




フライス加工における切削寿命の基準を覆すコーティング技術の確立
このカタログについて
| ドキュメント名 | 転削加工用コーテッド超硬材種 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 1.9Mb |
| 取り扱い企業 | 三菱マテリアル株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
TOOL NEWS 2020.11 改訂B270J
転削加工用コーテッド超硬材種
MV1020 インサート 追加
切削寿命の基準を覆す
DIAEDGE主要カッタに搭載完了
VPX、WWX400インサート追加
WJX,VPXインサート追加(2020年7月)
WWX、WJX、AHXインサート追加(2020年5月)
Page2
転削加工用コーテッド超硬材種
MV1020
進化した耐摩耗性
新開発Al-Richコーティング技術の採用により、高いAl含有比率と
高い硬さを兼ね備える(Al,Ti)N膜を採用し、硬さに加え耐酸化性も
大幅に向上させたことで、極めて優れた耐摩耗性を実現しました。
進化した耐熱衝撃性
極めて熱に強く、乾式切削はもちろん従来熱亀裂の発生しやす
かった湿式切削においても、優れた加工安定性を実現しました。
優れた耐溶着性
平滑化した表面
極めて優れた耐摩耗性
新開発Al-Richコーティング
安定加工を実現する優れた耐チッピング性
新開発中間層
安定性を極める耐欠損性
*イメージ図 専用超硬合金母材
1
Page3
切削寿命の基準を覆す
コーティング技術が完成
その理由は
新開発Al-Rich(アルミリッチ)コーティング
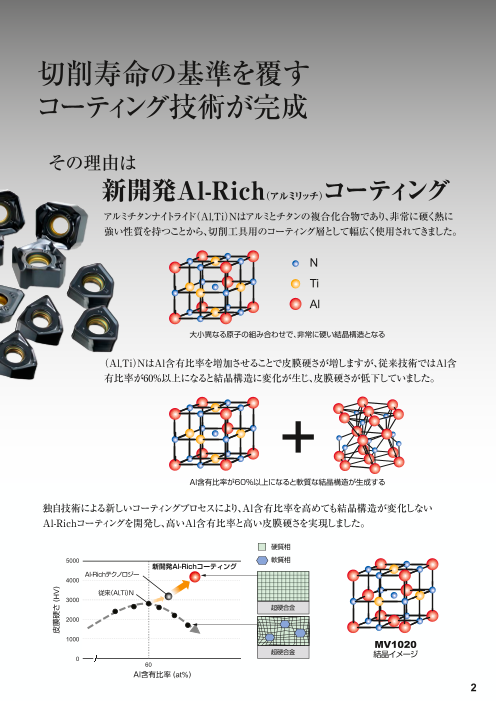
アルミチタンナイトライド(Al,Ti)Nはアルミとチタンの複合化合物であり、非常に硬く熱に
強い性質を持つことから、切削工具用のコーティング層として幅広く使用されてきました。
N
Ti
Al
大小異なる原子の組み合わせで、非常に硬い結晶構造となる
(Al,Ti)NはAl含有比率を増加させることで皮膜硬さが増しますが、従来技術ではAl含
有比率が60%以上になると結晶構造に変化が生じ、皮膜硬さが低下していました。
Al含有比率が60%以上になると軟質な結晶構造が生成する
独自技術による新しいコーティングプロセスにより、Al含有比率を高めても結晶構造が変化しない
Al-Richコーティングを開発し、高いAl含有比率と高い皮膜硬さを実現しました。
硬質相
5000 軟質相
新開発Al-Richコーティング
Al-Richテクノロジー
4000
従来(Al,Ti)N
3000
超硬合金
2000
1000 MV1020
超硬合金
0 結晶イメージ
60
Al含有比率 (at%)
2
皮膜硬さ (HV)
Page4
転削加工用コーテッド超硬材種
インサート (mm)
P 鋼 切削状態(目安):
M ステンレス鋼 :安定切削 :一般切削 被削材 :不安定切削K 鋳鉄 ホーニング:
E:丸ホーニング S:コンビネーションホーニング
コーティング
対応カッタ ホー
用途 インサート 呼 び 記 号
精
度 ニ IC S BS RE S1 形 状
外観 ング
低抵抗形 WWX400 6NGU1409040PNER-L G E a 14.0 7.0 1.7 0.4 9.0
低抵抗形 6NGU1409080PNER-L G E a 14.0 7.0 1.3 0.8 9.0
汎用 6NMU1409040PNER-M M E a 14.0 7.0 1.7 0.4 9.0
RE
汎用 6NMU1409080PNER-M M E a 14.0 7.0 1.3 0.8 9.0 BS S
IC S1
刃先強化形 6NMU1409080PNER-R M E a 14.0 7.0 1.3 0.8 9.0
低抵抗形 WSX445 SNGU140812ANER-L G E a 14.0 8.4 1.5 1.2 − BS
汎用 SNGU140812ANER-M G E a 14.0 8.4 1.5 1.2 − RE
汎用 SNMU140812ANER-M M E a 14.0 8.4 1.5 1.2 −
刃先強化形 SNMU140812ANER-R M E a 14.0 8.4 1.5 1.2 − IC 6.3
刃先強化形 SNMU140812ANER-H M E a 14.0 8.4 1.5 1.2 − S
低抵抗形 WJX JOMU090512ZZER-L M E a 9.525 4.73 0.88 1.2 −
低抵抗形 JOMU140715ZZER-L M E a 14.0 6.58 1.3 1.5 −
汎用 JOMU090512ZZER-M M E a 9.525 4.75 0.88 1.2 − RE
S
汎用 JOMU140715ZZER-M M E a 14.0 6.63 1.3 1.5 − BIC S
刃先強化形 JOMU090512ZZER-R M E a 9.525 4.83 0.88 1.2 −
刃先強化形 JOMU140715ZZER-R M E a 14.0 6.75 1.3 1.5 −
低抵抗形 AHX440/475 NNMU130508ZEN-M M E a 13.4 5.77 1.0 0.8 −
汎用 NNMU130508ZER-L M E a 13.4 5.57 1.0 0.8 −
汎用 NNMU130532ZEN-M M E a 13.4 5.57 − 3.2 −
刃先強化形 NNMU130532ZEN-R M E a 13.4 5.47 − 3.2 − BS RE
IC S
仕上げ-軽切削用 ASX445 SEET13T3AGEN-JL E E a 13.4 3.97 1.9 1.5 −
RE
軽-荒切削用 SEMT13T3AGSN-JM M S a 13.4 3.97 1.9 1.5 − BS
RE
中-重切削用 SEMT13T3AGSN-JH M S a 13.4 3.97 1.9 1.5 − KRINS 45°
AN
鋳鉄荒切削用 SEMT13T3AGSN-FT M S a 13.4 3.97 1.9 1.5 − IC S 20°
仕上げ-軽切削用 ASX400 SOET12T308PEER-JL E E a 12.7 3.97 1.4 0.8 −
軽-荒切削用 SOMT12T308PEER-JM M E a 12.7 3.97 1.4 0.8 − RE
中-重切削用 SOMT12T308PEER-JH M E a 12.7 3.97 1.4 0.8 −
重・断続切削用 SOMT12T320PEER-FT M E a 12.7 3.97 0.5 2.0 − IC S
a : 標準在庫品
3 (インサートは、1ケース 10 個入りです)
MV1020
BS
Page5
(mm)
P 鋼 切削状態(目安):
M ステンレス鋼
被削材 :安定切削
:一般切削 :不安定切削
K 鋳鉄 ホーニング:
E:丸ホーニング S:コンビネーションホーニング
コーティング
対応カッタ ホ
精 ー用途 インサート 呼 び 記 号 度 ニ L RE LE S BS 形 状
外観 ング
低抵抗形 VPX200 LOGU0904020PNER-L G E a 8.7 0.2 7.6 4.3 1.7
LOGU0904040PNER-L G E a 8.7 0.4 7.6 4.3 1.5
LOGU0904080PNER-L G E a 8.7 0.8 7.6 4.3 1.2
LOGU0904100PNER-L G E a 8.7 1.0 7.6 4.3 1.0
LOGU0904120PNER-L G E a 8.7 1.2 7.6 4.3 0.8
LOGU0904160PNER-L G E a 8.7 1.6 7.6 4.3 0.5
VPX300 LOGU1207020PNER-L G E a 12.4 0.2 11.3 7.0 3.0
LOGU1207040PNER-L G E a 12.4 0.4 11.3 7.0 2.8 RE
BS
LOGU1207080PNER-L G E a 12.4 0.8 11.3 7.0 2.6
LOGU1207100PNER-L G E a 12.4 1.0 11.3 7.0 2.5
LOGU1207120PNER-L G E a 12.4 1.2 11.3 7.0 2.4
S
LOGU1207160PNER-L G E a 12.4 1.6 11.3 7.0 1.8
LOGU1207200PNER-L G E a 12.4 2.0 11.3 7.0 1.4
LOGU1207240PNER-L G E a 12.4 2.4 11.3 7.0 1.2
LOGU1207300PNER-L G E a 12.4 3.0 11.3 7.0 0.6
LOGU1207320PNER-L G E a 12.4 3.2 11.3 7.0 0.4 規格は右勝手(R)のみです。
汎用 VPX200 LOGU0904020PNER-M G E a 8.7 0.2 7.6 4.3 1.7
LOGU0904040PNER-M G E a 8.7 0.4 7.6 4.3 1.6
LOGU0904080PNER-M G E a 8.7 0.8 7.6 4.3 1.2
LOGU0904100PNER-M G E a 8.7 1.0 7.6 4.3 1.0
LOGU0904120PNER-M G E a 8.7 1.2 7.6 4.3 0.9
LOGU0904160PNER-M G E a 8.7 1.6 7.6 4.3 0.5
VPX300 LOGU1207020PNER-M G E a 12.4 0.2 11.3 7.0 3.0
LOGU1207040PNER-M G E a 12.4 0.4 11.3 7.0 2.8
RE
LOGU1207080PNER-M G E a 12.4 0.8 11.3 7.0 2.4 BS
LOGU1207100PNER-M G E a 12.4 1.0 11.3 7.0 2.3
LOGU1207120PNER-M G E a 12.4 1.2 11.3 7.0 2.1
LOGU1207160PNER-M G E a 12.4 1.6 11.3 7.0 1.7 S
LOGU1207200PNER-M G E a 12.4 2.0 11.3 7.0 1.4
LOGU1207240PNER-M G E a 12.4 2.4 11.3 7.0 1.0
LOGU1207300PNER-M G E a 12.4 3.0 11.3 7.0 0.5
LOGU1207320PNER-M G E a 12.4 3.2 11.3 7.0 0.3 規格は右勝手(R)のみです。
4
MV1020
LE LE
L L
Page6
転削加工用コーテッド超硬材種
幅広い切削速度に対応(WSX445乾式切削)
P MV1020
軟鋼
硬さ≦180HB MP6120
MP6130
MV1020
炭素鋼・合金鋼
硬さ180-280HB MP6120
MP6130
MV1020
炭素鋼・合金鋼
硬さ280-350HB MP6120
MP6130
M MV1020
析出硬化系ステンレス鋼
硬さ≦450HB MP7130
VP15TF
K MV1020
ダクタイル鋳鉄
引張り強さ≦450MPa MC5020
VP15TF
MV1020
ダクタイル鋳鉄 MC5020
引張り強さ>450MPa
VP15TF
100 200 300
切削速度 vc (m/min)
5
Page7
推奨切削条件
y WWX400 切削速度 乾式切削 (mm)
切込み量 ae
被削材 特性 切削状態 材種 0.5DC≧ 0.8DC≧ DC(溝)
切削速度 vc (m/min)
P 硬さ 300(250─350) 280(230─330) 250(200─300)軟鋼 ≦180HB MV1020 290(240─340) 260(210─320) 240(190─290)
硬さ 260(210─310) 240(190─280) 210(160─260)炭素鋼・合金鋼 180─350HB MV1020 250(200─300) 230(180─270) 200(150─250)
M 析出硬化系 硬さ 170(150─190) ─ ─
ステンレス鋼 <450HB MV1020 160(140─180) ─ ─
K 引張り強さ 240(200─310) 220(170─280) 200(150─260)
≦450MPa MV1020 230(190─300) 210(160─270) 190(140─250)
ダクタイル鋳鉄
引張り強さ 210(160─280) 190(140─250) 160(120─210)
≦800MPa MV1020 200(150─270) 180(130─240) 150(110─200)
y WWX400 切削速度 湿式切削 (mm)
切込み量 ae
被削材 特性 切削状態 材種 0.5DC≧ 0.8DC≧ DC(溝)
切削速度 vc (m/min)
P 硬さ 220(210─230) 190(180─210) 180(160─190)軟鋼 ≦180HB MV1020 210(200─220) 180(170─200) 170(150─180)
硬さ 200(190─210) 170(160─190) 160(150─170)炭素鋼・合金鋼 180─350HB MV1020 190(180─200) 160(150─180) 150(140─160)
M 析出硬化系 硬さ 130(120─140) ─ ─
ステンレス鋼 <450HB MV1020 120(110─130) ─ ─
K 引張り強さ 200(180─240) 180(150─220) 150(130─200)
≦450MPa MV1020 190(170─230) 170(140─210) 140(120─190)
ダクタイル鋳鉄
引張り強さ 180(170─210) 160(150─190) 140(120─160)
≦800MPa MV1020 170(160─200) 150(140─180) 120(110─150)
注1) 切込み量ap 2mmにて推奨切削速度を算出しています。切込み量の増加に応じて適時切削速度を下げてください。
y WWX400 切込み量と送り量 (mm)
切込み量 ae
0.5DC≧ 0.8DC≧ DC(溝)
被削材 特性 加工状態 材種 加工
ブレーカ 切込み量 送り量 ブレーカ 切込み量 送り量 ブレーカ 切込み量 送り量
形態
ap fz (mm/t.) ap fz (mm/t.) ap fz (mm/t.)
P L─M ≦4.0 0.13 L─M ≦3.0 0.13 0.13 乾式
軟鋼 硬さ MV1020 (0.10─0.15) (0.10─0.15)
L─M ≦2.0 (0.10─0.15) 湿式
≦180HB M─R ≦4.0 0.16 0.16 乾式 (0.10─0.20) M─R ≦3.0 (0.10─0.20) ─ ─ ─ 湿式
硬さ L─M ≦4.0
0.13 L─M ≦3.0 0.13 L─M ≦2.0 0.13 乾式
炭素鋼・合金鋼 MV1020 (0.10─0.15) (0.10─0.15) (0.10─0.15) 湿式180─350HB M─R ≦4.0 0.16 0.16 乾式 (0.10─0.20) M─R ≦3.0 (0.10─0.20) ─ ─ ─ 湿式
M
析出硬化系 硬さ
ステンレス鋼 <450HB MV1020 L─M ≦2.0
0.13
(0.1─0.15) ─ ─ ─ ─ ─ ─
乾式
湿式
K
引張り強さ L─M ≦4.0
0.13 0.13 0.13 乾式
MV1020 (0.10─0.15)
L─M ≦3.0 (0.10─0.15) L─M ≦2.0 (0.10─0.15) 湿式
≦450MPa M─R ≦4.0 0.16 M─R ≦3.0 0.16(0.10─0.20) (0.10─0.20) ─ ─ ─
乾式
ダクタイル鋳鉄 湿式
L─M ≦4.0 0.13 0.13 0.13 乾式 引張り強さ MV1020 (0.10─0.15)
L─M ≦3.0 (0.10─0.15) L─M ≦2.0 (0.10─0.15) 湿式
≦800MPa M─R ≦4.0 0.16 0.16 乾式 (0.10─0.20) M─R ≦3.0 (0.10─0.20) ─ ─ ─ 湿式
注1) 切削条件は、上表を参考に使用環境に合わせて設定ください。
6
Page8
転削加工用コーテッド超硬材種
推奨切削条件
y WSX445 乾式切削 (mm)
切削領域別送り量 fz と切込み量 ap
切削速度
被削材 特性 材種 vc 仕上げ―軽切削 軽切削領域 中切削領域 荒切削領域 重切削領域
(m/min)
fz (mm/t.) ap fz (mm/t.) ap fz (mm/t.) ap fz (mm/t.) ap fz (mm/t.) ap
P Lブレーカ L,Mブレーカ Mブレーカ M,Rブレーカ R,Hブレーカ
軟鋼 硬さ MV1020 300 0.15 0.15 0.2 0.2 0.25≦180HB (200─400) (0.1─0.2) ≦1.0 (0.1─0.2) ≦2.0 (0.15─0.25) ≦3.0 (0.15─0.25) ≦4.0 (0.2─0.3) ≦5.0
硬さ MV1020 260 0.15 ≦1.0 0.15 ≦2.0 0.2 0.2 0.25180-280HB (170─350) (0.1─0.2) (0.1─0.2) (0.15─0.25) ≦3.0 (0.15─0.25) ≦4.0 (0.2─0.3) ≦5.0
炭素鋼・合金鋼
硬さ MV1020 180 0.15 0.15 0.2 0.2 0.25280-350HB (100─250) (0.1─0.2) ≦1.0 (0.1─0.2) ≦2.0 (0.15─0.25) ≦3.0 (0.15─0.25) ≦4.0 (0.2─0.3) ≦5.0
M Lブレーカ L,Mブレーカ Mブレーカ M,Rブレーカ R,Hブレーカ
析出硬化系 硬さ MV1020 170 0.15 0.15 0.2ステンレス鋼 ≦450HB (120─220) (0.1─0.2) ≦1.0 (0.1─0.2) ≦2.0 (0.15─0.25) ≦3.0 ─ ─ ─ ─
K Lブレーカ L,Mブレーカ Mブレーカ M,Rブレーカ R,Hブレーカ
引張り強さ MV1020 240 0.15 ≦1.0 0.15 ≦2.0 0.2≦450MPa (130─350) (0.1─0.2) (0.1─0.2) (0.15─0.25) ≦3.0
0.2 0.25
(0.15─0.25) ≦4.0 (0.2─0.3) ≦5.0
ダクタイル鋳鉄
引張り強さ
>450MPa MV1020
220 0.15 ≦1.0 0.15 0.2 0.2 0.25(80─350) (0.1─0.2) (0.1─0.2) ≦2.0 (0.15─0.25) ≦3.0 (0.15─0.25) ≦4.0 (0.2─0.3) ≦5.0
y WSX445 湿式切削 (mm)
切削領域別送り量 fz と切込み量 ap
切削速度
被削材 特性 材種 vc 仕上げ―軽切削 軽切削領域 中切削領域 荒切削領域 重切削領域
(m/min)
fz (mm/t.) ap fz (mm/t.) ap fz (mm/t.) ap fz (mm/t.) ap fz (mm/t.) ap
P Lブレーカ L,Mブレーカ Mブレーカ M,Rブレーカ R,Hブレーカ
軟鋼 硬さ MV1020 220 0.15 0.15 0.2 0.2 0.25≦180HB (120─320) (0.1─0.2) ≦1.0 (0.1─0.2) ≦2.0 (0.15─0.25) ≦3.0 (0.15─0.25) ≦4.0 (0.2─0.3) ≦5.0
硬さ MV1020 200 0.15 ≦1.0 0.15180-280HB (100─300) (0.1─0.2) (0.1─0.2) ≦2.0
0.2 0.2 0.25
(0.15─0.25) ≦3.0 (0.15─0.25) ≦4.0 (0.2─0.3) ≦5.0
炭素鋼・合金鋼
硬さ MV1020 150 0.15 0.15 0.2 0.2 0.25280-350HB (100─200) (0.1─0.2) ≦1.0 (0.1─0.2) ≦2.0 (0.15─0.25) ≦3.0 (0.15─0.25) ≦4.0 (0.2─0.3) ≦5.0
M Lブレーカ L,Mブレーカ Mブレーカ M,Rブレーカ R,Hブレーカ
析出硬化系 硬さ MV1020 130 0.15 0.15 0.2ステンレス鋼 ≦450HB (90─170) (0.1─0.2) ≦1.0 (0.1─0.2) ≦2.0 (0.15─0.25) ≦3.0 ─ ─ ─ ─
K Lブレーカ L,Mブレーカ Mブレーカ M,Rブレーカ R,Hブレーカ
引張り強さ 200 0.15 0.15 0.2 0.2 0.25
≦450MPa MV1020 (130─250) (0.1─0.2) ≦1.0 (0.1─0.2) ≦2.0 (0.15─0.25) ≦3.0 (0.15─0.25) ≦4.0 (0.2─0.3) ≦5.0
ダクタイル鋳鉄
引張り強さ MV1020 180 0.15 0.15 0.2 0.2 0.25>450MPa (80─230) (0.1─0.2) ≦1.0 (0.1─0.2) ≦2.0 (0.15─0.25) ≦3.0 (0.15─0.25) ≦4.0 (0.2─0.3) ≦5.0
7
Page9
切削状態(目安):
:安定切削 :一般切削 :不安定切削
y WJX09
最大切削径 最大切削径
DCX=25, 28 DCX=25, 28 最大切削径 (mm)
被削材 特性 材種 切削速度 ブレーカ 切込み量 vc (m/min) ap 刃数=2 刃数=3
DCX≧32 加工
形態
送り量 送り量 送り量
fz (mm/t.) fz (mm/t.) fz (mm/t.)
P ≦0.5 1.3(0.4─2.0) 1.3(0.4─2.0) 1.5(0.5─2.0) 乾式
M, R ≦1.0 1.0(0.3─1.3) 0.8(0.3─1.0) 1.2(0.4─1.5) 乾式
軟鋼 硬さ MV1020 230(180─280)≦180HB ≦1.5 0.6(0.3─1.0) ─ 0.8(0.4─1.2)
乾式
≦0.5 1.2(0.4─1.6) 1.2(0.4─1.6) 1.2(0.4─1.6) 乾式
L
≦1.0 0.8(0.3─1.2) 0.8(0.3─1.0) 1.0(0.4─2.5) 乾式
≦0.5 1.3(0.4─1.7) 1.3(0.4─1.7) 1.5(0.4─2.0) 乾式
M, R ≦1.0 0.8(0.3─1.0) 0.7(0.3─0.9) 1.0(0.3─1.3) 乾式
炭素鋼・合金鋼 硬さ180─350HB MV1020 220(170─270) ≦1.5 0.5(0.3─0.7) ─ 0.7(0.3─1.0) 乾式
≦0.5 1.2(0.3─1.5) 1.2(0.3─1.5) 1.2(0.3─1.5) 乾式
L
≦1.0 0.7(0.2─1.0) 0.7(0.2─0.9) 0.7(0.2─1.0) 乾式
M ≦0.5 0.6(0.3─0.8) 0.6(0.3─0.8) 0.6(0.3─0.8) 乾式L
析出硬化系 硬さ ≦1.0 0.5(0.2─0.7) 0.5(0.2─0.7) 0.5(0.2─0.7) 乾式
ステンレス鋼 <450HB MV1020 170(120─220) ≦0.5 0.7(0.3─1.0) 0.7(0.3─1.0) 0.7(0.3─1.0) 乾式
M
≦1.0 0.6(0.3─0.7) 0.6(0.3─0.7) 0.6(0.3─0.7) 乾式
K ≦0.5 1.3(0.4─1.7) 1.3(0.4─1.7) 1.5(0.4─2.0) 乾式
M, R ≦1.0 0.8(0.3─1.0) 0.7(0.3─0.9) 1.0(0.3─1.3) 乾式
引張り強さ
≦450MPa MV1020 210(160─260) ≦1.5 0.5(0.3─0.7) ─ 0.7(0.3─1.0) 乾式
≦0.5 1.0(0.3─1.3) 1.0(0.3─1.3) 1.0(0.3─1.3) 乾式
L
ダクタイル鋳鉄 ≦1.0 0.8(0.2─1.0) 0.7(0.2─0.9) 0.8(0.2─1.2) 乾式
≦0.5 1.0(0.2─1.5) 1.0(0.2─1.5) 1.3(0.3─1.7) 乾式
M, R
引張り強さ ≦1.0 0.8(0.2─1.0) 0.6(0.2─0.8) 1.0(0.3─1.2) 乾式
≦800MPa MV1020 190(140─240) ≦0.5 0.8(0.3─1.2) 0.8(0.3─1.2) 0.8(0.3─1.2) 乾式
L
≦1.0 0.5(0.2─0.8) 0.5(0.2─0.8) 0.5(0.2─0.8) 乾式
y WJX09ブレーカの使い分け (mm)
Lブレーカ Mブレーカ Rブレーカ
被削材 特性
切削状態 切込み量 切削状態 切込み量 切削状態 切込み量 ap ap ap
P 軟鋼 硬さ ≦180HB ≦1.0 ≦1.5 ≦1.5
炭素鋼・合金鋼 硬さ 180─350HB ≦1.0 ≦1.5 ≦1.5
M 析出硬化系 硬さ
ステンレス鋼 <450HB ≦1.0 ≦1.0 ─ ─
K 引張り強さ
≦450MPa ≦1.0 ≦1.5 ≦1.5
ダクタイル鋳鉄
引張り強さ
≦800MPa ≦1.0 ≦1.0 ≦1.0
注1) 確実な切りくず排出のため、エアブローを推奨します。エアブローで切りくず排出効果が低い場合には湿式切削でご使用ください。
注2) 湿式切削では乾式切削に比べて寿命が低下する場合があります。切削速度については上表に75%を掛けてご使用ください。
注3) 大きなびびり振動が発生した場合は切込み量、1刃当たりの送り量、切削速度の順に下げてご使用ください。
注4) 断続切削時には上表の切削速度に80%、上表の1刃当たりの送り量に80%程度を掛けてご使用ください。
注5) apを1.2mmより大きく設定する場合は、壁際の加工やランピング加工などを避けてご使用ください。
8
Page10
転削加工用コーテッド超硬材種
推奨切削条件
y WJX14 (mm)
切削速度 切込み量 最大切削径 DCX=50, 52 最大切削径 DCX≧63被削材 特性 材種 加工 vc (m/min) ブレーカ ap 送り量 fz (mm/t.) 送り量 fz (mm/t.) 形態
P ≦1.0 1.5(0.6─2.5) 1.7(0.6─2.8) 乾式
≦1.5 1.3(0.6─2.0) 1.5(0.6─2.5) 乾式
M,R ≦2.0 1.2(0.6─2.0) 1.3(0.6─2.5) 乾式
硬さ ≦2.5MV1020 0.8(0.3─1.5) 1.0(0.3─1.6)
乾式
軟鋼 220≦180HB (
170−270)
≦3.0 0.4(0.2─1.0) 0.5(0.2─1.2) 乾式
≦1.0 1.2(0.4─2.0) 1.2(0.4─2.0) 乾式
L ≦1.5 1.0(0.4─1.8) 1.0(0.4─2.5) 乾式
≦2.0 0.8(0.4─1.7) 0.8(0.4─1.7) 乾式
≦1.0 1.5(0.5─2.0) 1.7(0.5─2.5) 乾式
≦1.5 1.2(0.5─1.7) 1.3(0.5─2.2) 乾式
M,R ≦2.0 1.0(0.5─1.5) 1.2(0.5─2.0) 乾式
硬さ ≦2.5 0.7(0.3─1.2) 0.9(0.3─1.5) 乾式炭素鋼・合金鋼 180─350HB MV1020 200(150─250) ≦3.0 0.3(0.2─0.8) 0.4(0.2─1.0) 乾式
≦1.0 1.0(0.3─1.7) 1.0(0.3─1.7) 乾式
L ≦1.5 0.8(0.3─1.5) 0.8(0.3─1.5) 乾式
≦2.0 0.7(0.3─1.2) 0.7(0.3─1.2) 乾式
M ≦1.0 0.8(0.4─1.0) 0.8(0.4─1.0) 乾式M
析出硬化系 硬さ ≦1.5 0.8(0.4─0.8) 0.8(0.4─0.8) 乾式
ステンレス鋼 <450HB MV1020 170(120─220) ≦1.0 0.6(0.3─1.0) 0.6(0.3─1.0) 乾式
L
≦1.5 0.6(0.3─0.8) 0.6(0.3─0.8) 乾式
K ≦1.0 1.5(0.5─2.0) 1.7(0.5─2.5) 乾式
≦1.5 1.3(0.5─1.8) 1.5(0.5─2.0) 乾式
M ≦2.0 1.2(0.5─1.8) 1.3(0.5─2.0) 乾式
引張り強さ ≦2.5 0.7(0.3─1.2) 0.9(0.3─1.5) 乾式
≦450MPa MV1020 200(150─250) ≦3.0 0.3(0.2─0.8) 0.4(0.2─1.0) 乾式
≦1.0 1.2(0.3─2.0) 1.2(0.3─2.0) 乾式
L ≦1.5 1.0(0.3─1.7) 1.0(0.3─1.7) 乾式
ダクタイル鋳鉄
≦2.0 0.8(0.3─1.5) 0.8(0.3─1.5) 乾式
≦1.0 1.3(0.4─1.8) 1.5(0.4─2.0) 乾式
M ≦1.5 1.2(0.4─1.5) 1.3(0.4─1.8) 乾式
引張り強さ ≦2.0 1.0(0.4─1.5) 1.2(0.4─1.8) 乾式
≦800MPa MV1020 180(130─230) ≦1.0 1.0(0.3─1.7) 1.0(0.3─1.7) 乾式
L ≦1.5 0.8(0.3─1.5) 0.8(0.3─1.5) 乾式
≦2.0 0.7(0.3─1.2) 0.7(0.3─1.2) 乾式
y WJX14ブレーカの使い分け (mm)
Lブレーカ Mブレーカ Rブレーカ
被削材 特性
切削状態 切込み量 切削状態 切込み量 切削状態 切込み量 ap ap ap
P 軟鋼 硬さ ≦180HB ≦2.0 ≦3.0 ≦3.0
炭素鋼・合金鋼 硬さ 180─350HB ≦2.0 ≦3.0 ≦3.0
M 析出硬化系 硬さ
ステンレス鋼 <450HB ≦1.5 ≦1.5 ─ ─
K 引張り強さ
≦450MPa ≦2.0 ≦3.0 ─ ─
ダクタイル鋳鉄
引張り強さ
≦800MPa ≦2.0 ≦2.0 ─ ─
注1) 確実な切りくず排出のため、エアブローを推奨します。エアブローで切りくず排出効果が低い場合には湿式切削でご使用ください。
注2) 湿式切削では乾式切削に比べて寿命が低下する場合があります。切削速度については上表に75%を掛けてご使用ください。
注3) 大きなびびり振動が発生した場合は切込み量、1刃当たりの送り量、切削速度の順に下げてご使用ください。
注4) 断続切削時には上表の切削速度に80%、上表の1刃当たりの送り量に80%程度を掛けてご使用ください。
注5) apを2mmより大きく設定する場合は、壁際の加工やランピング加工などを避けてご使用ください。
9
Page11
切削状態(目安):
:安定切削 :一般切削 :不安定切削
y VPX200/300 乾式切削 (mm)
材種 切込み量 ae
被削材 特性 切削状態 第一 第二 ≦0.25DC 0.25-0.5DC 0.5-0.75DC DC(溝)
推奨 推奨 切削速度 vc (m/min)
P 軟鋼 硬さ ≦180HB L M 280(220─330) 270(210─320) 220(170─260) 220(170─260)
硬さ
180─280HB L M 220(170─260) 210(160─240) 170(130─200) 170(130─200)炭素鋼・合金鋼 硬さ
280─350HB L M 180(140─210) 170(130─200) 140(110─160) 140(110─160)
M 析出硬化系 硬さ
ステンレス鋼 <450HB L M 150(120─180) 140(90─160) 100(70─130) 100(70─130)
K 引張り強さ
≦ 450MPa M L 200(150─280) 190(140─270) 170(130─240) 170(130─240)
ダクタイル鋳鉄
引張り強さ
≦800MPa M L 180(140─250) 170(130─240) 150(120─210) 150(120─210)
y VPX200/300 湿式切削 (mm)
材種 切込み量 ae
被削材 特性 切削状態 第一 第二 ≦0.25DC 0.25-0.5DC 0.5-0.75DC DC(溝)
推奨 推奨 切削速度 vc (m/min)
P 軟鋼 硬さ ≦180HB L M 210(150─290) 200(140─270) 150(110─180) 150(110─180)
硬さ
180─280HB L M 180(140─210) 170(120─200) 150(110─180) 150(110─180)炭素鋼・合金鋼 硬さ
280─350HB L M 140(110─160) 130(90─150) 120(80─140) 120(80─140)
M 析出硬化系 硬さ
ステンレス鋼 <450HB L M 110(90─150) 100(70─130) 70(50─110) 70(50─110)
K 引張り強さ
≦ 450MPa M L 180(150─240) 170(140─230) 150(130─200) 150(130─200)
ダクタイル鋳鉄
引張り強さ
≦800MPa M L 160(130─210) 150(120─200) 130(110─170) 130(110─170)
y VPX200 切込み量と送り量
カッタ径 DC
ø16─ø18 ø20─ø25 ø28─ø63
被削材 特性 切込み量 切削状態 加工 ae 切込み量 送り量 切込み量 送り量 切込み量 送り量 形態
ap fz (mm/t.) ap fz (mm/t.) ap fz (mm/t.)
P ≦0.25DC ≦6 0.10─0.15 ≦8 0.10─0.20 ≦8 0.10─0.25 乾式、湿式
硬さ 0.25─0.5DC 軟鋼 ≦5 0.08─0.12 ≦8 0.10─0.15 ≦8 0.10─0.20
乾式、湿式
≦180HB 0.5─0.75DC ≦4 0.08─0.12 ≦6 0.08─0.12 ≦6 0.10─0.15 乾式、湿式
DC(溝) ≦2 0.06─0.10 ≦4 0.06─0.10 ≦4 0.08─0.12 乾式、湿式
≦0.25DC ≦6 0.10─0.15 ≦8 0.10─0.20 ≦8 0.10─0.25 乾式、湿式
硬さ 0.25─0.5DC ≦5 0.08─0.12 ≦8 0.10─0.15 ≦8 0.10─0.20 乾式、湿式
180 ─280HB 0.5─0.75DC ≦4 0.08─0.12 ≦6 0.08─0.12 ≦6 0.10─0.15 乾式、湿式
DC(溝) 炭素鋼・合金鋼 ≦2 0.06─0.10 ≦
4 0.06─0.10 ≦4 0.08─0.12 乾式、湿式
≦0.25DC ≦6 0.10─0.15 ≦8 0.10─0.15 ≦8 0.10─0.20 乾式、湿式
硬さ 0.25─0.5DC ≦5 0.08─0.12 ≦8 0.08─0.12 ≦8 0.10─0.15 乾式、湿式
280─350HB 0.5─0.75DC ≦4 0.08─0.12 ≦6 0.06─0.10 ≦6 0.08─0.12 乾式、湿式
DC(溝) ≦2 0.06─0.10 ≦4 0.06─0.10 ≦4 0.06─0.10 乾式、湿式
M ≦0.25DC ≦6 0.10─0.15 ≦8 0.10─0.15 ≦8 0.10─0.15 乾式、湿式
析出硬化系 硬さ 0.25─0.5DC ≦5 0.08─0.12 ≦8 0.08─0.12 ≦8 0.08─0.12 乾式、湿式
ステンレス鋼 <450HB 0.5─0.75DC ≦4 0.06─0.10 ≦6 0.06─0.10 ≦6 0.06─0.10 乾式、湿式
DC(溝) ≦2 0.06─0.10 ≦4 0.06─0.10 ≦4 0.06─0.10 乾式、湿式
K ≦0.25DC ≦6 0.10─0.15 ≦8 0.10─0.20 ≦8 0.10─0.20 乾式、湿式
ダクタイル鋳鉄 引張り強さ 0.25─0.5DC
≦5 0.08─0.12 ≦8 0.10─0.15 ≦8 0.10─0.15 乾式、湿式
≦800MPa 0.5─0.75DC ≦4 0.08─0.12 ≦6 0.08─0.12 ≦6 0.08─0.12 乾式、湿式
DC(溝) ≦2 0.06─0.10 ≦4 0.06─0.10 ≦4 0.06─0.10 乾式、湿式
注1) 本切削条件はスタンダードシャンクタイプ(呼び記号末尾S)、アーバタイプにおける目安です。加工中にびびりやインサートのチッピングなど
が発生する場合は、状況に応じ条件も変化させてください。
注2) 特に下記の場合は、びびり振動が発生しやすくなります。切込み量、送り量を推奨条件の下限、もしくはそれ以下に下げてご使用ください。
・工具突き出しが長い場合(ロングシャンク、スクリューインタイプを使用など)
・機械剛性、被削材の剛性、被削材取付け剛性が低い場合
・ポケット加工時のコーナR部
注3) 径方向の切込み量(ae)が0.5DC以上の場合、刃数の少ないタイプを推奨します。
注4) 仕上げ面を重視する場合は湿式切削を推奨します。(乾式切削に比べて寿命は低下します。)
注5) 推奨より高い切削条件や長期的な使用などによりねじが疲労し、切削中に破損する恐れがあります。定期的にねじを交換してください。
10
Page12
転削加工用コーテッド超硬材種
推奨切削条件
y VPX300 切込み量と送り量
カッタ径 DC
ø25 ø28─ø80
被削材 特性 切込み量 加工 ae 切削状態 切込み量 送り量 切込み量 送り量 形態
ap fz (mm/t.) ap fz (mm/t.)
P ≦0.25DC ≦11 0.10─0.20 ≦11 0.10─0.30 乾式、湿式
乾式、湿式
軟鋼 硬さ 0.25─0.5DC ≦11 0.10─0.15 ≦11 0.10─0.25≦180HB 0.5─0.75DC ≦8 0.08─0.12 ≦8 0.10─0.20 乾式、湿式
DC(溝) ≦5 0.06─0.10 ≦5 0.08─0.15 乾式、湿式
≦0.25DC ≦11 0.10─0.20 ≦11 0.10─0.30 乾式、湿式
硬さ 0.25─0.5DC ≦11 0.10─0.15 ≦11 0.10─0.25 乾式、湿式
180 ─280HB 0.5─0.75DC ≦8 0.08─0.12 ≦8 0.10─0.20 乾式、湿式
炭素鋼・合金鋼 DC(溝)
≦5 0.06─0.10 ≦5 0.08─0.15 乾式、湿式
≦0.25DC ≦11 0.10─0.15 ≦11 0.10─0.25 乾式、湿式
硬さ 0.25─0.5DC ≦11 0.08─0.12 ≦11 0.10─0.20 乾式、湿式
280─350HB 0.5─0.75DC ≦8 0.06─0.10 ≦8 0.10─0.15 乾式、湿式
DC(溝) ≦5 0.06─0.10 ≦5 0.08─0.12 乾式、湿式
M ≦0.25DC ≦11 0.10─0.15 ≦11 0.10─0.15 乾式、湿式
析出硬化系 硬さ 0.25─0.5DC ≦11 0.08─0.12 ≦11 0.08─0.12 乾式、湿式
ステンレス鋼 <450HB 0.5─0.75DC ≦8 0.06─0.10 ≦8 0.06─0.10 乾式、湿式
DC(溝) ≦5 0.06─0.10 ≦5 0.06─0.10 乾式、湿式
K ≦0.25DC ≦11 0.10─0.20 ≦11 0.10─0.25 乾式、湿式
ダクタイル鋳鉄 引張り強さ 0.25─0.5DC
≦11 0.10─0.15 ≦11 0.10─0.20 乾式、湿式
≦800MPa 0.5─0.75DC ≦8 0.08─0.12 ≦8 0.10─0.15 乾式、湿式
DC(溝) ≦5 0.06─0.10 ≦5 0.08─0.12 乾式、湿式
注1) 本切削条件はスタンダードシャンクタイプ(呼び記号末尾S)、アーバタイプにおける目安です。加工中にびびりやインサートのチッピングなど
が発生する場合は、状況に応じ条件も変化させてください。
注2) 特に下記の場合は、びびり振動が発生しやすくなります。切込み量、送り量を推奨条件の下限、もしくはそれ以下に下げてご使用ください。
・工具突き出しが長い場合(ロングシャンク、スクリューインタイプを使用など)
・機械剛性、被削材の剛性、被削材取付け剛性が低い場合
・ポケット加工時のコーナR部
注3) 径方向の切込み量(ae)が0.5DC以上の場合、刃数の少ないタイプを推奨します。
注4) 仕上げ面を重視する場合は湿式切削を推奨します。(乾式切削に比べて寿命は低下します。)
注5) 推奨より高い切削条件や長期的な使用などによりねじが疲労し、切削中に破損する恐れがあります。定期的にねじを交換してください。
11
Page13
切削状態(目安):
:安定切削 :一般切削 :不安定切削
y AHX440S (mm)
1刃当たりの
被削材 特性 材種 切削速度vc (m/min) 送り量
軸方向切込み量 径方向切込み量 加工形態
fz (mm/t.) ap ae
P 軟鋼 硬さ MV1020 300(200─400) 0.8DC 乾式≦180HB 0.3(0.2─0.4) ≦3 ≦
炭素鋼・合金鋼 硬さ 0.8DC 乾式180─280HB MV1020 260(170─350) 0.3(0.2─0.4) ≦3 ≦
炭素鋼・合金鋼 硬さ MV1020 180(100─250) 0.3(0.2─0.4) 0.8DC 乾式280─350HB ≦3 ≦
M 150(100─200) 0.15(0.05─0.25) ≦3 ≦0.8DC 乾式
析出硬化系 硬さ
ステンレス鋼 <450HB MV1020
110(80─140) 0.10(0.05─0.15) ≦3 ≦0.8DC 湿式
K 引張り強さ
≦450MPa MV1020 240(130─350) 0.2(0.1─0.3) ≦3 ≦0.8DC 乾式
ダクタイル鋳鉄
引張り強さ
≦800MPa MV1020 220(80─350) 0.2(0.1─0.3) ≦3 ≦0.8DC 乾式
注1) 切削条件は、上表を参考に使用環境に合わせて設定してください。
注2) 仕上げ面を重視する場合は、湿式切削を推奨します。(乾式切削に比べて寿命は低下します。)
注3) ブレーカにより提供可能な切込み量が異なります。
注4) 被削材のクランプ剛性が低く、工具の突出しが長い場合は、切削速度、送り量ともに上記推奨条件の7~8割程度の条件で加工してください。
注5) ステンレス鋼の切削加工においては、湿式切削を推奨します。
y AHX475S (mm)
被削材 特性 材種 ブレーカ 切削速度
1刃当たりの 軸方向切込み量 径方向切込み量 加工
vc (m/min) 送り量fz (mm/t.) ap ae 形態
P R 220(170─270) 0.6 ≦1.6 ≦0.5DC 乾式
軟鋼 硬さ MV1020 R 220(170─270) 0.8≦180HB ≦1.6
0.5DC<ae≦0.8DC 乾式
M 220(170─270) 1.0 ≦1.6 0.8DC<ae≦DC 乾式
R 200(150─250) 0.6 ≦1.6 ≦0.5DC 乾式
炭素鋼・合金鋼 硬さ180─280HB MV1020 R 200(150─250) 0.8 ≦1.6 0.5DC<ae≦0.8DC 乾式
M 200(150─250) 1.0 ≦1.6 0.8DC<ae≦DC 乾式
R 150(100─200) 0.5 ≦1.6 <0.5DC 乾式
炭素鋼・合金鋼 硬さ MV1020280─350HB R 150(100─200) 0.6 ≦1.6 0.5DC<ae≦0.8DC 乾式
R 150(100─200) 0.7 ≦1.6 0.8DC<ae≦DC 乾式
K R 200(150─250) 0.6 ≦1.6 ≦0.5DC 乾式引張り強さ
≦450MPa MV1020 R 200(150─250) 0.8 ≦1.6 0.5DC<ae≦0.8DC 乾式
M 200(150─250) 1.0 ≦1.6 0.8DC<ae≦DC 乾式
ダクタイル鋳鉄
R 180(130─230) 0.5 ≦1.6 ≦0.5DC 乾式
引張り強さ
≦800MPa MV1020 R 180(130─230) 0.6 ≦1.6 0.5DC<ae≦0.8DC 乾式
R 180(130─230) 0.7 ≦1.6 0.8DC<ae≦DC 乾式
注1) 被削材のクランプ剛性が低く、工具の突出しが長い場合は、切削速度、送り量ともに上記推奨条件の7~8割程度の条件で加工してください。
12
Page14
転削加工用コーテッド超硬材種
推奨切削条件
y ASX445 正面削り加工 (mm)
切削速度 仕上げ―軽切削 軽切削―荒切削 中切削―重切削
被削材 特性 材種 vc
(m/min) 送り量 fz 対応 送り量 fz 対応 送り量 fz 対応(mm/t.) ブレーカ (mm/t.) ブレーカ (mm/t.) ブレーカ
P
軟鋼 硬さ ≦180HB MV1020 300(200─400) 0.15(0.1─0.2) JL 0.2(0.1─0.3) JM 0.3(0.2─0.4) JH
硬さ
180-280HB MV1020 260(170─350) 0.15(0.1─0.2) JL 0.2(0.1─0.3) JM 0.3(0.2─0.4) JH
炭素鋼・合金鋼
硬さ
280-350HB MV1020 180(100─250) 0.15(0.1─0.2) JL 0.2(0.1─0.3) JM 0.3(0.2─0.4) JH
M 析出硬化系 硬さ
ステンレス鋼 ≦450HB MV1020 170(120─220) 0.15(0.1─0.2) JL 0.2(0.1─0.3) JM 0.3(0.2─0.4) JH
K 引張り強さ
≦450MPa MV1020 240(130─350) 0.15(0.1─0.2) JL 0.2(0.1─0.3) JM 0.3(0.2─0.4)
JH
FT
ダクタイル鋳鉄
引張り強さ
>450MPa MV1020 220(80─350) 0.15(0.1─0.2) JL 0.2(0.1─0.3) JM 0.3(0.2─0.4)
JH
FT
y ASX400 肩削り加工 (mm)
切削速度 仕上げ―軽切削 軽切削―荒切削 中切削―重切削
被削材 特性 材種 vc
(m/min) 送り量 fz 対応 送り量 fz 対応 送り量 fz 対応(mm/t.) ブレーカ (mm/t.) ブレーカ (mm/t.) ブレーカ
P
軟鋼 硬さ ≦180HB MV1020 300(200─400) 0.18(0.08─0.28) JL 0.20(0.10─0.30) JM 0.25(0.10─0.35)
JH
FT
硬さ
180-280HB MV1020 260(170─350) 0.15(0.07─0.23) JL 0.18(0.10─0.28) JM 0.20(0.10─0.30)
JH
FT
炭素鋼・合金鋼
硬さ MV1020 180(100─250) 0.13(0.06─0.20) JL 0.15(0.10─0.25) JM 0.18(0.10─0.28) JH280-350HB FT
M 析出硬化系 硬さ
ステンレス鋼 ≦450HB MV1020 170(120─220) 0.15(0.07─0.23) JL 0.18(0.10─0.28) JM 0.20(0.10─0.30)
JH
FT
K 引張り強さ
≦450MPa MV1020 240(130─350) 0.18(0.10─0.28) JL 0.20(0.10─0.30) JM 0.25(0.10─0.35)
JH
FT
ダクタイル鋳鉄
引張り強さ
>450MPa MV1020 220(80─350) 0.18(0.10─0.28) JL 0.20(0.10─0.30) JM 0.25(0.10─0.35)
JH
FT
13
Page15
切削性能
合金鋼SCM440 耐摩耗性比較
0.30 X X <切削条件>
従来品B 被 削 材 : SCM440使 用 工 具 : WWX400欠損 インサート : 6NMU1409080PNER-M
切 削 速 度 : vc=300m/min
0.20 送 り 量 : fz=0.15mm/t.
切 込 み 量 : ap=3.0mm
切 込 み 幅 : ae=52mm
従来品A 加 工 形 態 : 乾式切削
欠損 単刃切削
0.10
MV1020
0
0 1 2 3 4 5 6
切削長さ (m)
*切削長さ2.4mで撮影
MV1020 従来品 A 従来品 B
ダクタイル鋳鉄FCD700 耐摩耗性比較
<切削条件>
被 削 材 : FCD700
MV1020 使 用 工 具 : WJX14インサート : JOMU140715ZZER-M
切 削 速 度 : vc=220m/min
送 り 量 : fz=1.0 mm/t.
従来品A 切 込 み 量 : ap=1.0mm
切 込 み 幅 : ae=45mm
加 工 形 態 : 乾式切削
従来品B 単刃切削
従来品C
5 10 15 20 25 30 35
切削長さ (m)
MV1020 (30.4m) 従来品 A (13.6m) 従来品 B (15.2m) 従来品 C (12.8m)
14
VB 摩耗幅 (mm)
Page16
転削加工用コーテッド超硬材種
切削性能
ダクタイル鋳鉄FCD700 耐摩耗性比較
0.25 <切削条件>
従来品C 従来品B 従来品A 被 削 材 : FCD700
MV1020 使 用 工 具 : AHX440
0.2 インサート : NNMU130508ZEN-M
切 削 速 度 : vc=300m/min
従来品D 送 り 量 : fz=0.1mm/t.切 込 み 量 : ap=2.0mm
0.15 切 込 み 幅 : ae=52mm
加 工 形 態 : 乾式切削
単刃切削
0.1
0.05
0
0 2 4 6 8 10 12 14 16
切削長さ (m)
*切削長さ4.0mで撮影
従来品 A 従来品 B
MV1020
従来品 C 従来品 D
合金鋼SCM440 耐摩耗性比較
0.3 <切削条件>
被 削 材 : SCM440
使 用 工 具 : WSX445
0.25 インサート : SNMU140812ANER-M
従来品 切 削 速 度 : vc=300m/min
送 り 量 : fz=0.2mm/t.
0.2 切 込 み 量 : ap=2.0mm
MV1020 切 込 み 幅 : ae=100mm
加 工 形 態 : 乾式切削
0.15
0.1
0.05
0
0 5 10 15
切削長さ (m)
切削長さ12mを達成 切削長さ6mで熱亀裂からチッピング
MV1020 従来品
*切削長さ6mで撮影
15
VB 摩耗幅 (mm) VB 摩耗幅 (mm)
Page17
圧延鋼SS400 耐摩耗性比較
0.3 <切削条件>
被 削 材 : SS400
使 用 工 具 : ASX445
0.25 インサート : SEMT13T3AGSN-JM
切 削 速 度 : vc=300m/min
送 り 量 : fz=0.2mm/t.
0.2 切 込 み 量 : ap=2.0mm
切 込 み 幅 : ae=100mm
加 工 形 態 : 乾式切削
0.15
従来品
0.1
MV1020
0.05
0
0 10 20 30 40 50
切削長さ (m)
切削長さ40m以上を達成 摩耗が進行し母材が露出
MV1020 従来品
*切削長さ12.8mで撮影
高炭素鋼S55C 耐摩耗性比較
0.3 <切削条件>
被 削 材 : S55C
使 用 工 具 : ASX445
0.25 インサート : SEMT13T3AGSN-JM
従来品 切 削 速 度 : vc=200m/min
送 り 量 : fz=0.2mm/t.
0.2 切 込 み 量 : ap=2.0mm
切 込 み 幅 : ae=100mm
加 工 形 態 : 湿式切削
0.15
0.1
MV1020
0.05
0
0 2 4 6 8 10 12
切削長さ (m)
すくい面
主切れ刃
副切れ刃
切削長さ10mを達成 切削長さ2mで熱亀裂からチッピング
MV1020 従来品
*切削長さ2mで撮影
16
VB 摩耗幅 (mm) VB 摩耗幅 (mm)
Page18
転削加工用コーテッド超硬材種
切削性能
中強度ダクタイル鋳鉄FCD450 耐摩耗性比較
0.3 <切削条件>
被 削 材 : FCD450
使 用 工 具 : ASX445
0.25 インサート : SEMT13T3AGSN-JM
従来品 切 削 速 度 : vc=250m/min
送 り 量 : fz=0.2mm/t.
0.2 切 込 み 量 : ap=2.0mm
切 込 み 幅 : ae=100mm
加 工 形 態 : 乾式切削
0.15
0.1
MV1020
0.05
0
0 2 4 6 8 10
切削長さ (m)
切削長さ9m以上を達成 切削長さ4.4mで寿命
MV1020 従来品
*切削長さ4.4mで撮影
高強度ダクタイル鋳鉄FCD700 耐摩耗性比較
湿式切削
0.4 <切削条件>
従来品 被 削 材 : FCD700
使 用 工 具 : ASX445
インサート : SEMT13T3AGSN-JM
0.3 切 削 速 度 : vc=200m/min
送 り 量 : fz=0.2mm/t.
切 込 み 量 : ap=2.0mm
切 込 み 幅 : ae=100mm
0.2 加 工 形 態 : 湿式切削
MV1020
0.1
0
0 1 2 3 4
切削長さ (m)
切削長さ3.5mを達成 切削長さ2mで寿命
MV1020 従来品
*切削長さ2mで撮影
17
VB 摩耗幅 (mm) VB 摩耗幅 (mm)
Page19
高強度ダクタイル鋳鉄FCD700 耐摩耗性比較
乾式切削
0.3 <切削条件>
被 削 材 : FCD700
0.25 使 用 工 具 : ASX445
インサート : SEMT13T3AGSN-JM
切 削 速 度 : vc=200m/min
0.2 送 り 量 : fz=0.2mm/t.
従来品 切 込 み 量 : ap=2.0mm
0.15 切 込 み 幅 : ae=100mm加 工 形 態 : 乾式切削
0.1
MV1020
0.05
0
0 1 2 3 4 5 6
切削長さ (m)
切削長さ5m以上を達成 切削長さ3.6mで剥離チッピングが発生
MV1020 従来品
*切削長さ3.6mで撮影
析出硬化系ステンレス鋼SUS630 耐摩耗性比較
0.3 <切削条件>
MV1020 被 削 材 : SUS630使 用 工 具 : ASX445
0.25 インサート : SEMT13T3AGSN-JM
従来品 切 削 速 度 : vc=180m/min
送 り 量 : fz=0.2mm/t.
0.2 切 込 み 量 : ap=2.0mm
切 込 み 幅 : ae=100mm
加 工 形 態 : 乾式切削
0.15
0.1
0.05
0
0 1 2 3 4
切削長さ (m)
切削長さ3.4mを達成 切削長さ1.4mで境界摩耗大
MV1020 従来品
*切削長さ1.4mで撮影
18
VB 摩耗幅 (mm) VB 摩耗幅 (mm)
Page20
MV10
M 2転削加工用コーテVッド超硬材種10200
安全について
●切れ刃や切りくずには直接素手で触らないでください。 ●推奨条件の範囲内で使用し、工具交換は早めに行ってください。 ●高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがねな
どの保護具を使用してください。 ●不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。 ●インサートや部品の取付けは、付属のレンチやドライバーを用いて確実に取り付けてください。 ●工具を回転して使用する場
合、必ず試運転を実施し振れ、振動、異常音がないことを確認してください。
加工事業カンパニー
国内営業統括部 03-5819-5251 http://carbide.mmc.co.jp/
北海道・東北・上信越ブロック 東 海 ブ ロ ッ ク 九 州 ・ 中 国 ブ ロ ッ ク
苫 小 牧 営 業 所 0144-57-7007 浜 松 営 業 所 053-450-2030 広 島 営 業 所 082-221-4457 ●電話技術相談室(携帯電話からも通話可能です)
仙 台 営 業 所 022-221-3230 安 城 営 業 所 0566-77-3411 福 岡 営 業 所 092-436-4664 ヨ イ 工 具
新 潟 営 業 所 025-247-0155 名 古 屋 営 業 所 052-684-5536
小 山 営 業 所 0285-25-8380
太 田 営 業 所 0276-47-3422 近 畿 ・ 北 陸 ブ ロ ッ ク 0120-34-4159
上 田 営 業 所 0268-23-7788 金 沢 営 業 所 076-233-5701
関 東 ブ ロ ッ ク 栗 東 営 業 所 077-554-8570
東 京 営 業 所 03-5819-5251 大 阪 営 業 所 06-6355-1051
横 浜 営 業 所 045-332-6921 明 石 営 業 所 078-934-6815
富 士 営 業 所 0545-65-8817 岡 山 営 業 所 086-435-1871
(仕様はお断りせずに変更する場合がありますのでご了承ください) EXP-19-E005
2020.11.E( - )