




このカタログについて
| ドキュメント名 | 『切れ味が良く、耐欠損性に優れ、ステンレス鋼でも安定加工 DLE』 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 1.8Mb |
| 取り扱い企業 | 三菱マテリアル株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
TOOL NEWS 2021.1 改訂B223J
センタリング・面取り加工用ソリッドドリル
リーディングドリルシリーズ アイテム 追加
切れ味が良く耐欠損性に優れ、
ステンレス鋼でも安定加工。
DLE 先端角145°DC=10mm、12mmを追加。
超硬ソリッドドリル DLE コバルトハイスドリル GKCD
DLE 先端角90°Miniサイズを追加(2020.3)
GKCD コバルトハイスドリルを追加(2020.10)
Page2
センタリング・面取り加工用超硬ソリッドドリル
リーディングドリルシリーズDLE
センタリングと面取り加工の要求性能を追求。
センタリング 面取り加工
横送り
面取り加工 V溝加工
DLEドリル使用範囲
特長
A 良好な食い付き性を実現するシンニング
A 中心部の切りくず排出スペースにより、食い付き性が向上し
B 良好な穴品位を実現します。さらに高い刃先強度を確保す
る形状を採用しました。
先端角SIG 60° 90° B 切れ味が良く、耐欠損性の高い刃先形状
安定加工とバリ高さの抑制を両立します。
A
B
DLE 従来品
先端角SIG 120° 145°
1
Page3
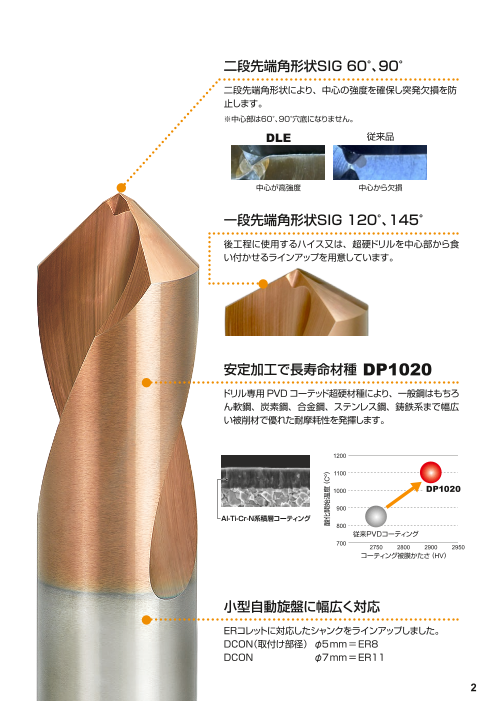
二段先端角形状SIG 60°、90°
二段先端角形状により、中心の強度を確保し突発欠損を防
止します。
※中心部は60°、90°穴底になりません。
DLE 従来品
中心が高強度 中心から欠損
一段先端角形状SIG 120°、145°
後工程に使用するハイス又は、超硬ドリルを中心部から食
い付かせるラインアップを用意しています。
安定加工で長寿命材種 DP1020
ドリル専用 PVD コーテッド超硬材種により、一般鋼はもちろ
ん軟鋼、炭素鋼、合金鋼、ステンレス鋼、鋳鉄系まで幅広
い被削材で優れた耐摩耗性を発揮します。
1200
1100
1000 DP1020
900
Al-Ti-Cr-N系積層コーティング
800
従来PVDコーティング
700 2750 2800 2900 2950
コーティング被膜かたさ (HV)
小型自動旋盤に幅広く対応
ERコレットに対応したシャンクをラインアップしました。
DCON(取付け部径) φ5mm=ER8
DCON φ7mm=ER11
2
酸化開始温度 (Cº)
Page4
センタリング・面取り加工用超硬ソリッドドリル
リーディングドリルシリーズ
DLE SIG90°Miniサイズ Ø1.0mm~Ø2.5mm
良好な食い付き性を実現するシンニング
中心部の切りくず排出スペースにより、食い付き性が向上し、
良好な穴品位を実現します。
二段先端角形状
二段先端角形状により、中心の強度を確保し突発欠損を
防止します。
※中心部は90°穴底になりません。
独自の切れ刃形状
すくい角が大きく、切れ味に優れた切れ刃により、バリの
発生を抑制します。
SUS304
加工例
DLE 従来品
潤滑性と耐熱性に優れる
新材種 DP102A
PVD コーテッド超硬材種 DP102A は潤滑性と耐熱性に
優れ、特に低速~中速の切削条件下において優れた耐摩
耗性を発揮します。
ロングネック設計
首下長が長く、穴奥の加工にも使用できます。
3
Page5
センタリング・面取り加工用ハイスドリル
リーディングドリルシリーズ
GKCD
耐摩耗性、耐熱性、耐欠損に優れたコバルトハイスを採用し、炭素鋼からステン
レス鋼まで幅広い被削材に対応。
低速、低送り加工で優位性を発揮し、コストパフォーマンスにも優れ経済的。
先端角SIG 60° 90° 120°
内径
バリ取り
加工
超硬との切削条件使い分け
高能率
センタリング 面取り加工 超硬
GKCD
※V溝加工等、横送り加工には推奨いたしません。
切削速度(m/min)
切削性能
<切削条件>
被 削 材 : SUS304
使 用 工 具 : GKCDD060P090 (ø6x90°)
ø4.0 回 転 数 : n= 1000min
-1
送 り 速 度 : vf= 50mm/min
加 工 深 さ : 4.0mm
加 工 形 態 : 湿式切削 外部給油
(油性)
使 用 機 械 : 小型自動旋盤
実切削速度 : 12.6m/min
GKCD 従来品A 従来品B
4
送り (mm/rev)
Page6
センタリング・面取り加工用ソリッドドリル
DLE DP1A
リーディングドリル 超硬 先端角60° 90°
P M K N S H
鋼 ステンレス鋼 鋳鉄
外部給油形
PL LF
S10 75°
図1
LU
LCF
LH
OAL
PL LF
図2
LU
LCF
OAL
KAPR
DCON=3 3<DCON≦6 6<DCON≦10 10<DCON≦16
0 0 0 0
─ 0.010 ─ 0.012 ─ 0.015 ─ 0.018
(mm)
DC SIG 呼 び 記 号 LU LCF LH S10 OAL LF PL KAPR DCON 図
3.0 60° a DLE0300S030P060 2.0 9 ─ ─ 45 42.9 2.1 60° 3 2
4.0 60° a DLE0400S040P060 2.7 12 ─ ─ 50 47.2 2.8 60° 4 2
5.0 60° a DLE0500S050P060 3.4 14 ─ ─ 60 56.5 3.5 60° 5 2
6.0 60° a DLE0600S060P060 4.0 15 ─ ─ 66 61.8 4.2 60° 6 2
7.0 60° a DLE0700S070P060 4.7 18 ─ ─ 74 69.1 4.9 60° 7 2
8.0 60° a DLE0800S080P060 5.4 20 ─ ─ 74 68.4 5.6 60° 8 2
10.0 60° a DLE1000S100P060 6.8 24 ─ ─ 84 77.0 7.0 60° 10 2
12.0 60° a DLE1200S120P060 8.1 28 ─ ─ 95 86.6 8.4 60° 12 2
1.0 90° a DLE0100S030P090 0.35 2 6.7 3.0 45 44.6 0.4 45° 3 1
1.5 90° a DLE0150S030P090 0.55 3 7.3 4.5 45 44.4 0.6 45° 3 1
2.0 90° a DLE0200S030P090 0.80 4 7.9 6.1 45 44.1 0.9 45° 3 1
2.5 90° a DLE0250S030P090 1.00 5 7.9 7.1 45 43.9 1.1 45° 3 1
3.0 90° a DLE0300S030P090 1.2 9 ─ ─ 45 43.7 1.3 45° 3 2
4.0 90° a DLE0400S040P090 1.6 12 ─ ─ 50 48.3 1.7 45° 4 2
5.0 90° a DLE0500S050P090 2.0 14 ─ ─ 60 57.9 2.1 45° 5 2
6.0 90° a DLE0600S060P090 2.4 15 ─ ─ 66 63.4 2.6 45° 6 2
7.0 90° a DLE0700S070P090 2.8 18 ─ ─ 74 71.0 3.0 45° 7 2
8.0 90° a DLE0800S080P090 3.2 20 ─ ─ 74 70.6 3.4 45° 8 2
10.0 90° a DLE1000S100P090 4.1 24 ─ ─ 84 79.7 4.3 45° 10 2
12.0 90° a DLE1200S120P090 4.9 28 ─ ─ 95 89.9 5.1 45° 12 2
16.0 90° a DLE1600S160P090 6.6 35 ─ ─ 113 106.2 6.8 45° 16 2
注1) 二段先端角領域となる約DC/4は。中心部は60°および90°穴底にはなりません。また、この領域での面取り加工は行えません。
注2) センタリング径は工具径(加工径)DC未満、使用可能長さLUを目安にご使用ください。
DC = 加工径 S10 = ストレート長さ DCON = 取付け部径
LU = 使用可能長さ OAL = 全長 SIG = 先端角
LCF = フルート長さ LF = 機能長さ
LH = 首下長さ PL = 先端と肩部寸法差
a : 標準在庫品
5
DP1020
DP102A
DC DC
SIG SIG
DCON DCON
Page7
DLE
リーディングドリル 超硬 先端角120° 145°
P M K N S H
鋼 ステンレス鋼 鋳鉄
外部給油形
PL LF
LU
LCF
OAL
KAPR
DCON=3 3<DCON≦6 6<DCON≦10 10<DCON≦16
0 0 0 0
─ 0.010 ─ 0.012 ─ 0.015 ─ 0.018
(mm)
DC SIG 呼 び 記 号 LU LCF OAL LF PL KAPR DCON
3.0 120° a DLE0300S030P120 0.8 9 45 44.1 0.9 30° 3
4.0 120° a DLE0400S040P120 1.1 12 50 48.8 1.2 30° 4
5.0 120° a DLE0500S050P120 1.3 14 60 58.6 1.4 30° 5
6.0 120° a DLE0600S060P120 1.6 15 66 64.3 1.7 30° 6
7.0 120° a DLE0700S070P120 1.9 18 74 72.0 2.0 30° 7
8.0 120° a DLE0800S080P120 2.2 20 74 71.7 2.3 30° 8
10.0 120° a DLE1000S100P120 2.8 24 84 81.1 2.9 30° 10
12.0 120° a DLE1200S120P120 3.3 28 95 91.5 3.5 30° 12
3.0 145° a DLE0300S030P145 0.4 9 45 44.5 0.5 17.5° 3
4.0 145° a DLE0400S040P145 0.5 12 50 49.4 0.6 17.5° 4
5.0 145° a DLE0500S050P145 0.7 14 60 59.2 0.8 17.5° 5
6.0 145° a DLE0600S060P145 0.8 15 66 65.1 0.9 17.5° 6
7.0 145° a DLE0700S070P145 1.0 18 74 72.9 1.1 17.5° 7
8.0 145° a DLE0800S080P145 1.1 20 74 72.7 1.3 17.5° 8
10.0 145° a DLE1000S100P145 1.4 24 84 82.4 1.6 17.5° 10
12.0 145° a DLE1200S120P145 1.7 28 95 93.1 1.9 17.5° 12
注1) センタリング径は工具径(加工径)DC未満、使用可能長さLUを目安にご使用ください。
DC = 加工径 OAL = 全長 DCON = 取付け部径
LU = 使用可能長さ LF = 機能長さ SIG = 先端角
LCF = フルート長さ PL = 先端と肩部寸法差
6
DP1020
DC
SIG
DCON
Page8
センタリング・面取り加工用ソリッドドリル
リーディングドリル選定方法
面取り加工
工具径DCは下穴径Dよりも大きく、下穴径に対して2倍未満の範囲で選択してください。
OK NG NG
DC
D
DCが2D以上の場合 DCがDと同じ工具径の場合
例)下穴径Dが5mmの場合 下穴径Dに比べ工具径DCが大き過ぎ 下穴径Dよりも大きい工具径のリー
工具径DCは6mm以上10mm未満 る場合(2D以上)には、面取り加工に使 ディングドリルを使用してください。
DCの6mm、7mm、8mmを選択し 用できません。 またはコンタリング加工で使用してく
てください。 ださい。
センタリング
センタリング径は工具径DCと同じ下穴径の加工には使用できません。5,6ページ規格表使用可能長さLUを目安にご
使用ください。
二段先端角領域となる工具中心部(DCの25%領域)は60°および90°穴底になりません。
後工程のドリルを中心部から食い付かせる場合は、後工程のドリルより先端角が大きいリーディングドリルを選択してく
ださい。
後工程ドリル
DC/4
DC
DC
先端角SIG 145°センタリング
7
LU
PL
Page9
センタリング・面取り加工用ソリッドドリル
DLE
工具径別加工深さ(L)一覧表
SIG 90°
工具径 Min. Max.
D L D L
1.0 0.5 0.18 0.8 0.33
1.5 0.8 0.29 1.3 0.54
2.0 1.0 0.35 1.9 0.80
2.5 1.3 0.47 2.4 1.00
3.0 1.5 0.5 2.8 1.2
4.0 2.0 0.7 3.8 1.6
5.0 2.5 0.9 4.7 2.0
6.0 3.0 1.1 5.7 2.4
7.0 3.5 1.2 6.6 2.8
D
8.0 4.0 1.4 7.6 3.2
10.0 5.0 1.8 9.7 4.1
12.0 6.0 2.1 11.6 4.9
16.0 8.0 2.8 15.5 6.6
SIG 60° SIG 120° SIG 145°
工具径 Min. Max. Min. Max. Min. Max.
D L D L D L D L D L D L
3.0 1.5 0.8 2.9 2.0 1.5 0.4 2.8 0.8 1.5 0.2 2.5 0.4
4.0 2.0 1.1 3.9 2.7 2.0 0.6 3.8 1.1 2.0 0.3 3.2 0.5
5.0 2.5 1.3 4.9 3.4 2.5 0.7 4.5 1.3 2.5 0.4 4.4 0.7
6.0 3.0 1.6 5.8 4.0 3.0 0.9 5.5 1.6 3.0 0.5 5.1 0.8
7.0 3.5 1.9 6.8 4.7 3.5 1.0 6.6 1.9 3.5 0.6 6.3 1.0
8.0 4.0 2.1 7.8 5.4 4.0 1.2 7.6 2.2 4.0 0.6 7.0 1.1
10.0 5.0 2.7 9.8 6.8 5.0 1.4 9.7 2.8 5.0 0.8 8.9 1.4
12.0 6.0 3.2 11.6 8.1 6.0 1.7 11.4 3.3 6.0 0.9 10.8 1.7
8
L
Page10
センタリング・面取り加工用ソリッドドリル
先端角SIG 60°
推奨切削条件 (mm)
軟鋼 (≦180HB) 炭素鋼・合金鋼 (180─280HB) 炭素鋼・合金鋼 (280─350HB)
被削材
SS400、S10C等 S45C、SCM440等 SNCM439等
回転速度 送り量 回転速度 送り量 回転速度 送り量DC (min-1) (Min.─Max.) (min-1) (Min.─Max.) (min-1) (Min.─Max.)(mm/rev) (mm/rev) (mm/rev)
3 7900 0.05(0.03─0.07) 6800 0.05 (0.03─0.07) 6300 0.04 (0.02─0.06)
4 5900 0.05(0.03─0.07) 5100 0.05 (0.03─0.07) 4700 0.04 (0.02─0.06)
5 5000 0.06(0.04─0.08) 4400 0.06 (0.04─0.08) 4100 0.05 (0.03─0.07)
6 4200 0.06(0.04─0.08) 3700 0.06 (0.04─0.08) 3400 0.05 (0.03─0.07)
7 3600 0.07(0.04─0.09) 3100 0.07 (0.04─0.09) 2900 0.05 (0.03─0.07)
8 3100 0.07(0.04─0.09) 2700 0.07 (0.04─0.09) 2500 0.05 (0.03─0.07)
10 2700 0.08(0.04─0.10) 2300 0.08 (0.04─0.10) 2200 0.06 (0.03─0.08)
12 2200 0.08(0.04─0.10) 1900 0.08 (0.04─0.10) 1800 0.06 (0.03─0.08)
オーステナイト系ステンレス鋼 (≦200HB) ねずみ鋳鉄 (≦350MPa) ダクタイル鋳鉄 (≦450MPa)
被削材
SUS304、SUS316等 FC300等 FCD450等
DC 回転速度
送り量 送り量 送り量
(min-1) (Min.─Max.)
回転速度 回転速度
(min-1) (Min.─Max.)(mm/rev) (mm/rev) (min
-1) (Min.─Max.)(mm/rev)
3 1500 0.03 (0.01─0.05) 7900 0.05 (0.03─0.07) 5800 0.05 (0.03─0.07)
4 1100 0.03 (0.01─0.05) 5900 0.05 (0.03─0.07) 4300 0.05 (0.03─0.07)
5 1200 0.04 (0.02─0.06) 5000 0.06 (0.04─0.08) 3800 0.06 (0.04─0.08)
6 1000 0.04 (0.02─0.06) 4200 0.06 (0.04─0.08) 3100 0.06 (0.04─0.08)
7 900 0.04 (0.02─0.06) 3600 0.07 (0.04─0.09) 2700 0.06 (0.04─0.08)
8 790 0.04 (0.02─0.06) 3100 0.07 (0.04─0.09) 2300 0.06 (0.04─0.08)
10 630 0.04 (0.02─0.06) 2700 0.08 (0.04─0.10) 1900 0.07 (0.04─0.09)
12 530 0.04 (0.02─0.06) 2200 0.08 (0.04─0.10) 1500 0.07 (0.04─0.09)
注1) 工具径DCは下穴径Dよりも大きく、下穴径に対して2倍未満の範囲で選択してください。
注2) 曲面・傾斜面へのセンタリングは送り量を小さくしてご使用ください。
注3) V溝加工およびコーナ面取り加工を行う場合は、切削条件を下げてご使用ください。
注4) びびり振動・異音が発生する場合は、ドウェルを短くする又は回転速度を下げてご使用ください。
注5) センタリングを行う場合、LU(使用可能長さ)を超えない範囲でご使用ください。
y上手な使い方
ドリルの保持 ドリル取付け 取付け時の振れ 薄板の穴加工 適切な給油の方法
NG
たわみが
発生する。
NG
OK
バックアップ
をする。
コレットチャックにて確実にクラ 溝部は絶対に保持しないでください。 振れ0.03mm以内。 給油箇所はドリル先端部にかけ
ンプしてください。 てください。
9
Page11
先端角SIG 90° 120° 145°
推奨切削条件 (mm)
軟鋼 (≦180HB) 炭素鋼・合金鋼 (180─280HB) 炭素鋼・合金鋼 (280─350HB)
被削材
SS400、S10C等 S45C、SCM440等 SNCM439等
回転速度 送り量 送り量 送り量DC (min-1) (Min.─Max.)
回転速度
(min-1) (Min.─Max.)
回転速度
(min-1) (Min.─Max.)(mm/rev) (mm/rev) (mm/rev)
1.0 9500 0.02 (0.01─0.03) 6300 0.02 (0.01─0.03) 4700 0.02 (0.01─0.03)
1.5 9500 0.02 (0.01─0.03) 7400 0.02 (0.01─0.03) 6300 0.02 (0.01─0.03)
2.0 9500 0.04 (0.03─0.05) 7900 0.04 (0.03─0.05) 7100 0.04 (0.03─0.05)
2.5 9500 0.04 (0.03─0.05) 8200 0.04 (0.03─0.05) 7600 0.04 (0.03─0.05)
3.0 7900 0.06 (0.04─0.08) 6800 0.06 (0.04─0.08) 6300 0.05 (0.03─0.07)
4.0 5900 0.06 (0.04─0.08) 5100 0.06 (0.04─0.08) 4700 0.05 (0.03─0.07)
5.0 5000 0.07 (0.05─0.09) 4400 0.07 (0.05─0.09) 4100 0.06 (0.04─0.08)
6.0 4200 0.07 (0.05─0.09) 3700 0.07 (0.05─0.09) 3400 0.06 (0.04─0.08)
7.0 3600 0.08 (0.05─0.10) 3100 0.08 (0.05─0.10) 2900 0.06 (0.04─0.08)
8.0 3100 0.08 (0.05─0.10) 2700 0.08 (0.05─0.10) 2500 0.06 (0.04─0.08)
10.0 2700 0.09 (0.05─0.11) 2300 0.09 (0.05─0.11) 2200 0.07 (0.04─0.09)
12.0 2200 0.09 (0.05─0.11) 1900 0.09 (0.05─0.11) 1800 0.07 (0.04─0.09)
16.0 1700 0.12 (0.10─0.14) 1500 0.12 (0.10─0.14) 1400 0.08 (0.06─0.10)
オーステナイト系ステンレス鋼 (≦200HB) ねずみ鋳鉄 (≦350MPa) ダクタイル鋳鉄 (≦450MPa)
被削材
SUS304、SUS316等 FC300等 FCD450等
DC 回転速度
送り量 送り量 送り量
(min-1) (Min.─Max.)
回転速度 回転速度
(mm/rev) (min
-1) (Min.─Max.)(mm/rev) (min
-1) (Min.─Max.)(mm/rev)
1.0 6300 0.01 (0.005─0.015) 9500 0.02 (0.01─0.03) 3100 0.02 (0.01─0.03)
1.5 4200 0.01 (0.005─0.015) 9500 0.02 (0.01─0.03) 5300 0.02 (0.01─0.03)
2.0 3100 0.04 (0.03─0.05) 9500 0.04 (0.03─0.05) 6300 0.04 (0.03─0.05)
2.5 2500 0.04 (0.03─0.05) 9500 0.04 (0.03─0.05) 7000 0.04 (0.03─0.05)
3.0 2100 0.04 (0.02─0.06) 7900 0.06 (0.04─0.08) 5800 0.06 (0.04─0.08)
4.0 1600 0.04 (0.02─0.06) 5900 0.06 (0.04─0.08) 4300 0.06 (0.04─0.08)
5.0 1200 0.06 (0.04─0.08) 5000 0.07 (0.05─0.09) 3800 0.07 (0.05─0.09)
6.0 1000 0.06 (0.04─0.08) 4200 0.07 (0.05─0.09) 3100 0.07 (0.05─0.09)
7.0 900 0.06 (0.04─0.08) 3600 0.08 (0.05─0.10) 2700 0.07 (0.05─0.09)
8.0 790 0.06 (0.04─0.08) 3100 0.08 (0.05─0.10) 2300 0.07 (0.05─0.09)
10.0 630 0.06 (0.04─0.08) 2700 0.09 (0.05─0.11) 1900 0.08 (0.05─0.10)
12.0 530 0.06 (0.04─0.08) 2200 0.09 (0.05─0.11) 1500 0.08 (0.05─0.10)
16.0 390 0.08 (0.06─0.10) 1700 0.12 (0.10─0.14) 1100 0.11 (0.09─0.13)
注1) 工具径DCは下穴径Dよりも大きく、下穴径に対して2倍未満の範囲で選択してください。
注2) 曲面・傾斜面へのセンタリングは送り量を小さくしてご使用ください。
注3) V溝加工およびコーナ面取り加工を行う場合は、切削条件を下げてご使用ください。
注4) びびり振動・異音が発生する場合は、ドウェルを短くする又は回転速度を下げてご使用ください。
注5) センタリングを行う場合、LU(使用可能長さ)を超えない範囲でご使用ください。
10
Page12
センタリング・面取り加工用ソリッドドリル
GKCD
リーディングドリル コバルトハイス 先端角60°90°120° 60° 90°DC>12
120°
P M K N S H
鋼 ステンレス鋼 鋳鉄 PL LF
図1
LU
LCF
OAL
PL LF
図2
LU
LCF
OAL
PL LF
KAPR 図3
LU
LCF
OAL
(mm)
DC SIG 在庫 呼 び 記 号 LU LCF OAL LF PL KAPR DCON 図
3.0 60° a GKCDD030P060 2.4 10 50 47.4 2.6 60° 3 1
4.0 60° a GKCDD040P060 3.3 12 52 48.5 3.4 60° 4 1
5.0 60° a GKCDD050P060 4.1 15 60 55.6 4.3 60° 5 1
6.0 60° a GKCDD060P060 4.9 20 66 60.8 5.2 60° 6 1
8.0 60° a GKCDD080P060 6.6 25 79 72.0 6.9 60° 8 1
10.0 60° a GKCDD100P060 8.3 25 89 80.3 8.6 60° 10 1
12.0 60° a GKCDD120P060 9.9 30 102 91.6 10.4 60° 12 1
3.0 90° a GKCDD030P090 1.4 10 50 48.5 1.5 45° 3 2
4.0 90° a GKCDD040P090 1.9 12 52 50.0 2.0 45° 4 2
5.0 90° a GKCDD050P090 2.4 15 60 57.5 2.5 45° 5 2
6.0 90° a GKCDD060P090 2.8 20 66 63.0 3.0 45° 6 2
8.0 90° a GKCDD080P090 3.8 25 79 75.0 4.0 45° 8 2
10.0 90° a GKCDD100P090 4.8 25 89 84.0 5.0 45° 10 2
12.0 90° a GKCDD120P090 5.7 30 102 96.0 6.0 45° 12 2
16.0 90° a GKCDD160P090 7.7 35 115 107.0 8.0 45° 16 2
20.0 90° a GKCDD200P090 9.6 40 131 121.0 10.0 45° 20 2
3.0 120° a GKCDD030P120 0.8 10 50 49.1 0.8 30° 3 3
4.0 120° a GKCDD040P120 1.1 12 52 50.8 1.1 30° 4 3
6.0 120° a GKCDD060P120 1.6 20 66 64.2 1.7 30° 6 3
8.0 120° a GKCDD080P120 2.2 25 79 76.7 2.3 30° 8 3
10.0 120° a GKCDD100P120 2.7 25 89 86.2 2.8 30° 10 3
12.0 120° a GKCDD120P120 3.3 30 102 98.6 3.4 30° 12 3
DC = 加工径 OAL = 全長 DCON = 取付け部径
LU = 使用可能長さ LF = 機能長さ SIG = 先端角
LCF = フルート長さ PL = 先端と肩部寸法差
a : 標準在庫品
11
DC DC
SIG SIG DC
SIG
DCON DCON DCON
Page13
推奨切削条件 (mm)
軟鋼 (≦180HB) 炭素鋼・合金鋼 (180─280HB) 炭素鋼・合金鋼 (280─350HB)
被削材
SS400、S10C等 S45C、SCM440等 SNCM439等
DC 回転速度 送り量 回転速度 送り量 回転速度 送り量(min-1) (mm/rev) (min-1) (mm/rev) (min-1) (mm/rev)
3.0 3800 0.06 2400 0.06 1200 0.04
4.0 2900 0.08 1800 0.08 910 0.05
5.0 2300 0.10 1400 0.10 730 0.05
6.0 1900 0.10 1200 0.10 610 0.06
8.0 1400 0.12 900 0.12 450 0.08
10.0 1100 0.15 710 0.15 360 0.10
12.0 950 0.15 600 0.15 300 0.12
16.0 720 0.20 450 0.20 220 0.16
20.0 560 0.25 360 0.20 180 0.20
オーステナイト系ステンレス鋼 (≦200HB) ねずみ鋳鉄 (≦350MPa) ダクタイル鋳鉄 (≦450MPa)
被削材
SUS304、SUS316等 FC300等 FCD450等
DC 回転速度 送り量 回転速度 送り量 回転速度 送り量(min-1) (mm/rev) (min-1) (mm/rev) (min-1) (mm/rev)
3.0 1100 0.06 3800 0.06 2600 0.06
4.0 800 0.08 2900 0.08 1900 0.08
5.0 640 0.10 2300 0.10 1500 0.08
6.0 530 0.10 1900 0.10 1300 0.08
8.0 400 0.12 1400 0.12 990 0.10
10.0 320 0.15 1100 0.15 790 0.13
12.0 270 0.15 950 0.15 660 0.13
16.0 200 0.20 720 0.20 490 0.18
20.0 160 0.25 560 0.25 390 0.22
注1) 下穴径Dに対して面取り加工を行う場合、工具径DCはD<DC<2Dの範囲でご使用ください。
注2) 曲面・傾斜面へのセンタリングは送り量を小さくしてご使用ください。
注3) コーナ面取り加工を行う場合は、切削条件を下げてご使用ください。
注4) びびり振動・異音が発生する場合は、ドウェルを短くする又は回転速度を下げてご使用ください。
注5) センタリングを行う場合、LU(使用可能長さ)を超えない範囲でご使用ください。
注6) 大径の工具で面取り加工を行う際は、実加工径に合わせ切削速度の選定ください。
12
Page14
センタリング・面取り加工用ソリッドドリル
切削性能
センタリングでの切削抵抗比較
従来品と比較し切削抵抗が低いことにより、動力の小さい小型自動旋盤での加工には最適です。
2000 <切削条件>
被 削 材 : S45C 加 工 形 態 : 湿式切削 外部給油
1800 従来品 A 使 用 工 具 : DLE1200S120P090 ø12 (塩素フリーエマルション)
1600 切 削 速 度 : vc = 60m/min 使 用 機 械 : 立形MC
送 り 量 : fr = 0.1mm/rev
1400
1200 従来品 B
1000 ø11mm狙い
800
600
400 DLE
200
0
0 0.5 1 1.5 2 2.5
時間 (sec.)
※時間軸の差は加工深さが異なるため
SUS304 小型自動旋盤によるセンタリング寿命比較
二段先端角形状とシンニングポケットのネガ刃形状および刃先処理により、異常欠損なく耐久性に優れ、寿
命延長が可能です。
<切削条件>
被 削 材 : SUS304 穴 深 さ : 穴径ø5mm狙い
DLE 継続可能 使 用 工 具 : DLE0600S060P090 加 工 形 態:湿式切削 外部給油切 削 速 度 : vc=25m/min (不水溶性切削油剤)
送 り 量 : fr = 0.06mm/rev 使 用 機 械:小型自動旋盤
従来品 A 欠損 DLE
従来品 B 折損
従来品 A
0 50 100 150 200 250 300
加工数( 穴)
SUS420J2相当 センタリング穴位置精度
ステンレス鋼の加工では、溶着による異常欠損が寿命を左右します。従来品が早期欠損したのに比べ、DLEは
耐久性に優れ寿命延長が可能です。
(mm) <切削条件>
0.05 被 削 材 : SUS420J2相当 穴 深 さ : 穴径ø5.5mm狙い
0.04 DLE ● 使 用 工 具 : DLE0600S060P090 加 工 形 態:湿式切削 外部給油
切 削 速 度 : vc =15m/min (塩素フリーエマルション)
0.03 送 り 量 : fr = 0.04mm/rev 使 用 機 械:立形MC
0.02
0.01 DLE 従来品 A 従来品 B
0
-0.05 -0.04 -0.03 -0.02 -0.01 0 0.01 0.02 0.03 0.04 0.05
-0.01
-0.02
-0.03
-0.04 90 穴加工後 早期欠損により測定不能 早期欠損により測定不能
-0.05
13
スラスト (N)
Page15
SUS304 センタリング寿命比較 先端角120°
<切削条件>
被 削 材 : SUS304 穴 深 さ : 穴径ø5.5mm狙い
使 用 工 具 : DLE0600S060P120 加 工 形 態:湿式切削 外部給油
切 削 速 度 : vc=20m/min (不水溶性切削油剤)
DLE 継続可能 送 り 量 : fr = 0.06mm/rev 使 用 機 械:立形MC
DLE 従来品
従来品 継続可能
0 200 400 600 800 1000 1200 びびり振動の発生により面品が低下
加工数( 穴)
SUS304 センタリング寿命比較 先端角60°
<切削条件>
被 削 材 : SUS304 穴 深 さ : 穴径ø5.5mm狙い
DLE 使 用 工 具 : DLE0600S060P060 加 工 形 態:湿式切削 外部給油切 削 速 度 : vc=15m/min (塩素フリーエマルション)
送 り 量 : fr= 0.02mm/rev 使 用 機 械:立形MC
継続可能
従来品 A 欠損 DLE 従来品 B
継続可能
従来品 B
0 200 400 600 800 1000 初期摩耗 外周切れ刃に微小な欠損
加工数( 穴)
SUS304 小径Φ2mmでの寿命比較
ステンレス鋼の加工において、DLEドリルは境界摩耗や耐熱性に優れ寿命延長が可能です。
<切削条件>
被 削 材 : SUS304 加 工 形 態:湿式切削 外部給油
DLE 使 用 工 具 : DLE0200S030P090 (水溶性切削油剤)切 削 速 度 : vc=30m/min 使 用 機 械:立形MC
送 り 量 : fr= 0.045mm/rev
継続可能
従来品 A 欠損 DLE
2400 穴加工後
従来品 A
従来品 B 欠損 1500 穴加工後欠損
0 500 1000 1500 2000 2500 従来品 B
600 穴加工後欠損
加工数( 穴)
14
Page16
使用例
使 用 工 具 DLE0400S040P090 DLE0600S060P090
S10C(装置部品) SUS304(機械部品)
センタリングと
面取り加工
加 工 物
センタリングと
面取り加工
切 切削速度 vc (m/min) 30 25
削
条 送 り 量 fr (mm/rev) 0.045 0.05
件 加工穴径 (mm) ø3 ø5
加 工 形 態 湿式切削 外部給油(塩素フリーエマルション) 湿式切削 外部給油(油性)
使 用 機 械 複合旋盤、工具回転 小型自動旋盤
結 果
バリを抑制 200穴以上加工
加工面良好・工具損傷なし
従来品と比較しDLEは、バリが小さく加工面も良好となり、 従来品が頻繁にチッピングを起こしていたのに対し、DLEは
寿命延長を図ることが可能となりました。 安定加工により、工具損傷なしで200穴加工できました。
使 用 工 具 DLE0300S030P090 DLE0200S030P090 D
SUS303(エンジン部品) SUS303(エンジン部品) L
加 工 物 E
センタリングと面取り加工 ø0.6mm穴のセンタリング /G
切 切削速度 vc (m/min) 25 38
削
条 送 り 量 fr (mm/rev) 0.04 0.02 K
件 加工穴径 (mm) ø2.0 ø0.6
加 工 形 態 湿式切削 外部給油(油性) 曲面 湿式切削 外部給油(油性)
使 用 機 械 小型自動旋盤 小型自動旋盤 C
加工後のすくい面比較
DLE 従来品 D
DLE 従来品
結 果 欠損
60穴加工後 1穴加工後
60000穴 30000穴
従来品は1穴でバリが発生したのに対し、DLEは60穴加工 DLEは従来品と比較し2倍の寿命となり、欠損もなく加工
後も突発欠損はなく面品位が良好でした。 できました。
顧客使用事例により推奨条件と異なる場合があります。
安全について
●切れ刃や切りくずには直接素手で触らないでください。 ●推奨条件の範囲内で使用し、工具交換は早めに行ってください。 ●高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがねな
どの保護具を使用してください。 ●不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。 ●インサートや部品の取付けは、付属のレンチやドライバーを用いて確実に取り付けてください。 ●工具を回転して使用する場
合、必ず試運転を実施し振れ、振動、異常音がないことを確認してください。
加工事業カンパニー
国内営業統括部 03-5819-5251 http://carbide.mmc.co.jp/
北海道・東北・上信越ブロック 東 海 ブ ロ ッ ク 九 州 ・ 中 国 ブ ロ ッ ク
苫 小 牧 営 業 所 0144-57-7007 浜 松 営 業 所 053-450-2030 広 島 営 業 所 082-221-4457 ●電話技術相談室(携帯電話からも通話可能です)
仙 台 営 業 所 022-221-3230 安 城 営 業 所 0566-77-3411 福 岡 営 業 所 092-436-4664 ヨ イ 工 具
新 潟 営 業 所 025-247-0155 名 古 屋 営 業 所 052-684-5536
小 山 営 業 所 0285-25-8380
太 田 営 業 所 0276-47-3422 近 畿 ・ 北 陸 ブ ロ ッ ク 0120-34-4159
上 田 営 業 所 0268-23-7788 金 沢 営 業 所 076-233-5701
関 東 ブ ロ ッ ク 栗 東 営 業 所 077-554-8570
東 京 営 業 所 03-5819-5251 大 阪 営 業 所 06-6355-1051
横 浜 営 業 所 045-332-6921 明 石 営 業 所 078-934-6815
富 士 営 業 所 0545-65-8817 岡 山 営 業 所 086-435-1871
(仕様はお断りせずに変更する場合がありますのでご了承ください) EXP-18-E001
2021.1.E( - )