところ実際にはHRC56.5でした。硬度を下げることは可能ですか?
A 硬度を下げることは可能ですが、いくつか注意点があります。●熱処理で硬度を下げることで、寸法変化を起こします。
●熱処理での着色を避けるために、真空炉で処理する必要があります。
数が少ない場合、コストが気になるところです。
●メッキなどの表面処理をしている場合は、剥離する必要がある場合もあります。
Q STAVAXの焼入れ焼戻し(50~55HRC)を依頼したいのですが、その他どのような情報が必要ですか?
A 公差、詳細な形状、使用目的、熱処理後の後加工など確認させていただきたく、図面を拝見できればと思います。その他、以下の希望についてお知らせください。
A.仕上がり品のため熱処理での寸法変化を極力抑えた寸法精度重視の処理
B.通常の熱処理(公差がある部分は後処理で加工する)
Copyright(C) 武藤工業株式会社 情報・図の無断転載を禁止します。
Page10
Q プリハードン鋼ならば窒化をしても寸法変化の心配はないと考えてよいのですか?
A 原則、そのように考えて差し支えありません。ただし、窒化といえども500℃近辺で処理しますので、厳密な意味で寸法変化を『全くのゼロ』を保証するこ
とではありません。念のため、窒化の処理温度は事前に確認されることをお勧めします。プリハードン鋼の
種類によっては、窒化の処理温度との兼ね合いで寸法変化を起こす可能性があります。
Q SUS440Cの焼入れ焼戻しで硬度をHRC50~55にすることは可能ですか?大きさが5×5×10mm程度の精密部品です。
A 可能です。しかし、注意点があります。通常SUS440Cは、真空炉で焼入れ焼戻しをすると、着色せずにHRC58程度の硬度が得られます。
それをHRC50~55まで硬度を下げるには、通常の焼き戻し温度よりも「高い温度の焼き戻し」をしなければ
なりません。その場合、焼き戻しを真空炉で行う場合と、大気炉で行う場合とで、着色の有無や熱処理のコス
トが変わります。
また、硬度がHRC58程度のときとHRC50~55とでは、焼入れ焼戻しによる寸法変化が異なります。
Q SUS431は焼入れ焼戻しをするとどのくらいの硬さになるのですか?
SUS431は、焼入れ焼戻しをすると硬くなるステンレスの仲間です。(マルテンサイト系ステンレス)
A 同じ仲間のステンレスにはSUS440CやSUS420J2があります。SUS431は弊社の実績では、真空焼入れ、低温焼戻しの場合で HRC45~47でした。※φ28x500mm
実際の設計上、使われる硬さはHRC30前後が多いです。
その場合は、焼き戻し温度を調整して硬度を下げます。
Q SUS440Cに真空焼入れをした品物と焼入れ処理前の品物とが混ざってしまいました。簡単に識別する方法はありますか?
A 真空焼入れ・真空焼き戻しの場合は、焼入れ後でも光沢があるので見分けるのは難しい場合があります。その場合はやはり硬度を確認していただくのが、早く一番確実な方法です。
品物のの形状などにより適した硬度測定器があります。
Q SUS420J2の高周波焼入れは可能ですか? SUS420J2板材(t0.8)部品の一部を硬化させたい製品があります。客先で試作して高周波焼き入れをしてう
まくいったとのことです。製品の外形サイズ 30×40×t0.8mm。複雑に曲げと絞りが入っている部品で、先
端の15mm範囲のみ硬化させたいです。量産になった場合、ロット1万個程度の規模です。
SUS420J2の高周波焼入は可能です。
A ただ形状が複雑で、薄いとのことですので、試作での評価は欠かせません。
※薄いので溶ける、変形などのリスクは高いと考えられます。
また、量産の可能性があるのでしたら、試作段階から量産を見据えた処理方法が可能な熱処理業者を選定
することをお勧めします。
Copyright(C) 武藤工業株式会社 情報・図の無断転載を禁止します。
Page11
Q SUS440C、SUS440B、SUS440Aについて主な違いは何ですか?
A いずれも焼入れ焼戻しで硬くなるステンレスです。(マルテンサイトステンレスといいます)主な違いは焼入れ焼戻し後の硬度です。
硬度が高い順に SUS440C > SUS440B > SUS440Aとなります。
理由はカーボン量の違いによるものです。
SUS440BやSUS440Aは市場性が乏しく入手しづらい場合があります。それでも図面でSUS440B、SUS440A
を指定している場合がありますので、実際の材料の手配にあたってはミルシートを入手しておくのも良いか
と思います。熱処理はSUS440C、SUS440B、SUS440Aともに同じ条件で処理できます。
ちなみにSUS440FはSUS440Cの快削鋼です。
Q 細いピンの焼き入れ後の曲りがひどくて困っています。
φ5×100mmのシャフトの焼入れです。材質SUS440C、指定硬度HRC55~です。
A ご質問いただいた図面を確認すると、硬さが求められているのは図面右端面から約15mm程度とのことで、高周
波焼入を提案します。
高周波焼入ですと熱処理による影響が限定的なので、そ
の後の曲り矯正もしやすいです。
しかし、先端部分が溶融してしまう可能性があります。ま
た、この形状からすると高周波焼入後に現品自体の硬度
検査は難しいです。
Q プラスチック成型用金型を仕上げてトライ成型後に焼入れすることになりますが、寸法変化や歪は極力おさえて欲しいのですが可能ですか。
A 寸法精度を重視した焼入れ方法を行えば可能です。特にSUS420系統の材質(STAVAX、S-STAR等)では実績が多数あります。
熱処理の工程が通常の処理と異なるため事前に弊社営業担当と打合をお願いします。
Q ステンレスに焼入れできますか?
A ステンレスは以下の4種の分類があり、一般的に、マルテンサイト系が焼入れできます。・フェライト系(SUS430等) ・オーステナイト系(SUS304、SUS303等)
・マルテンサイト系(SUS420J2、SUS440C等) ・析出硬化系(SUS630等)
Copyright(C) 武藤工業株式会社 情報・図の無断転載を禁止します。
Page12
析出硬化系ステンレス
Q SUS630の析出硬化処理について『処理名』と『得られる硬さ』について覚えられるような規則性ってあるのですか?
A SUS630の析出硬化処理は一般的なもので4種類あります。
一番硬度が高いものがH900です。この場合、
得られる硬さはHRC40~です。これだけ覚えて
おけば他の処理も覚えやすいですよ。
無機質に覚えてもすぐ忘れてしまうので右の
ように覚えておくと、とっさの時にささっと紙に
書き出せば打合せもスムーズですよね。不安
な時は必ず文献にあたってください。
Q SUS630の析出硬化処理の記号にH900という処理がありますが『900』という数字は何を表してますか?
A 900は温度を表しています。つまり処理温度です。単位は『華氏(かし)℉』です。なじみのある『摂氏(せっし)℃』ではないのです。
900℉ ≒ 482.2℃ 1025℉ ≒ 551.6℃ 1075℉ ≒ 579.4℃ 1150℉ ≒ 621.1℃
簡便的な換算方法(℉⇒⇒⇒℃)近似値です。
(℉-32)×0.555 = ℃ 又は 0.555×℉ ‒ 18 = ℃
Q SUS630やSUS631には調べると、この材質に対応する熱処理が『固溶化熱処理』と『析出硬化処理』と2種類ありますが、通常はこれらの熱処理を全てやるのでしょうか?
A それぞれの熱処理方法にはそれぞれ違った目的があります。①固溶化熱処理・・・内部応力の除去や組織改善を目的としています。
②析出硬化処理・・・硬化を目的としています。
①だけやる場合、②だけやる場合、①⇒②と2種類やる場合
通常は ②⇒①のパターンは考えにくいです。
Q SUS630は、仕上げた後に析出硬化処理することはできますか?
A 処理可能です。弊社では小型真空焼鈍炉を所有しておりますので仕上げ後でも無酸化で処理出来ます。ただし析出硬化熱処理後は寸法が縮みます。当社実績で平均0.05%~0.10%程度縮みます。(このデーター
は処理後の寸法を保証するものではありません)
Copyright(C) 武藤工業株式会社 情報・図の無断転載を禁止します。
Page13
Q SUS630にH1150材というものがあるのですか? 析出硬化というのは材料の段階からされているのでしょうか?
A SUS630の析出硬化は通常材料の段階では処理されていません。H1150処理後の硬度はHRC30程度です。ですので、素材時に析出硬化処理したのちに加工する場合もあり
ますし、製品を仕上げてから析出硬化処理する場合もあります。
注意事項として大気炉と真空炉で行う場合があります。違いは処理後の着色とコストです。
また、析出硬化処理は寸法変化を伴います。縮む傾向です。
Q SUS631の熱処理は可能ですか?
A 可能です。SUS631はSUS630と同じ析出硬化系ステンレスです。どちらも一定の熱処理(析出硬化処理)によって硬化することが可能です。しかし、その熱処理条件は全く別物になります。
ご質問のSUS631には『TH1050』や『RH950』という熱処理があります。熱処理条件には注意が必要です。
SUS630熱処理時に成分である銅が反応して硬くなります。SUS631は熱処理時に成分であるニッケルとア
ルミが反応して硬くなります。
Q SUS630にイオン窒化した場合に析出硬化と同様な効果が得られますか?
A SUS630にイオン窒化と析出硬化の同時処理は可能と考えられます。ただし、処理した製品が変寸しますので注意が必要です。そこで、析出硬化処理して製品の寸法を仕上げた後、イオン窒化処理することが考えら
れます。この場合、析出硬化処理とイオン窒化処理、双方の温度の関係が重要です。つまり適切な処理温度
を選択しないと、これらの処理の期待する効果が得られないことになります。
Copyright(C) 武藤工業株式会社 情報・図の無断転載を禁止します。
Page14
~鋼に命を吹き込み、進化させる~
武藤工業株式会社は創業以来、金属熱処理及び表面処理をはじめ
機械加工やメッキ処理など、常にお客様の立場になり提言・研究を重ね、
より確かな製品をご提供し続けております。
熱処理のエキスパート
特級金属熱処理技能士 2名
1級金属熱処理技能士 11名
2級金属熱処理技能士 6名
3級金属熱処理技能士 1名
2級金属材料試験技能士 2名
(2021年3月現在)
熱処理は自然現象を扱い、鋼に求める機能を吹き込みます。 自然現
象そのものを変えることはできないため、熱処理成功の全てが「熱処
理前」にかかっています。 武藤工業では「知識に基づく経験」を重視し 【東北事業所】
た教育で、仮設力、提案力、対応力を発揮しています。 〒024-0051
材料調達、機械加工、熱処理、研磨と一貫して対応。 熱処理屋に前・後 岩手県相去町西浦63-16
工程も一括発注してください。熱処理後の品質に責任を持ってトータ 北上業務団地
ルマネジメントいたします。 TEL.0197-72-6216
FAX.0197-72-6217
真空熱処理 焼入焼戻し 焼なまし・焼ならし
サブゼロ処理 浸炭焼入れ 窒化処理
【本社・工場】
〒242-0027
神奈川県大和市下草柳825-4
高周波熱処理 火炎焼入れ その他特殊熱処理 TEL.046-261-8057
FAX.046-260-2137
機械加工・研磨 めっき
熱処理に関するお問い合わせ https://www.mt-k.com/