


弊社保有の設備で製作した最新のサンプルをご紹介します。
関連メディア
このカタログについて
| ドキュメント名 | 最新技術資料のご紹介(電子ビーム溶接、レーザ加工、受託撮像サービス) |
|---|---|
| ドキュメント種別 | 事例紹介 |
| ファイルサイズ | 1.2Mb |
| 取り扱い企業 | 東成エレクトロビーム株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
接合加工
Welding
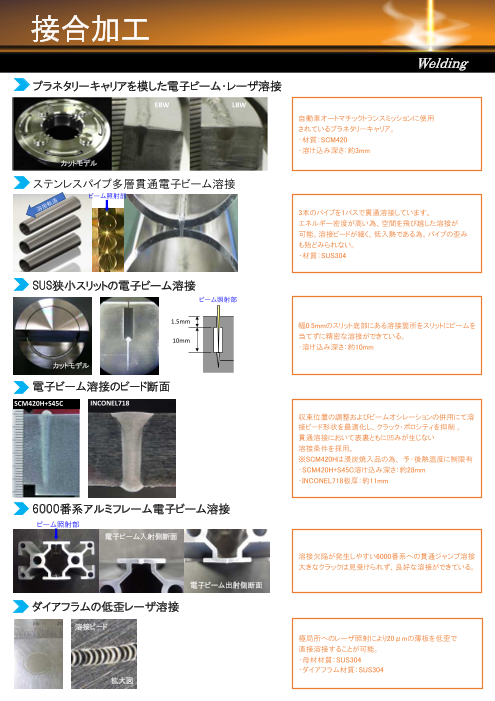
プラネタリーキャリアを模した電子ビーム・レーザ溶接
EBW LBW
自動車オートマチックトランスミッションに使用
されているプラネタリーキャリア。
・材質:SCM420
・溶け込み深さ:約3mm
カットモデル
ステンレスパイプ多層貫通電子ビーム溶接
ビーム照射部
3本のパイプを1パスで貫通溶接しています。
エネルギー密度が高い為、空間を飛び越した溶接が
可能。溶接ビードが細く、低入熱である為、パイプの歪み
も殆どみられない。
・材質:SUS304
SUS狭小スリットの電子ビーム溶接
ビーム照射部
1.5mm
幅0.5mmのスリット底部にある溶接箇所をスリットにビームを
10mm 当てずに精密な溶接ができている。
・溶け込み深さ:約10mm
カットモデル
電子ビーム溶接のビード断面
SCM420H+S45C INCONEL718
収束位置の調整およびビームオシレーションの併用にて溶
接ビード形状を最適化し、クラック・ポロシティを抑制 。
貫通溶接において表裏ともに凹みが生じない
溶接条件を採用。
※SCM420Hは浸炭焼入品の為、 予・後熱温度に制限有
・SCM420H+S45C溶け込み深さ:約28mm
・INCONEL718板厚:約11mm
6000番系アルミフレーム電子ビーム溶接
ビーム照射部
電子ビーム入射側断面
溶接欠陥が発生しやすい6000番系への貫通ジャンプ溶接
大きなクラックは見受けられず、良好な溶接ができている。
電子ビーム出射側断面
ダイアフラムの低歪レーザ溶接
溶接ビード
極局所へのレーザ照射により20μmの薄板を低歪で
直接溶接することが可能。
・母材材質:SUS304
・ダイアフラム材質:SUS304
拡大図
Page2
接合加工
Welding
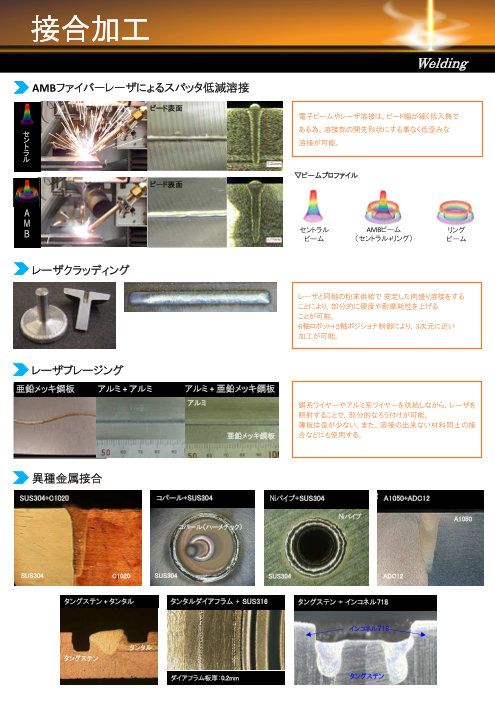
AMBファイバーレーザにょるスパッタ低減溶接
ビード表面
電子ビームやレーザ溶接は、ビード幅が細く低入熱で
ある為、溶接部の開先形状にする事なく低歪みな
セ
ン 溶接が可能。
ト
ラ
ル
▽ビームプロファイル
ビード表面
A
M
セントラル AMBビーム リング
B
ビーム (セントラル+リング) ビーム
レーザクラッディング
レーザと同軸の粉末供給で 安定した肉盛り溶接をする
ことにより、部分的に硬度や耐摩耗性を上げる
ことが可能。
6軸ロボット+2軸ポジショナ制御により、3次元に近い
加工が可能。
レーザブレージング
亜鉛メッキ鋼板 アルミ +アルミ アルミ +亜鉛メッキ鋼板
アルミ 銅系ワイヤーやアルミ系ワイヤーを供給しながら、レーザを
照射することで、部分的なろう付けが可能。
薄板は歪が少ない。また、溶接の出来ない材料同士の接
亜鉛メッキ鋼板 合などにも使用する。
異種金属接合
SUS304+C1020 コバール+SUS304 Niパイプ+SUS304 A1050+ADC12
Niパイプ A1050
コバール(ハーメチック)
SUS304 C1020 SUS304 SUS304 ADC12
タングステン +タンタル タンタルダイアフラム + SUS316 タングステン + インコネル718
インコネル718
タンタル
タングステン
ダイアフラム板厚:0.2mm タングステン
Page3
切断・穴あけ加工
Cutting & Drilling
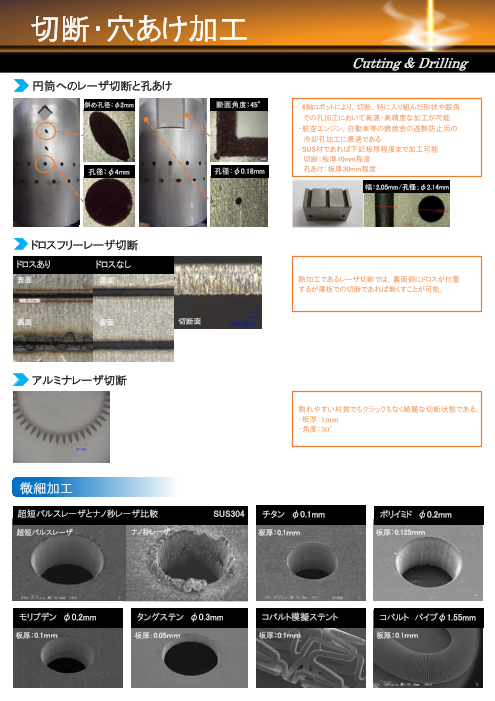
円筒へのレーザ切断と孔あけ
斜め孔径:φ2mm 断面角度:45° ・6軸ロボットにより、切断、特に入り組んだ形状や鋭角
での孔加工において高速・高精度な加工が可能
・航空エンジン、自動車等の燃焼室の過熱防止用の
冷却孔加工に最適である
・SUS材であれば下記板厚程度まで加工可能
切断:板厚10mm程度
孔径:φ4mm 孔径:φ0.18mm 孔あけ:板厚30mm程度
幅:2.05mm/孔径:φ2.14mm
ドロスフリーレーザ切断
ドロスあり ドロスなし
表面 表面 熱加工であるレーザ切断では、裏面側にドロスが付着
するが薄板での切断であれば無くすことが可能。
裏面 裏面 切断面
アルミナレーザ切断
割れやすい材質でもクラックもなく綺麗な切断状態である。
・板厚:1mm
・角度:30°
微細加工
超短パルスレーザとナノ秒レーザ比較 SUS304 チタン φ0.1mm ポリイミド φ0.2mm
超短パルスレーザ ナノ秒レーザ 板厚:0.1mm 板厚:0.125mm
モリブデン φ0.2mm タングステン φ0.3mm コバルト模擬ステント コバルト パイプφ1.55mm
板厚:0.1mm 板厚:0.05mm 板厚:0.1mm 板厚:0.1mm
Page4
切断・穴あけ加工
Cutting & Drilling
微細加工
ヒーターを模した切断
タングステン SUS304
アブレーション加工(非熱加工)により材料への熱影響
が小さくバリや酸化が少ない加工が可能。
パイプ形状の材料に対し、高精度な孔あけや切断が可能。
外形:10mm×15mm 外径:φ3.7mm
板厚:0.1mm 板厚:0.16mm
ハニカム加工
ポリイミド 入射側 出射側
ハニカム構造は、軽量かつ高強度、断熱、通気性が
良い為、航空分野や自動車分野など幅広い産業に
用いられる。
・残し幅:レーザ入射側0.005mm
レーザ出射側0.012mm
板厚:0.025mm
シリコンゴム孔あけと切断
・材質:シリコンゴム
・板厚:0.5mm
・孔径:入射径φ0.22mm
出射径φ0.11mm
機械式時計のガンギ車を模した切断
板厚:0.2mm/直径:約φ5mm
リン青銅 ニッケル シリコン
注射針孔あけ 蛇腹パイプ切断
外径:φ3.7mm
板厚:0.15mm
外径:φ0.56mm
板厚:0.12mm
孔径:φ0.1mm
拡大図
Page5
除去加工・改質加工
Removal & Surface modification
除去加工
エキシマレーザ ガラス+ITO膜(0.0002mm)除去加工
ポリイミドへの異形穴加工 ポリイミドへのV溝加工
最小除去幅:0.05mm 最小除去幅:0.1mm
板厚:0.125mm 幅:0.7mm 深さ:0.1mm
膜切れ及びフリクションロスの低減可能な摺動面への溝加工
傾斜溝穴加工 V字溝穴加工
ディンプル加工 四角錐穴加工
穴径:φ0.035mm 材質:タングステン
深さ:0.005mm 深さ:0.09mm
ピッチ:0.07mm(60°千鳥) ピッチ:0.25mm
改質加工
レーザ焼入れ
炭素鋼のギア 焼入れ処理を行いたい部分のみレーザを照射し、
材料の熱容量による自己冷却により焼入れ。
局所への入熱のため低歪であり硬度が必要となる部分
で適用されている。
Page6
X線CTスキャン撮像事例
アルミ鋳造品内部観察
外観写真 CT撮影画像
CT撮影画像 内部欠陥拡大
外観写真
※欠陥の体積で色分け可能
懐中時計3Dデータ化 サーフェスモデル
内部観察では、直径φ0.3mmのヒーター線を鮮明に撮像。
鋳巣や割れなどの欠陥を非破壊で発見する事が可能。
材料の比重の違いでパーツ毎に3Dデータ化が可能。
X線管:ミリフォーカス
最小検出サイズ:φ0.3mm
最大スキャン範囲(1ショット):
290mm×260mm