



精緻を極めた万能カッタ
大きな傾斜加工が可能な刃径ø14~ø160mmまでのカッタをラインアップ、またモジュラータイプ、ショートシャンクタイプに加え、リピータタイプ28アイテムが新登場。
刃先形状の最適設計と高精度造形技術の組み合わせにより、優れた壁面精度と仕上げ面品位を実現。
このカタログについて
| ドキュメント名 | 万能・高精度隅削りカッタ SEC-ウェーブミル WEZ型 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 8.4Mb |
| 取り扱い企業 | 住友電気工業株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
ニュースNo.528
万能・高精度隅削りカッタ
Global Support, Global Solutions. High-Precision Shoulder Milling Cutter for General Purpose
SEC-ウェーブミル 型
SEC-WAVEMILL WEZ series 第6版
精緻を極めた“万能”カッタ
リピータ タイプ WEZR型
28アイテム登場
Page2
SEC-ウェーブミル
WEZ型
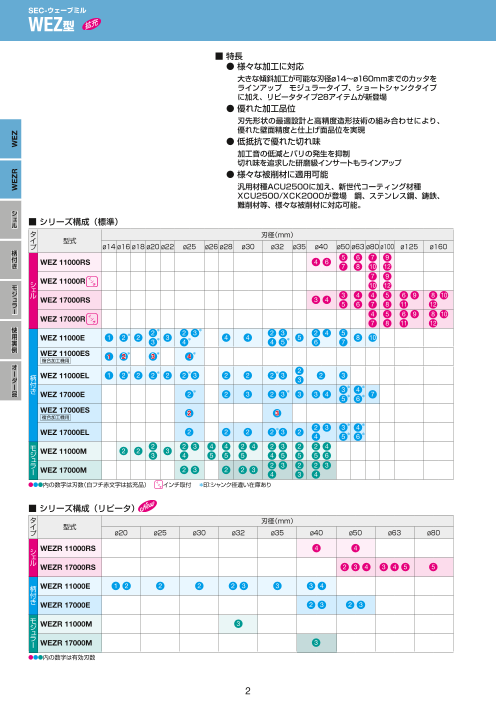
■ 特長
● 様々な加工に対応
大 きな傾斜加工が可能な刃径ø14~ø160mmまでのカッタを
ラインアップ モジュラータイプ、ショートシャンクタイプ
に加え、リピータタイプ28アイテムが新登場
● 優れた加工品位
刃先形状の最適設計と高精度造形技術の組み合わせにより、
優れた壁面精度と仕上げ面品位を実現
● 低抵抗で優れた切れ味
加工音の低減とバリの発生を抑制
切れ味を追求した研磨級インサートもラインアップ
● 様々な被削材に適用可能
汎用材種ACU2500に加え、新世代コーティング材種
XCU2500/XCK2000が登場 鋼、ステンレス鋼、鋳鉄、
難削材等、様々な被削材に対応可能。
シ
ェ
ル ■ シリーズ構成(標準)
タ 刃径(mm)
イ 型式
プ ø14 ø16 ø18 ø20 ø22 ø25 ø26 ø28 ø30 ø32 ø35 ø40 ø50 ø63 ø80 ø100 ø125 ø160
柄
付 5 6 7 9
WEZ 11000RS 4 6
き 7 8 10 12
7 9
シWEZ 11000R
モ 10 12
ジ ェ
ル 3 4 4 5 6 9 8 10
ュ WEZ 17000RS 3 4
ラ 5 6 7 8 11 12
ー 4 5 6 9 8 10
WEZ 17000R
7 8 11 12
使
用 2 * 2 3 * 2 3 2 4 5
WEZ 11000E 1 2 * 2 * 3 4 4 5 8 10
実 3 4 * 4 5 * 6 7
例 WEZ 11000ES 1 2 * 3 * 4 *
複合加工機用
オ
ー 2
柄WEZ 11000EL 1 2 * 2 2 * 2 2 * 3 2 2 2 * 3 2 3
ダ 3
ー 付
品 き 3 * 4 *
WEZ 17000E 2 * 2 3 2 3 * 3 3 4 7
5 * 6 *
WEZ 17000ES 2 3
複合加工機用
2 3 3 * 4 *
WEZ 17000EL 2 2 2 2 * 3 2
4 5 * 6 *
モ 2 2 3 4 4 2 4 2 3 2 2 4
ジWEZ 11000M 2 2 3
3 4 5 5 5 4 5 5 5 6
ュ
ラ 2 3 2 2 3
ーWEZ 17000M 2 3 2 2 3
4 3 4
DDD内の数字は刃数(白フチ赤文字は拡充品) インチ取付 *印:シャンク径違い在庫あり
■ シリーズ構成(リピータ)
タ 刃径(mm)
イ 型式
プ ø20 ø25 ø30 ø32 ø35 ø40 ø50 ø63 ø80
シWEZR 11000RS 4 4
ェ
ルWEZR 17000RS 2 3 4 3 4 5 5
柄WEZR 11000E 1 2 2 2 2 3 3 3 4
付
きWEZR 17000E 2 3 2 3
モ
ジWEZR 11000M 3
ュ
ラ
ーWEZR 17000M 3
DDD内の数字は有効刃数
2
WEZR WEZ
Page3
SEC-ウェーブミル
WEZ型
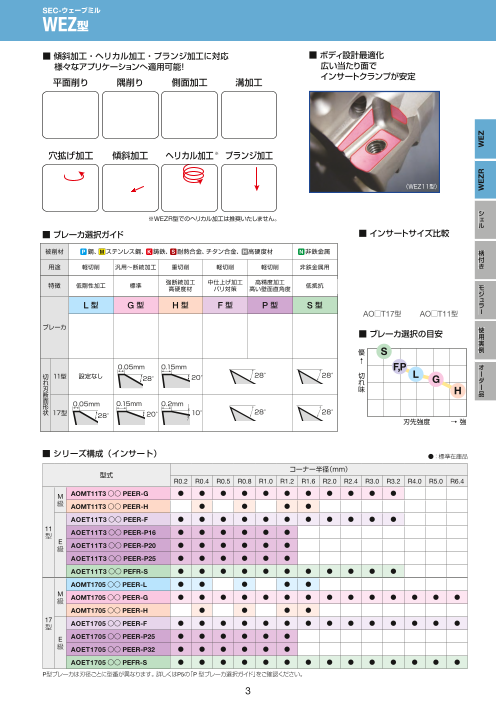
■ 傾斜加工・ヘリカル加工・プランジ加工に対応 ■ ボディ設計最適化
様々なアプリケーションへ適用可能! 広い当たり面で
平面削り 隅削り 側面加工 溝加工 インサートクランプが安定
穴拡げ加工 傾斜加工 ヘリカル加工※ プランジ加工
(WEZ11型)
シ
※WEZR型でのヘリカル加工は推奨いたしません。 ェ
ル
■ ブレーカ選択ガイド ■ インサートサイズ比較
被削材 鋼、 ステンレス鋼、 鋳鉄、 耐熱合金、チタン合金、 高硬度材 非鉄金属 柄
付
用途 軽切削 汎用~断続加工 重切削 軽切削 軽切削 非鉄金属用 き
特徴 低剛性加工 標準 強断続加工 中仕上げ加工 高精度加工
高硬度材 バリ対策 高い壁面直角度 低抵抗 モ
ジ
ュ
L 型 G 型 H 型 F 型 P 型 S 型 ラ
AO□T17型 AO□T11型 ー
ブレーカ
■ ブレーカ選択の目安 使
用
実
優 S 例
↑
0.05mm 0.15mm F,P オ
切11型 設定なし 28° 20° 28° 28° 切 L ー
れ れ G ダ
刃 味 ー
断 H 品
面
形 0.05mm 0.15mm 0.2mm
状17型 28° 20° 10° 28° 28°
刃先強度 → 強
■ シリーズ構成(インサート) ●: 標準在庫品
コーナー半径(mm)
型式
R0.2 R0.4 R0.5 R0.8 R1.0 R1.2 R1.6 R2.0 R2.4 R3.0 R3.2 R4.0 R5.0 R6.4
M AOMT11T3〇〇 PEER-G D D D D D D D D D D D
級 AOMT11T3〇〇 PEER-H D D D D
AOET11T3〇〇 PEER-F D D D D D D D D D D D
11
型 AOET11T3〇〇 PEER-P16 D D D D D D
E
級 AOET11T3〇〇 PEER-P20 D D D D D D
AOET11T3〇〇 PEER-P25 D D D D D D
AOET11T3〇〇 PEFR-S D D D D D D D D D D D
AOMT1705〇〇 PEER-L D D D D D
M
級 AOMT1705〇〇 PEER-G D D D D D D D D D D D D D D
AOMT1705〇〇 PEER-H D D D D
17
型 AOET1705〇〇 PEER-F D D D D D D D D D D D D D D
E AOET1705〇〇 PEER-P25 D D D D D D
級 AOET1705〇〇 PEER-P32 D D D D D D
AOET1705〇〇 PEFR-S D D D D D D D D D D D D D D
P型ブレーカは刃径ごとに型番が異なります。 詳しくはP5の「P 型ブレーカ選択ガイド」をご確認ください。
3
WEZR WEZ
Page4
SEC-ウェーブミル
WEZ型
■ 切削性能
● 良好な壁面精度 ● 低抵抗化により騒音を低減
静音化
77
騒
25 音
WEZ型 レ
他社品A ベ 75
24mm
20
1回目
切込み ル
(6mm) (dB)
18mm
15 73
2回目
壁 切込み WEZ型 他社品B
面 (6mm)
壁
高 12mm 面
さ 10 高 使用設備:立形M/C BT40 被削材:S50C
(mm) 3回目 さ
切込み 使用工具:WEZ 11020E03 (ø20, 3 枚刃 )
(6mm)
インサート:AOMT 11T308PEER-G( ACU2500)
5 6mm
4回目 切削条件:vc=150m/min, fz=0.15mm/t, ap=8mm, ae=5mm, Dry
切込み
(6mm)
0 0mm
-0.01 0 0.01 0.02 0.03 0.04 0.05 a
切削幅 5mm p
変位量 ● 良好な加工面品位
(mm)
ae WEZ型 他社品C
シ
ェ
ル 使用設備:立形M/C BT40 被削材:S50C
使用工具:WEZ 11020E03 (ø20, 3 枚刃 )
インサート:AOMT 11T308PEER-G( ACU2500)
切削条件:vc=150m/min, fz=0.15mm/t, ap=6mm×4パス, ae=5mm, Dry 使用設備:立形M/C BT50 被削材:SCM440
柄 使用工具:WEZ 17100RS08 (ø100, 8 枚刃 )
付 インサート:AOMT 170508PEER-G( ACU2500)
き 切削条件:vc=250m/min, fz=0.15mm/t, ap=2mm, ae=85mm, Dry
● 良好な壁面精度(複合加工機用)
モ
ジ
ュ 0.01
ラ 0
ー -0.01 WEZ型
変-0.02
位
使 量-0.03
用 (mm)-0.04 他社品D(φ10超硬ソリッドエンドミル)
実 -0.05
例 -0.06
0 2 4 6 8 10 12
壁面高さ(mm)
オ
ー 2回目 1回目
切込み(6mm) 切込み(6mm) WEZ型 円筒部拘束面
ダ
ー
品 端面当たりで
高剛性
切削幅
2mm
端面当たり面
0mm 6mm 12mm
壁面高さ 超硬ソリッド
エンドミル
使用設備 :複合加工機 被削材:SUS304 ø16 丸棒
使用工具 :WEZ 11020ES03-10(ø20 3 枚刃)
インサート:AOET 11T308PEER-F(ACU2500) 円筒部拘束面
切削条件 :v c=100m/min, fz=0.08mm/t, ap=6mm×2パス, ae=2mm, Wet
● 良好な加工面品位(複合加工機用)
超硬ソリッドエンドミルより工具径が大きくパス数を減らして高能率加工が可能!
壁面精度、加工面品位が良好で仕上げ加工の省略が可能!
WEZ型 他社品E(ø10 超硬ソリッドエンドミル)
面 5
粗
さ 0
(µm)
-5 0.05mm 0.05mm
Ra 0.18µm Rz 1.3µm Ra 2.94µm Rz 13.8µm
使用設備 :複合加工機 被削材:SUS304 ø16 丸棒 使用工具:WEZ 11020ES03-10(ø20 3枚刃)
インサート :AOET 11T308PEER-F(ACU2500)
切削条件 : WEZ型 vc=100m/min, fz=0.05mm/t, ap=2mm, ae=12mm, Wet
他社品 E vc=100m/min, fz=0.05mm/t, ap=2mm, ae=6mm×2パス, Wet(超硬ソリッドエンドミル)
4
WEZR WEZ
Page5
SEC-ウェーブミル
WEZ型
■ 鋭い切れ味 高精度研磨級インサート 切れ刃逃げ面
● 切れ刃・当たり面を研磨仕上げ
切れ刃だけでなく当たり面にも仕上げ研磨を施し、ボディ取り付け時の
コーナー差を極小化。安定した刃振れ精度・加工品位を実現!
当たり面
■ 研磨級インサート用ブレーカ ラインアップ
● F型ブレーカ 切れ味に特化した切れ刃
・研磨仕上げによるシャープな切れ味がバリを抑制
・あらゆる刃径で良好な壁面精度
WEZ型 他社品F
バリ発生個所 約2mm シ
ェ
ル
使用設備:立形M/C BT50 被削材:SUS304
使用工具:WEZ 11050RS07 (ø50, 7 枚刃 )
インサート:AOET 11T308PEER-F( ACU2500) 柄
付
切削条件:vc=120m/min, fz=0.12mm/t, ap=1mm, ae=30mm, Dry き
● P型ブレーカ ソリッドエンドミル同等の壁面直角度を実現 モ
・F型ブレーカの切れ味はそのままに、刃径ごとに切れ刃形状を最適化した高精度タイプ ジ
ュ
・刃径ごとに最適化された切刃形状により、ソリッドエンドミル並みの壁面直角度を可能に ラ
ー
24mm
1回目 使
用
WEZ型 切込み
20 ソリッド (8mm) 実
エンドミル 例
16mm
2回目 壁
壁
面 切込み 面 オ
高 ( 高
8mm)
10 さ ー
さ
(mm) ダ
8mm ー
3回目 品
切込み
(8mm)
0 ap
0.06 0.04 0.02 0 -0.02 00mmm
変位量(mm)
切削幅 a
1mm e
使用設備:立形M/C BT50 被削材:S50C
使用工具:WEZ 11020E03 (ø20, 3 枚刃 )
インサート:AOET 11T308PEER-P20( ACU2500)
切削条件:vc=150m/min, fz=0.1mm/t, ap=8mm×3パス, ae=1mm, Dry
P型ブレーカ選択ガイド
刃径(mm)
型式
ø14 ø16 ø18 ø20 ø22 ø25 ø28 ø30 ø32 ø35 ø40以上
AOET11T3○○PEER-P –P16 –P20 非対応 –P25 非対応
AOET1705○○PEER-P 非対応 –P25 –P32 非対応
● S型ブレーカ 耐溶着性能に優れた非鉄金属用シャープエッジブレーカ
・ラッピング処理によりすくい面への溶着を抑制
・さらに耐溶着性を高めるDLCコート品もラインアップ
WEZ型 他社品G 他社品H
溶着なし 溶着 溶着
使用設備:立形M/C BT30 被削材:ADC12
使用工具:WEZ 11020E03 (ø20, 3 枚刃 )
インサート:AOET 11T308PEFR-S( H20)
切削条件:vc=350m/min, fz=0.1mm/t, ap=3mm, ae=10mm, Dry
5
WEZR WEZ
Page6
SEC-ウェーブミル
WEZ型
■ 材種適用領域 ■ 材種の特長
新世代コーティング材種 XCU2500/XCK2000が新登場! 絶対的な安定性を実現する新コーティング技術
鋼、ステンレス鋼、鋳鉄、アルミニウム合金加工用コーティングに AbsotechⓇ(absolute technology)
加え、超硬合金とサーメットでラインアップ充実! CVD
被削材 仕上げ~軽切削 中切削 粗~重切削
特殊表面処理
コ ACU2500 Al2O3 高圧縮応力導入により熱亀裂を抑制
P
ー 従来比 2 倍以上の耐チッピング性
テ XCU2500 C
ィ 結晶配向制御 Al2O3
ン ACP2000 C TiCN
P 成長方向の抑制によりAl2O3 を高強度化
グ ACP3000 従来比 2 倍以上の耐クレータ摩耗性
鋼 P
高硬度 TiCN
サ 超硬母材
ー C-rich 組成によりTiCN を高硬度化
メ T2500A 従来比 2 倍以上の耐逃げ面摩耗性
ッ
ト 適用材種 : ACP2000, ACK2000
コ ACU2500 PVD
P
ー
M テ XCU2500 C 新組成超多層膜
ィ 微細結晶組織の
ステンレス鋼 C AlTiCrBN 系
シ ン ACM200 ナノ積層コーティングにより高硬度化
ェ グ ACM300 従来比
P 2 倍以上の耐摩耗性
ル 膜
5nm
P ACU2500 高密着強度
刃先被膜断面 コーティングの密着性を大幅に向上
コ TEM 像
ー XCU2500 従来比 2 倍以上の耐チッピング性
柄 K テ
ィ XCK2000 C 超硬母材 適用材種 : ACU2500, ACP3000, ACK3000
付 鋳鉄 ン
き グ ACK2000 C
CVD
P ACK3000
モ コ 純立方晶 高 Al 含有 AlTiN
ー
ジ テ 独自の組織制御技術により組成の異なる
DL2000 AlTiN を
ュ ィ P ナノメートルオーダーで積層。
ラ ン
N グ Al0.5Ti0.5N 平均 Al 含有量 80% を超える高い Al 組成であり
ー Al0.9Ti0.1N ながら立方晶構造を維持し優れた耐熱性と高い
非鉄金属 超
硬 硬度を両立。
合 H20 耐摩耗性を大幅に向上。
使 金 10nm
用 特殊表面処理
実 材種端のC・Pはコーティング種類を表します。 C :CVD P :PVD 独自の表面処理により膜中に高い圧縮応力を導入
例 することで亀裂の進展を抑制。
耐欠損性、耐熱亀裂性を大幅に向上。
オ ■ 材種 特性値
適用材種
ー : XCU2500, XCK2000
ダ CVD
ー 被削材 材種 硬さ(HRA) 抗折力(GPa) 膜種 膜厚(µm) 特長 旧材種
品 ・鋼の高速加工用
ACP2000 89.5 3.2 Absotech 10 ・ 耐熱亀裂性に優れる強靭超硬母材と新コーティングの採用によ ACP100
り、高速加工での安定長寿命を実現
鋼 ・鋼 、鋳鉄、ステンレス鋼など幅広い加工に対応できる汎用材種
XCU2500 89.5 3.2 Absotech X 6 ・耐 摩耗性、耐欠損性を両立した新コーティングにより中速~高速 ー
加工で長寿命を実現
スーパー ・高硬度ステンレス鋼加工用
ACM200 89.8 3.4 FFコート 6 ・ 新開発の高強度超硬合金の採用により、耐摩耗性と耐熱性に優れ、 AC230
ステンレス鋼 高硬度ステンレス鋼加工で抜群の安定性を実現
・鋳鉄の高速加工用
ACK2000 91.7 3.1 Absotech 10 ・ 耐熱性に優れる強靭超硬母材と新コーティングの採用により、 ACK100
高速加工での安定長寿命を実現 ACK200
鋳鉄 ・ 鋳鉄の高速加工用
XCK2000 91.7 2.5 Absotech X 6 ・ 高硬度な超硬母材と耐摩耗性と耐欠損性を両立した新コーティン ー
グにより中速~高速加工で圧倒的な長寿命を実現
PVD
被削材 材種 硬さ(HRA) 抗折力(GPa) 膜種 膜厚(µm) 特長 旧材種
・ 鋼、ステンレス鋼、鋳鉄の加工に対応する汎用材種
ACU2500 91.6 3.8 Absotech 3 ・ 耐摩耗性、耐チッピング性に優れる新コーティングと耐摩耗性、耐欠 ー
損性に優れる超硬母材を採用、様々な被削材種で安定長寿命を実現
鋼 ・鋼 転削加工の第一推奨材種
ACP3000 89.5 3.2 Absotech 3 ・ 耐摩耗性と耐チッピング性に優れる新コーティングと耐熱亀裂 ACP200
性に優れる超硬母材により、幅広い切削条件で安定長寿命を実現 ACP300
(New) ・ス テンレス鋼転削加工の第一推奨材種
ACM300 89.8 3.4 スーパー 3 ・高 強度超硬合金と超多層コーティングの採用により、耐摩耗性 ー
ステンレス鋼 ZXコート と耐欠損性を高次で両立
・ 鋳鉄転削加工の第一推奨材種
ACK3000 91.7 3.1 Absotech 3 ・ 耐摩耗性、耐チッピング性に優れる新コーティングと高熱伝導 ACK300
鋳鉄 率の超硬母材を採用、鋳鉄のあらゆる加工で安定長寿命を実現
DL2000 91.6 3.8 オーロラコート
(DLC) 0.5 ・摩 擦係数が低く、耐溶着性に優れるDLCコートを採用した非鉄金
非鉄金属 属加工用材種 ー
サーメット
被削材 材種 硬さ(HRA) 抗折力(GPa) 膜種 膜厚(µm) 特長 旧材種
・鋼 とステンレス鋼の仕上げ加工用
T2500A 91.8 2.4 ー ー ・緻 密かつ均粒な組織により靭性を大幅に向上、優れた仕上げ面と T250A
鋼 ステンレス鋼 長寿命を実現
6
WEZR WEZ
Page7
SEC-ウェーブミル
WEZ型
■ 推奨切削条件(WEZ型)
WEZ11型 切削幅 ae=10mm
工具: WEZ11020E03 インサート: AO□T11T3型 切込み ap=3mm
切削条件: 切込み =3mm, 切削幅 =10mm, Dry
材種
被
削 ブ
レ ACU2500 XCU2500 ACP2000 ACP3000 T2500A XCK2000 ACK2000 ACK3000 ACM200 ACM300 DL2000
ISO 材
硬 ー f
分類 被削材 一刃当りの送り量 z(mm/t)下限 -推奨 - 上限
度 カ
形
HB 状0.08 - 0.15 - 0.20 0.08 - 0.15 - 0.20 0.08 - 0.15 - 0.20 0.08 - 0.15 - 0.20 0.08 - 0.12 - 0.18 0.08 - 0.15 - 0.20 0.08 - 0.15 - 0.20 0.08 - 0.15 - 0.20 0.08 - 0.15 - 0.20 0.08 - 0.15 - 0.20 0.05 - 0.10 - 0.15
切削速度 vc(m/min)下限 -推奨 - 上限
鋼、炭素鋼S15C 125 G 270 - 320 - 370 300 - 350 - 400 300 - 350 - 400 250 - 300 - 350 230 - 280 - 330
S45C 190 G 170 - 220 - 270 200 - 250 - 300 200 - 250 - 300 150 - 200 - 250 130 - 180 - 230
S45C焼入れ 250 G 140 - 180 - 220 160 - 200 - 245 160 - 200 - 245 120 - 160 - 200 105 - 145 - 185
S75C 270 G 110 - 145 - 175 130 - 165 - 195 130 - 165 - 195 100 - 130 - 165 085 - 115 - 150
S75C焼入れ 300 G 070 - 90 - 110 080 - 100 - 120 080 - 100 - 120 060 - 80 - 100 050 - 70 - 900
P 低合金鋼 SCM、SNCM 180 G 160 - 205 - 255 190 - 235 - 280 190 - 235 - 280 140 - 190 - 235 120 - 170 - 215
SCM、SNCM焼入れ 275 G 095 - 120 - 150 110 - 135 - 165 110 - 135 - 165 080 - 110 - 140 070 - 100 - 125
SCM、SNCM焼入れ 300 G 085 - 110 - 130 100 - 125 - 150 100 - 125 - 150 075 - 100 - 125 065 - 90 - 115
SCM、SNCM焼入れ 350 G 060 - 80 - 100 070 - 90 - 110 070 - 90 - 110 050 - 70 - 900 045 - 65 - 850 シ
高合金鋼 SKD、SKT、SKH 200 G 140 - 180 - 220 160 - 200 - 245 160 - 200 - 245 120 - 160 - 205 ェ
ル
SKD、SKT、SKH焼入れ 325 G 055 - 70 - 850 060 - 80 - 100 060 - 80 - 100 050 - 65 - 800
SUS430他
ステンレス鋼(マルテンサイト / 200 G 110 - 140 - 170 160 - 190 - 210 140 - 170 - 190 090 - 110 - 140
フェライト系)
M SUS403他 柄
(マルテンサイト系焼入れ) 240 G 100 - 125 - 150 145 - 170 - 190 125 - 150 - 170 080 - 100 - 125 付
SUS304、SUS316 き
(オーステナイト系) 180 G 120 - 150 - 180 170 - 200 - 220 150 - 180 - 200 100 - 120 - 150
鋳鉄 G 150 - 200 - 250 250 - 300 - 350 250 - 300 - 350 250 - 300 - 350 170 - 220 - 270
K
ダクタイル鋳鉄 G 090 - 120 - 150 150 - 180 - 210 150 - 180 - 210 150 - 180 - 210 100 - 130 - 160 モ
難削材 耐熱合金 G 030 - 40 - 550 035 - 45 - 600 025 - 35 - 500 ジ
S ュ
Ti 合金 G 060 - 80 - 100 070 - 90 - 110 050 - 70 - 900 ラ
アルミ合金 Si 含有量12.6%以下 S 500 - 750 - 1000 ー
N Si 含有量12.6%超え S 170 - 200 - 250
銅合金 S 300 - 330 - 350 使
●使用環境(設備、被削材形状、クランプ方法)によって、推奨切削条件では加工できない場合があります。 用
●溝加工の場合は、送り速度を上記数値の70%程度としてください。 実
例
ご 注 意 上記切削条件は目安であり、機械剛性やワーク剛性、切込みなどにより調整が必要です。
オ
WEZ17型 切削幅 ae=16mm ー
ダ
工具: WEZ17032E03 インサート: AO□T1705型 ー
切込み ap=5mm 品
切削条件: 切込み =5mm, 切削幅 =16mm, Dry
材種
被
削 ブ
レ ACU2500 XCU2500 ACP2000 ACP3000 T2500A XCK2000 ACK2000 ACK3000 ACM200 ACM300 DL2000
ISO 材
被削材 硬 ー
分類 カ 一刃当りの送り量 fz(mm/t)下限 -推奨 - 上限
度
形
HB 状0.10 - 0.20 - 0.28 0.10 - 0.20 - 0.28 0.10 - 0.20 - 0.28 0.10 - 0.20 - 0.28 0.10 - 0.15 - 0.22 0.10 - 0.20 - 0.28 0.10 - 0.20 - 0.28 0.10 - 0.20 - 0.28 0.10 - 0.20 - 0.28 0.10 - 0.20 - 0.28 0.05 - 0.10 - 0.15
切削速度 vc(m/min)下限 - 推奨 - 上限
鋼、炭素鋼S15C 125 G 285 - 335 - 390 315 - 360 - 420 315 - 360 - 420 265 - 315 - 370 240 - 295 - 345
S45C 190 G 180 - 230 - 285 210 - 265 - 315 210 - 265 - 315 160 - 210 - 265 135 - 190 - 240
S45C焼入れ 250 G 145 - 190 - 230 170 - 210 - 255 170 - 210 - 255 130 - 170 - 215 110 - 155 - 195
S75C 270 G 115 - 150 - 185 135 - 170 - 205 135 - 170 - 205 100 - 135 - 170 090 - 125 - 155
S75C焼入れ 300 G 070 - 90 - 115 085 - 105 - 125 085 - 105 - 125 065 - 85 - 105 055 - 75 - 950
P 低合金鋼 SCM、SNCM 180 G 170 - 220 - 265 200 - 245 - 295 200 - 245 - 295 150 - 200 - 250 130 - 180 - 225
SCM、SNCM焼入れ 275 G 100 - 130 - 155 115 - 145 - 175 115 - 145 - 175 085 - 115 - 145 075 - 105 - 135
SCM、SNCM焼入れ 300 G 090 - 115 - 140 105 - 130 - 155 105 - 130 - 155 075 - 105 - 130 065 - 90 - 120
SCM、SNCM焼入れ 350 G 065 - 85 - 100 075 - 95 - 115 075 - 95 - 115 055 - 75 - 950 050 - 70 - 850
高合金鋼 SKD、SKT、SKH 200 G 145 - 185 - 230 170 - 215 - 255 170 - 215 - 255 130 - 170 - 215
SKD、SKT、SKH焼入れ 325 G 055 - 75 - 900 065 - 85 - 100 065 - 85 - 100 050 - 65 - 850
SUS430他
ステンレス鋼(マルテンサイト/ 200 G 115 - 145 - 175 165 - 195 - 215 145 - 175 - 195 100 - 115 - 145
フェライト系)
M SUS403他
(マルテンサイト系焼入れ) 240 G 105 - 130 - 155 150 - 175 - 195 130 - 155 - 175 085 - 105 - 130
SUS304、SUS316
(オーステナイト系) 180 G 125 - 155 - 190 180 - 210 - 230 160 - 190 - 210 105 - 125 - 160
鋳鉄 G 160 - 210 - 265 265 - 315 - 370 265 - 315 - 370 265 - 315 - 370 180 - 230 - 285
K
ダクタイル鋳鉄 G 095 - 125 - 160 160 - 190 - 220 160 - 190 - 220 160 - 190 - 220 105 - 140 - 170
難削材 耐熱合金 G 030 - 40 - 600 035 - 45 - 600 025 - 35 - 500
S
Ti 合金 G 060 - 85 - 105 075 - 95 - 115 050 - 75 - 950
アルミ合金 Si 含有量12.6%以下 S 500 - 750 - 1000
N Si 含有量12.6%超え S 170 - 200 - 250
銅合金 S 300 - 330 - 350
●使用環境(設備、被削材形状、クランプ方法)によって、推奨切削条件では加工できない場合があります。
●溝加工の場合は、送り速度を上記数値の70%程度としてください。
ご 注 意 上記切削条件は目安であり、機械剛性やワーク剛性、切込みなどにより調整が必要です。
7
WEZR WEZ
( ) ( )
Page8
SEC-ウェーブミル
WEZ型
■ 傾斜・ ヘリカル加工の上限
傾斜加工 平底の加工
ピッチ ピッチ
RMPX ap
DC DC DC
加工径 加工径
WEZ11型
刃径
最大傾斜角度 最大加工径 最大ピッチ 基準径 最大ピッチ 最小加工径 最大ピッチ
DC
RMPX(°) (mm) (mm/rev) (mm) (mm/rev) (mm) (mm/rev)
(mm)
14 8.0 25.3 5.0 23.1 3.4 19.0 1.5
シ 16 10.5 29.3 7.6 27.0 5.6 21.7 1.5
ェ 18 8.1 33.3 6.7 30.9 5.0 25.2 1.4
ル
20 6.5 37.3 6.0 34.9 4.6 29.1 1.3
22 5.3 41.3 5.4 38.8 4.3 32.9 1.3
柄 25 4.1 47.3 4.8 44.8 3.9 38.9 1.3
付
き 28 3.4 53.3 4.4 50.7 3.6 44.9 1.3
30 3.0 57.3 4.2 54.7 3.5 48.8 1.3
モ 32 2.7 61.3 4.0 58.7 3.3 52.8 1.2
ジ 35 2.3 67.3 3.8 64.6 3.1 58.8 1.2
ュ
ラ 40 1.8 77.3 3.4 74.6 2.9 68.8 1.2
ー
50 1.2 97.3 3.0 94.6 2.6 88.8 1.1
使 63 0.8 123.3 2.8 120.5 2.5 114.7 1.1
用 80 推奨いたしません
実
例 100 推奨いたしません
※上記表はコーナー半径0.8mmの値です。WEZR型でのヘリカル加工は推奨いたしません。
オ
ー WEZ17型
ダ
ー
品 刃径
最大傾斜角度 最大加工径 最大ピッチ 基準径 最大ピッチ 最小加工径 最大ピッチ
DC
RMPX(°) (mm) (mm/rev) (mm) (mm/rev) (mm) (mm/rev)
(mm)
25 10.8 47.3 13.0 41.0 8.3 33.1 1.8
28 8.1 53.3 11.1 46.9 7.5 39.0 1.8
30 7.0 57.3 10.2 50.9 7.0 43.0 1.8
32 6.1 61.3 9.5 54.9 6.7 47.0 1.7
35 5.1 67.3 8.7 60.8 6.2 53.0 1.7
40 4.0 77.3 7.7 70.8 5.7 63.0 1.7
50 2.5 97.3 6.5 90.7 5.0 83.0 1.6
63 1.8 123.3 5.6 116.7 4.5 109.0 1.6
80 1.2 156.0 5.0 149.4 4.1 141.8 1.5
100 0.9 197.3 4.7 190.7 4.0 183.1 1.5
125 推奨いたしません
160 推奨いたしません
※上記表はコーナー半径0.8mmの値です。WEZR型でのヘリカル加工は推奨いたしません。
■ プランジ加工の上限 ■ 平底の加工時注意点
・ 平底の加工にて、加工径が基準径以下の場合、
中央部にへそ残りが発生します。
・下穴加工を行ってください。
ae ・ 基準径以上の場合は同一カッタ横送りで
削除可能です。
最大 ae
(mm)
WEZ11型 3
WEZ17型 5
8
WEZR WEZ
Page9
SEC-ウェーブミル
WEZ型
■隅削りカッタ 選択ガイド
TSX型 WEZ型
両面4コーナー仕様 片面2コーナー仕様
壁面精度
切削抵抗
面粗さ
シ
ェ
ル
柄
付
き
モ
ジ
ュ
ラ
ー
刃先強度 切りくず処理 使
用
実
例
オ
ー
ダ
ー
コーナー数 品
DFC型 WFX型
両面6コーナー仕様 片面4コーナー仕様
★★★:第一推奨
面粗さ 壁面精度 切削抵抗 切りくず処理 コーナー数 刃先強度
WEZ型 ★★★ ★★★ ★★★ ★★★ ★
TSX型 ★★★ ★★★ ★★ ★★ ★★★
DFC型 ★ ★ ★★★ ★★★
WFX型 ★★ ★★ ★★★ ★★ ★★
*各製品詳細は、 TSX型(イゲタロイニュースNo.523) DFC型(イゲタロイニュースNo.513) WFX型(イゲタロイニュースNo.491)をご覧ください。
9
WEZR WEZ
Page10
SEC-ウェーブミル
WEZ 11000R(S)型 鋼 ステンレス鋼 鋳鉄 非鉄金属 難削材
半径方向
すくい角 -7°~-11°
軸方向 14°~15°
Fig 1 Fig 2 Fig 3
DCSFMS DCSFMS DCSFMS
DCB DCB DCB
KWW KWW KWW
D3
D2 D2
D1 D1 D1
DC DC DC
■本体(シェルタイプ) 寸法(mm)
型 番 在庫 刃径 ボス 高さ 穴径 溝幅 溝深さ 取付深さ ボルト ボルト ボルト 重量
DC DCSFMS LF DCB KWW KDP CBDP D1 D2 D3 刃数 (kg) Fig
WEZ 11040RS04 D 40 33 40(39.7) 16 8.4 5.6 18 14 9 Q 4 0.21 1
シ WEZ 11040RS06 D 40 33 40(39.7) 16 8.4 5.6 18 14 9 Q 6 0.20 1
ェ
ル メWEZ 11050RS05 D 50 41 40(39.7) 22 10.4 6.3 20 18 11 Q 5 0.32 1
トWEZ 11050RS07 D 50 41 40(39.7) 22 10.4 6.3 20 18 11 Q 7 0.31 1
リWEZ 11063RS06 D 63 50 40(39.7) 22 10.4 6.3 20 18 11 Q 6 0.58 1
ッWEZ 11063RS08 D 63 50 40(39.7) 22 10.4 6.3 20 18 11 Q 8 0.57 1
柄 ク
付 WEZ 11080RS07 D *80 55 50(49.7) 27 12.4 7 22 20 14 Q 7 1.08 1
き WEZ 11080RS10 D *80 55 50(49.7) 27 12.4 7 22 20 14 Q 10 1.07 1
WEZ 11100RS09 D 100 70 50(49.7) 32 14.4 8 32 46 Q Q 9 1.57 3
11100RS12 D 100 70 50(49.7) 32 14.4 8 32 46 Q Q 12 1.56 3
モ WEZ 11080R07 D *80 55 50(49.7) 25.4 9.5 6 25 20 14 Q 7 1.09 1
ジ イ
ュ ン WEZ 11080R10 D *80 55 50(49.7) 25.4 9.5 6 25 20 14 Q 10 1.08 1
ラ チ WEZ 11100R09 D *100 70 63(62.7) 31.75 12.7 8 32 46 27 18 9 2.12 2
ー WEZ 11100R12 D *100 70 63(62.7) 31.75 12.7 8 32 46 27 18 12 2.10 2
LFの( )内寸法は、RE=3.0/3.2のインサートを使用時の寸法です。RE=3.0/3.2のインサート使用時は最大切込み9.5となります。
使 カッタを選択する際、保持具取り付けサイズ(DCB)をご確認ください。 本体にインサートは組み込んでありません。
用 *印の本体ø80、ø100mmサイズのアーバへの締め付けには、JIS B1176「六角穴付きボルト」(ø80→M12×30~35mm、ø100→M16×40~45mm)を
実 ご使用ください。
例
オ ■部品 ■型番の呼び方
ー
ダ インサート用皿ねじ レンチ 焼付防止剤
ー WEZ 11 050 R S 07
品 N m 型式記号 インサート 刃径 勝手 メトリック 刃数
サイズ 仕様
BFTX0306IP 1.5 TRDR08IP SUMI-P
*コーナー半径2.4以上のインサートを取り付ける際には
ボディの修正が必要です。
このエッジを追加工してください。
WEZ11型 WEZ17型
追加工の目安 追加工の目安
コーナー半径2.4の場合:C1 コーナー半径2.4の場合:C1
(AOMT11T324PEER) (AOMT170524PEER)
コーナー半径3.0の場合:C1 コーナー半径3.0の場合:C1
(AOMT11T330PEER) (AOMT170530PEER)
コーナー半径3.2の場合:C1 コーナー半径3.2の場合:C1
(AOMT11T332PEER) (AOMT170532PEER)
コーナー半径4.0の場合:C2
(AOMT170540PEER)
コーナー半径5.0の場合:C5
(AOMT170550PEER)
コーナー半径6.4の場合:C5
(AOMT170564PEER)
標準:R1となっています。
N m 推奨締付けトルク(N・m) D印:標準在庫品
10
WEZR WEZ
CBDP
KDP
LF
CBDP
KDP
LF
CBDP
KDP
LF
Page11
SEC-ウェーブミル
WEZ 11000R(S)型 鋼 ステンレス鋼 鋳鉄 非鉄金属 難削材
■インサート 寸法(mm)
材質分類 コーティング 超硬合金 DLCサーメット
高速・軽切削 P K K N P
適用
加工 汎用切削 P K K N N
粗切削 P K
型 番 コーナー半径
RE Fig
AOMT 11T302PEER-G D D D D D Q Q D 0.2 1
AOMT 11T304PEER-G D D D D D D D D D Q Q D 0.4 1
AOMT 11T305PEER-G D D D Q Q 0.5 1
AOMT 11T308PEER-G D D D D D D D D D Q Q D 0.8 1
AOMT 11T310PEER-G D D D Q Q 1.0 1 Fig 1 Fig 2
AOMT 11T312PEER-G RE
D D D D D Q Q 1.2 1 RE
AOMT 11T316PEER-G D D D D D Q Q 1.6 1
AOMT 11T320PEER-G D D D D D Q Q 2.0 1
AOMT 11T324PEER-G D D D Q Q 2.4 1
AOMT 11T330PEER-G D D D D D Q Q 3.0 2 シ
AOMT 11T332PEER-G 12.8 3.6 19.5 5.5
D D D Q Q 3.2 2 ェ
AOMT 11T304PEER-H D D D D D D D D D Q Q Q 0.4 1 ル
AOMT 11T308PEER-H D D D D D D D D D Q Q Q 0.8 1
AOMT 11T312PEER-H D D D Q Q Q 1.2 1
AOMT 11T316PEER-H D D D Q Q Q 1.6 1 柄
AOET 11T302PEER-F Fig 2
D Q Q Q Q Q Q 0.2 1 RE 付
AOET 11T304PEER-F D Q Q Q Q Q Q 0.4 1 き
AOET 11T305PEER-F D Q Q Q Q Q Q 0.5 1
AOET 11T308PEER-F D Q Q Q Q Q Q 0.8 1 モ
AOET 11T310PEER-F D Q Q Q Q Q Q 1.0 1 ジ
AOET 11T312PEER-F D Q Q Q Q Q Q 1.2 1 12.2 3.4 ュ
ラ
AOET 11T316PEER-F D Q Q Q Q Q Q 1.6 1 ー
AOET 11T320PEER-F D Q Q Q Q Q Q 2.0 1
AOET 11T324PEER-F D Q Q Q Q Q Q 2.4 1 使
AOET 11T330PEER-F D Q Q Q Q Q Q 3.0 2 用
AOET 11T332PEER-F D Q Q Q Q Q Q 3.2 2 実
AOET 11T302PEFR-S Q Q Q Q Q Q Q Q Q D D Q 0.2 1 例
AOET 11T304PEFR-S Q Q Q Q Q Q Q Q Q D D Q 0.4 1
AOET 11T305PEFR-S Q Q Q Q Q Q Q Q Q D D Q 0.5 1 オ
AOET 11T308PEFR-S Q Q Q Q Q Q Q Q Q D D Q 0.8 1 ー
AOET 11T310PEFR-S ダ
Q Q Q Q Q Q Q Q Q D D Q 1.0 1 ー
AOET 11T312PEFR-S Q Q Q Q Q Q Q Q Q D D Q 1.2 1 品
AOET 11T316PEFR-S Q Q Q Q Q Q Q Q Q D D Q 1.6 1
AOET 11T320PEFR-S Q Q Q Q Q Q Q Q Q D D Q 2.0 1
AOET 11T324PEFR-S Q Q Q Q Q Q Q Q Q D D Q 2.4 1
AOET 11T330PEFR-S Q Q Q Q Q Q Q Q Q D D Q 3.0 2
AOET 11T332PEFR-S Q Q Q Q Q Q Q Q Q D D Q 3.2 2
末尾-Gは汎用型、-Hは高強度型、-Fは中仕上げ用、-P16/-P20/-P25は高精度加工用、-Sは非鉄金属用です。 インサート取付時のご注意 P49 推奨切削条件 P7
D印:標準在庫品 D印:標準在庫品(拡充品) 無印:受注生産品 Q印:製作いたしません
11
ACU2500
XCU2500
ACP2000
ACP3000
XCK2000
ACK2000
ACK3000
ACM200
ACM300
H20
DL2000
T2500A
7.5 7.5
10.5WEZR WEZ
20°
20° 20°
Page12
SEC-ウェーブミル
WEZ 17000R(S)型 鋼 ステンレス鋼 鋳鉄 非鉄金属 難削材
半径方向
すくい角 -4°~-9°
軸方向 10°~15°
Fig 1 Fig 2 Fig 3 Fig 4 Fig 5
DCSFMS DCSFMS DCSFMS DCSFMS DCSFMS
DCB DCB DCB DCB ø66.7
KWW KWW KWW KWW 4-ø14
DCB
KWW
D3
D2 D2
D1 D1 D1 D1
D1
DC DC DC DC
DC
■本体(シェルタイプ) 寸法(mm)
型 番 在庫 刃径 ボス 高さ 穴径 溝幅 溝深さ 取付深さ ボルト ボルト ボルト 重量
DC DCSFMS LF DCB KWW KDP CBDP D1 D2 D3 刃数 (kg) Fig
WEZ 17040RS03 D 40 33 40(39.3) 16 8.4 5.6 18 14 9 Q 3 0.19 1
シ WEZ 17040RS04 D 40 33 40(39.3) 16 8.4 5.6 18 14 9 Q 4 0.16 1
ェ
ル WEZ 17050RS03 D 50 41 40(39.3) 22 10.4 6.3 20 18 11 Q 3 0.30 1
WEZ 17050RS05 D 50 41 40(39.3) 22 10.4 6.3 20 18 11 Q 5 0.26 1
WEZ 17063RS04 D 63 50 40(39.3) 22 10.4 6.3 20 18 11 Q 4 0.54 1
WEZ 17063RS06 D 63 50 40(39.3) 22 10.4 6.3 20 18 11 Q 6 0.51 1
柄 メ
付 WEZ 17080RS04 D *80 55 50(49.3) 27 12.4 7 22 20 14 Q 4 1.10 1
ト
き *
リWEZ 17080RS07 D 80 55 50(49.3) 27 12.4 7 22 20 14 Q 7 1.05 1
ッWEZ 17100RS05 D 100 70 50(49.3) 32 14.4 8 32 46 Q Q 5 1.58 3
クWEZ 17100RS08 D 100 70 50(49.3) 32 14.4 8 32 46 Q Q 8 1.57 3
モ WEZ 17125RS06 D 125 80 63(62.3) 40 16.4 9 29 52 29 Q 6 3.04 1
ジ
ュ WEZ 17125RS09 D 125 80 63(62.3) 40 16.4 9 29 52 29 Q 9 3.07 1
ラ WEZ 17125RS11 D 125 80 63(62.3) 40 16.4 9 29 52 29 Q 11 3.02 1
ー WEZ 17160RS08 D 160 130 63(62.3) 40 16.4 9 29 90 Q Q 8 5.24 5
WEZ 17160RS10 D 160 130 63(62.3) 40 16.4 9 29 90 Q Q 10 5.31 5
使 WEZ 17160RS12 D 160 130 63(62.3) 40 16.4 9 29 90 Q Q 12 5.26 5
用 WEZ 17080R04 D *80 55 50(49.3) 25.4 9.5 6 25 20 14 Q 4 1.10 1
実
例 WEZ 17080R07 D *80 55 50(49.3) 25.4 9.5 6 25 20 14 Q 7 1.06 1
WEZ 17100R05 D *100 70 63(62.3) 31.75 12.7 8 32 46 27 18 5 2.08 2
オ WEZ 17100R08 D *100 70 63(62.3) 31.75 12.7 8 32 46 27 18 8 2.07 2
イ
ー ンWEZ 17125R06 D 125 80 63(62.3) 38.1 15.9 10 35.5 55 30 Q 6 3.09 1
ダ チWEZ 17125R09 D 125 80 63(62.3) 38.1 15.9 10 35.5 55 30 Q 9 3.11 1
ー WEZ 17125R11 D 125 80 63(62.3) 38.1 15.9 10 35.5 55 30 Q 11 3.06 1
品 WEZ 17160R08 D 160 100 63(62.3) 50.8 19.1 11 38 72 Q Q 8 5.04 4
WEZ 17160R10 D 160 100 63(62.3) 50.8 19.1 11 38 72 Q Q 10 5.09 4
WEZ 17160R12 D 160 100 63(62.3) 50.8 19.1 11 38 72 Q Q 12 5.04 4
LFの( )内寸法は、RE=5.0/6.4のインサートを使用時の寸法です。 RE=5.0/6.4のインサート使用時は最大切込み14.5となります。
カッタを選択する際、保持具取り付けサイズ(DCB)をご確認ください。 本体にインサートは組み込んでありません。
*印の本体ø80、ø100mmサイズのアーバへの締め付けには、JIS B1176「六角穴付きボルト」(ø80→M12×30~35mm、ø100→M16×40~45mm)を
ご使用ください。
■部品 ■型番の呼び方
インサート用皿ねじ 一体型レンチ 脱着式レンチ
ハンドルグリップ ビット 焼付防止剤 WEZ 17 100 R S 05
適用カッタ 型式記号 インサート 刃径 勝手 メトリック 刃数
N m サイズ 仕様
WEZ17040RS03 *コーナー半径2.4以上のインサートを取り付ける際には
WEZ17040RS04 ボディの修正が必要です。
WEZ17050RS03 このエッジを追加工してください。
WEZ17050RS05 WEZ11型 WEZ17型
WEZ17063RS04 追加工の目安 追加工の目安
WEZ17063RS06 コーナー半径2.4の場合:C1 コーナー半径2.4の場合:C1
WEZ17080R(S)04 Q HPS1015 TRB15IP (AOMT11T324PEER) (AOMT170524PEER)
WEZ17080R(S)07
( ) BFTX0409IP 3.0 SUMI-P コーナー半径3.0の場合:C1 コーナー半径3.0の場合:C1
WEZ17100R S 05 (AOMT11T330PEER) (AOMT170530PEER)
WEZ17100R(S)08 コーナー半径3.2の場合:C1 コーナー半径3.2の場合:C1
WEZ17125R(S)06 (AOMT11T332PEER) (AOMT170532PEER)
WEZ17125R(S)09 コーナー半径4.0の場合:C2
WEZ17125R(S)11 (AOMT170540PEER)
WEZ17160R(S)08 コーナー半径5.0の場合:C5
WEZ17160R(S)10 TRDR15IP Q Q (AOMT170550PEER)
WEZ17160R(S)12 コーナー半径6.4の場合:C5
(AOMT170564PEER)
標準:R1となっています。
N m 推奨締付けトルク(N・m) D印:標準在庫品
12
WEZR WEZ
CBDP
KDP
LF
CBDP
KDP
LF
CBDP
KDP
LF
CBDP
KDP
LF
CBDP
KDP
LF
Page13
SEC-ウェーブミル
WEZ 17000R(S)型 鋼 ステンレス鋼 鋳鉄 非鉄金属 難削材
■インサート 寸法(mm)
材質分類 コーティング 超硬合金 DLCサーメット
高速・軽切削 P K K N P
適用
加工 汎用切削 P K K N N
粗切削 P K
型 番 コーナー半径
RE Fig
AOMT 170502PEER-L D Q Q D D Q Q 0.2 1
AOMT 170504PEER-L D D Q D D Q D D D Q Q D 0.4 1
AOMT 170508PEER-L D D Q D D Q D D D Q Q D 0.8 1
AOMT 170512PEER-L D Q Q D D Q Q 1.2 1
AOMT 170516PEER-L D Q Q D D Q Q 1.6 1
AOMT 170502PEER-G D D D D D Q Q 0.2 1
AOMT 170504PEER-G D D D D D D D D D Q Q D 0.4 1
AOMT 170505PEER-G D D D Q Q 0.5 1
AOMT 170508PEER-G D D D D D D D D D Q Q D 0.8 1
AOMT 170510PEER-G D D D Q Q 1.0 1
AOMT 170512PEER-G D D D D D Q Q 1.2 1 シ
AOMT 170516PEER-G D D D D D Q Q 1.6 1 ェ
AOMT 170520PEER-G ル
D D D D D Q Q
Fig 1 2.0 1 Fig 1
AOMT 170524PEER-G D D D Q Q RE2.4 1 RE
AOMT 170530PEER-G D D D D D Q Q 3.0 1
AOMT 170532PEER-G D D D D D Q Q 3.2 1 柄
AOMT 170540PEER-G D D D D D Q Q 4.0 1 付
AOMT 170550PEER-G D D D D D Q Q 12.8 5.30.6 2 19.5 5.5 き
AOMT 170564PEER-G D D D Q Q 6.4 2
AOMT 170504PEER-H D D D D D D D D D Q Q Q 0.4 1 モ
AOMT 170508PEER-H D D D D D D D D D Q Q Q 0.8 1 ジ
AOMT 170512PEER-H D D D Q Q Q 1.2 1 Fig 2 ュ
AOMT 170516PEER-H RE
D D D Q Q Q 1.6 1 ラ
AOET 170502PEER-F D Q Q Q Q Q Q 0.2 1 ー
AOET 170504PEER-F D Q Q Q Q Q Q 0.4 1
AOET 170505PEER-F D Q Q Q Q Q Q 0.5 1 使
AOET 170508PEER-F D Q Q Q Q Q Q 0.8 1 18.0 5.2 用
AOET 170510PEER-F D Q Q Q Q Q Q 1.0 1 実
例
AOET 170512PEER-F D Q Q Q Q Q Q 1.2 1
AOET 170516PEER-F D Q Q Q Q Q Q 1.6 1
AOET 170520PEER-F D Q Q Q Q Q Q 2.0 1 オ
AOET 170524PEER-F D Q Q Q Q Q Q ー
2.4 1 ダ
AOET 170530PEER-F D Q Q Q Q Q Q 3.0 1 ー
AOET 170532PEER-F D Q Q Q Q Q Q 3.2 1 品
AOET 170540PEER-F D Q Q Q Q Q Q 4.0 1
AOET 170550PEER-F D Q Q Q Q Q Q 5.0 2
AOET 170564PEER-F D Q Q Q Q Q Q 6.4 2
AOET 170502PEFR-S Q Q Q Q Q Q Q Q Q D D Q 0.2 1
AOET 170504PEFR-S Q Q Q Q Q Q Q Q Q D D Q 0.4 1
AOET 170505PEFR-S Q Q Q Q Q Q Q Q Q D D Q 0.5 1
AOET 170508PEFR-S Q Q Q Q Q Q Q Q Q D D Q 0.8 1
AOET 170510PEFR-S Q Q Q Q Q Q Q Q Q D D Q 1.0 1
AOET 170512PEFR-S Q Q Q Q Q Q Q Q Q D D Q 1.2 1
AOET 170516PEFR-S Q Q Q Q Q Q Q Q Q D D Q 1.6 1
AOET 170520PEFR-S Q Q Q Q Q Q Q Q Q D D Q 2.0 1
AOET 170524PEFR-S Q Q Q Q Q Q Q Q Q D D Q 2.4 1
AOET 170530PEFR-S Q Q Q Q Q Q Q Q Q D D Q 3.0 1
AOET 170532PEFR-S Q Q Q Q Q Q Q Q Q D D Q 3.2 1
AOET 170540PEFR-S Q Q Q Q Q Q Q Q Q D D Q 4.0 1
AOET 170550PEFR-S Q Q Q Q Q Q Q Q Q D D Q 5.0 2
AOET 170564PEFR-S Q Q Q Q Q Q Q Q Q D D Q 6.4 2
末尾-Lは低抵抗型、-Gは汎用型、-Hは高強度型、-Fは中仕上げ用、-Sは非鉄金属用です。 インサート取付時のご注意 P49 推奨切削条件 P7
D印:標準在庫品 D印:標準在庫品(拡充品) 無印:受注生産品 Q印:製作いたしません
13
ACU2500
XCU2500
ACP2000
ACP3000
XCK2000
ACK2000
ACK3000
ACM200
ACM300
H20
7.5 DL2000
T2500A
10.5 10.5
WEZR WEZ
20° 20°
20°
Page14
SEC-ウェーブミル
WEZ 11000E型 鋼 ステンレス鋼 鋳鉄 非鉄金属 難削材
半径方向
すくい角 -7°~-18°
軸方向 6°~15°
Fig 1 Fig 2
LH
LF LH
LF
■本体(柄付きタイプ) 寸法(mm)
型 番 在庫 刃径 シャンク 頭部 全長 重量
DC DMM LH LF 刃数 (kg) Fig
WEZ 11014E01 D 14 16 25(24.7) 80(79.7) 1 0.10 1
シ WEZ 11016E02 D 16 16 25(24.7) 100(99.7) 2 0.13 1
ェ
ル WEZ 11016E02-12 D 16 12 25(24.7) 100(99.7) 2 0.07 2
WEZ 11018E02 D 18 16 25(24.7) 100(99.7) 2 0.13 2
WEZ 11020E02 D 20 20 30(29.7) 110(109.7) 2 0.23 1
WEZ 11020E02-16 D 20 16 30(29.7) 110(109.7) 2 0.15 2
柄
付 WEZ 11020E03 D 20 20 30(29.7) 110(109.7) 3 0.22 1
き WEZ 11020E03-16 D 20 16 30(29.7) 110(109.7) 3 0.14 2
WEZ 11022E03 D 22 20 30(29.7) 110(109.7) 3 0.23 2
WEZ 11025E02 D 25 25 35(34.7) 120(119.7) 2 0.40 1
モ WEZ 11025E03 D 25 25 35(34.7) 120(119.7) 3 0.40 1
ジ
ュ WEZ 11025E03-20 D 25 20 35(34.7) 120(119.7) 3 0.26 2
ラ WEZ 11025E04 D 25 25 35(34.7) 120(119.7) 4 0.39 1
ー WEZ 11025E04-20 D 25 20 35(34.7) 120(119.7) 4 0.26 2
WEZ 11028E04 D 28 25 35(34.7) 120(119.7) 4 0.41 2
使 WEZ 11030E04 D 30 25 40(39.7) 130(129.7) 4 0.46 2
用 WEZ 11032E02 D 32 32 40(39.7) 130(129.7) 2 0.74 1
実
例 WEZ 11032E03 D 32 32 40(39.7) 130(129.7) 3 0.73 1
WEZ 11032E04 D 32 32 40(39.7) 130(129.7) 4 0.73 1
オ WEZ 11032E05 D 32 32 40(39.7) 130(129.7) 5 0.72 1
ー WEZ 11032E05-25 D 32 25 40(39.7) 130(129.7) 5 0.46 2
ダ WEZ 11035E05 D 35 32 40(39.7) 130(129.7) 5 0.75 2
ー WEZ 11040E02 D 40 32 30(29.7) 150(149.7) 2 0.96 2
品 WEZ 11040E04 D 40 32 30(29.7) 150(149.7) 4 0.94 2
WEZ 11040E06 D 40 32 30(29.7) 150(149.7) 6 0.93 2
WEZ 11050E05 D 50 32 30(29.7) 150(149.7) 5 1.04 2
WEZ 11050E07 D 50 32 30(29.7) 150(149.7) 7 1.04 2
WEZ 11063E08 D 63 32 30(29.7) 150(149.7) 8 1.24 2
WEZ 11080E10 D 80 32 30(29.7) 150(149.7) 10 1.52 2
LH、LFの( )内寸法は、RE=3.0/3.2 のインサートを使用時の寸法です。 RE=3.0/3.2 のインサート使用時は最大切込み9.5 となります。
本体にインサートは組み込んでありません。
■部品 ■型番の呼び方
インサート用皿ねじ 一体型レンチ焼付防止剤
適用カッタ WEZ 11 025 E 03 -20
N m 型式記号 インサート 刃径 柄付き 刃数 シャンク径
サイズ
WEZ11014E01
WEZ11016E02(-12) BFTX0305IP *コーナー半径2.4以上のインサートを取り付ける際には
WEZ11018E02
WEZ11020E02(-16) ボディの修正が必要です。
このエッジを追加工してください。
WEZ11020E03(-16)
WEZ11022E03 WEZ11型 WEZ17型
WEZ11025E02 追加工の目安 追加工の目安
WEZ11025E03(-20) コーナー半径2.4の場合:C1 コーナー半径2.4の場合:C1
WEZ11025E04(-20)
WEZ11028E04 (AOMT11T324PEER) (AOMT170524PEER)
WEZ11030E04 コーナー半径3.0の場合:C1 コーナー半径3.0の場合:C1
WEZ11032E02 1.5 TRDR08IP SUMI-P (AOMT11T330PEER) (AOMT170530PEER)
WEZ11032E03 BFTX0306IP コーナー半径3.2の場合:C1 コーナー半径3.2の場合:C1
WEZ11032E04 (AOMT11T332PEER) (AOMT170532PEER)
WEZ11032E05(-25)
WEZ11035E05 コーナー半径4.0の場合:C2
WEZ11040E02 (AOMT170540PEER)
WEZ11040E04 コーナー半径5.0の場合:C5
WEZ11040E06 (AOMT170550PEER)
WEZ11050E05 コーナー半径6.4の場合:C5
WEZ11050E07 (AOMT170564PEER)
WEZ11063E08
WEZ11080E10 標準:R1となっています。
N m 推奨締付けトルク(N・m) D印:標準在庫品
14
WEZR WEZ
DC
DMM h7
DC
DMM h7
Page15
SEC-ウェーブミル
WEZ 11000E型 鋼 ステンレス鋼 鋳鉄 非鉄金属 難削材
■インサート 寸法(mm)
材質分類 コーティング 超硬合金 DLCサーメット
高速・軽切削 P K K N P
適用
加工 汎用切削 P K K N N
粗切削 P K
型 番 コーナー半径
RE Fig
AOMT 11T302PEER-G D D D D D Q Q D 0.2 1
AOMT 11T304PEER-G D D D D D D D D D Q Q D 0.4 1
AOMT 11T305PEER-G D D D Q Q 0.5 1
AOMT 11T308PEER-G D D D D D D D D D Q Q D 0.8 1
AOMT 11T310PEER-G D D D Q Q 1.0 1
AOMT 11T312PEER-G D D D D D Q Q 1.2 1
AOMT 11T316PEER-G D D D D D Q Q 1.6 1
AOMT 11T320PEER-G D D D D D Q Q 2.0 1
AOMT 11T324PEER-G D D D Q Q 2.4 1
AOMT 11T330PEER-G D D D D D Q Q 3.0 2 シ
AOMT 11T332PEER-G D D D Q Q 3.2 2 ェ
AOMT 11T304PEER-H D D D D D D D D D Q Q Q 0.4 1 ル
AOMT 11T308PEER-H D D D D D D D D D Q Q Q 0.8 1
AOMT 11T312PEER-H D D D Q Q Q 1.2 1 Fig 1 Fig 2
AOMT 11T316PEER-H RE
D D D Q Q Q 1.6 1 RE 柄
AOET 11T302PEER-F D Q Q Q Q Q Q 0.2 1 付
AOET 11T304PEER-F D Q Q Q Q Q Q 0.4 1 き
AOET 11T305PEER-F D Q Q Q Q Q Q 0.5 1
AOET 11T308PEER-F D Q Q Q Q Q Q 0.8 1 モ
AOET 11T310PEER-F D Q Q Q Q Q Q 1.0 1 12.8 3.6 ジ 19.5 5.5
AOET 11T312PEER-F D Q Q Q Q Q Q 1.2 1 ュ
ラ
AOET 11T316PEER-F D Q Q Q Q Q Q 1.6 1 ー
AOET 11T320PEER-F D Q Q Q Q Q Q 2.0 1
AOET 11T324PEER-F D Q Q Q Q Q Q 2.4 1 Fig 2 使
AOET 11T330PEER-F D Q Q Q Q Q Q 3.0 2 RE 用
AOET 11T332PEER-F D Q Q Q Q Q Q 3.2 2 実
AOET 11T302PEER-P16 D Q Q Q Q Q Q 0.2 1 例
AOET 11T304PEER-P16 D Q Q Q Q Q Q 0.4 1
AOET 11T305PEER-P16 D Q Q Q Q Q Q 0.5 1 オ
AOET 11T308PEER-P16 12.2 3.4
D Q Q Q Q Q Q 0.8 1 ー
AOET 11T310PEER-P16 ダ
D Q Q Q Q Q Q 1.0 1 ー
AOET 11T312PEER-P16 D Q Q Q Q Q Q 1.2 1 品
AOET 11T302PEER-P20 D Q Q Q Q Q Q 0.2 1
AOET 11T304PEER-P20 D Q Q Q Q Q Q 0.4 1
AOET 11T305PEER-P20 D Q Q Q Q Q Q 0.5 1
AOET 11T308PEER-P20 D Q Q Q Q Q Q 0.8 1
AOET 11T310PEER-P20 D Q Q Q Q Q Q 1.0 1
AOET 11T312PEER-P20 D Q Q Q Q Q Q 1.2 1
AOET 11T302PEER-P25 D Q Q Q Q Q Q 0.2 1
AOET 11T304PEER-P25 D Q Q Q Q Q Q 0.4 1
AOET 11T305PEER-P25 D Q Q Q Q Q Q 0.5 1
AOET 11T308PEER-P25 D Q Q Q Q Q Q 0.8 1
AOET 11T310PEER-P25 D Q Q Q Q Q Q 1.0 1
AOET 11T312PEER-P25 D Q Q Q Q Q Q 1.2 1
AOET 11T302PEFR-S Q Q Q Q Q Q Q Q Q D D Q 0.2 1
AOET 11T304PEFR-S Q Q Q Q Q Q Q Q Q D D Q 0.4 1
AOET 11T305PEFR-S Q Q Q Q Q Q Q Q Q D D Q 0.5 1
AOET 11T308PEFR-S Q Q Q Q Q Q Q Q Q D D Q 0.8 1
AOET 11T310PEFR-S Q Q Q Q Q Q Q Q Q D D Q 1.0 1
AOET 11T312PEFR-S Q Q Q Q Q Q Q Q Q D D Q 1.2 1
AOET 11T316PEFR-S Q Q Q Q Q Q Q Q Q D D Q 1.6 1
AOET 11T320PEFR-S Q Q Q Q Q Q Q Q Q D D Q 2.0 1
AOET 11T324PEFR-S Q Q Q Q Q Q Q Q Q D D Q 2.4 1
AOET 11T330PEFR-S Q Q Q Q Q Q Q Q Q D D Q 3.0 2
AOET 11T332PEFR-S Q Q Q Q Q Q Q Q Q D D Q 3.2 2
末尾-Gは汎用型、-Hは高強度型、-Fは中仕上げ用、-P16/-P20/-P25は高精度加工用、-Sは非鉄金属用です。 インサート取付時のご注意 P49 推奨切削条件 P7
※-P16は本体刃径ø14,ø16に適用。 -P20は本体刃径ø18,ø20に適用。 -P25は本体刃径ø25,ø28に適用。
D印:標準在庫品 D印:標準在庫品(拡充品) 無印:受注生産品 Q印:製作いたしません
15
ACU2500
XCU2500
ACP2000
ACP3000
XCK2000
ACK2000
ACK3000
ACM200
ACM300
H20
DL2000
T2500A
7.5
7.5
10.5 WEZR WEZ
20°
20° 20°
Page16
SEC-ウェーブミル
WEZ 11000ES型 複合加工機用 鋼 ステンレス鋼 鋳鉄 非鉄金属 難削材
半径方向
すくい角 -14°~-18°
軸方向 6°~10°
Fig 1 Fig 2
LU
LH
LH
LF
LF
■本体(ショートシャンクタイプ) 寸法(mm)
型 番 在 刃径 ボス シャンク 頭部 首下 全長
庫 DC DCSFMS DMM LH LU LF 刃数 重量
(kg) Fig
WEZ 11014ES01-12 D 14 18 12 30(29.7) 27 65(64.7) 1 0.05 1
シ
ェ WEZ 11016ES02-10 D 16 18 10 25(24.7) 22 55(54.7) 2 0.04 1
ル WEZ 11016ES02-12 D 16 18 12 30(29.7) 27 65(64.7) 2 0.05 1
WEZ 11020ES03-10 D 20 18 10 25(24.7) Q 55(54.7) 3 0.04 2
WEZ 11020ES03-12 D 20 18 12 30(29.7) Q 65(64.7) 3 0.06 2
柄 WEZ 11020ES03-16 D 20 23 16 30(29.7) 27 70(69.7) 3 0.10 1
付 WEZ 11025ES04-12 D 25 23 12 30(29.7) Q 65(64.7) 4 0.09 2
き WEZ 11025ES04-16 D 25 23 16 30(29.7) Q 70(69.7) 4 0.12 2
LH、LFの( )内寸法は、RE=3.0/3.2のインサートを使用時の寸法です。 RE=3.0/3.2のインサート使用時は最大切込み9.5となります。
モ 本体にインサートは組み込んでありません。
ジ
ュ ■部品 ■型番の呼び方
ラ
ー インサート用皿ねじ レンチ 焼付防止剤
適用カッタ WEZ 11 020 E S 03 -12
N m
使 型式記号 インサート 刃径 柄付き ショート 刃数 シャンク径
用 サイズ シャンク
実 WEZ11014ES01-12
例 WEZ11016ES02-10 BFTX0305IP *コーナー半径2.4以上のインサートを取り付ける際には
WEZ11016ES02-12 ボディの修正が必要です。
オ WEZ11020ES03-10
ー 1.5 TRDR08IPSUMI-P このエッジを追加工してください。
WEZ11020ES03-12
ダ WEZ11型 WEZ17型
WEZ11020ES03-16
ー BFTX0306IP 追加工の目安 追加工の目安
品 WEZ11025ES04-12
コーナー半径2.4の場合:C1 コーナー半径2.4の場合:C1
WEZ11025ES04-16
(AOMT11T324PEER) (AOMT170524PEER)
コーナー半径3.0の場合:C1 コーナー半径3.0の場合:C1
■推奨切削条件 (AOMT11T330PEER) (AOMT170530PEER)
使用工具:WEZ11016ES02-10 コーナー半径3.2の場合:C1 コーナー半径3.2の場合:C1
インサート:AOMT11T3〇〇PEER-G (AOMT11T332PEER) (AOMT170532PEER)
コーナー半径4.0の場合:C2
15 (AOMT170540PEER)
fz:0.05mm/t コーナー半径5.0の場合:C5
fz:0.1mm/t
12 (AOMT170550PEER)
fz:0.15mm/t コーナー半径6.4の場合:C5
(AOMT170564PEER)
切 9
込 標準:R1となっています。
み
ap
(mm) 6
切削幅 ae
3
0 5 10 15 20 25 突出し 35mm
切削幅 ae (mm)
・被削材ごとの切削条件は、P7をご覧ください。
・ 使用環境(設備、被削材形状、クランプ方法)によって、推奨切削条件では加工できない場合があります。
N m 推奨締付けトルク(N・m) D印:標準在庫品
16
WEZR WEZ
DC
切込み ap
被削材径
ø16mm
DMM h7
DCSFMS
DC
DMM h7
DCSFMS
Page17
SEC-ウェーブミル
WEZ 11000ES型 複合加工機用 鋼 ステンレス鋼 鋳鉄 非鉄金属 難削材
■インサート 寸法(mm)
材質分類 コーティング 超硬合金 DLCサーメット
高速・軽切削 P K K N P
適用
加工 汎用切削 P K K N N
粗切削 P K
型 番 コーナー半径
RE Fig
AOMT 11T302PEER-G D D D D D Q Q D 0.2 1
AOMT 11T304PEER-G D D D D D D D D D Q Q D 0.4 1
AOMT 11T305PEER-G D D D Q Q 0.5 1
AOMT 11T308PEER-G D D D D D D D D D Q Q D 0.8 1
AOMT 11T310PEER-G D D D Q Q 1.0 1
AOMT 11T312PEER-G D D D D D Q Q 1.2 1
AOMT 11T316PEER-G D D D D D Q Q 1.6 1
AOMT 11T320PEER-G D D D D D Q Q 2.0 1
AOMT 11T324PEER-G D D D Q Q 2.4 1
AOMT 11T330PEER-G D D D D D Q Q 3.0 2 シ
AOMT 11T332PEER-G D D D Q Q 3.2 2 ェ
AOMT 11T304PEER-H D D D D D D D D D Q Q Q 0.4 1 ル
AOMT 11T308PEER-H D D D D D D D D D Q Q Q 0.8 1
AOMT 11T312PEER-H D D D Q Q Q 1.2 1 Fig 1 Fig 2
AOMT 11T316PEER-H RE
D D D Q Q Q 1.6 1 RE 柄
AOET 11T302PEER-F D Q Q Q Q Q Q 0.2 1 付
AOET 11T304PEER-F D Q Q Q Q Q Q 0.4 1 き
AOET 11T305PEER-F D Q Q Q Q Q Q 0.5 1
AOET 11T308PEER-F D Q Q Q Q Q Q 0.8 1
AOET 11T310PEER-F D Q Q Q Q Q Q 1.0 1 12.8 3.6 モ
ジ 19.5 5.5
AOET 11T312PEER-F D Q Q Q Q Q Q 1.2 1 ュ
ラ
AOET 11T316PEER-F D Q Q Q Q Q Q 1.6 1 ー
AOET 11T320PEER-F D Q Q Q Q Q Q 2.0 1
AOET 11T324PEER-F D Q Q Q Q Q Q 2.4 1 Fig 2 使
AOET 11T330PEER-F D Q Q Q Q Q Q 3.0 2 RE 用
AOET 11T332PEER-F D Q Q Q Q Q Q 3.2 2 実
AOET 11T302PEER-P16 D Q Q Q Q Q Q 0.2 1 例
AOET 11T304PEER-P16 D Q Q Q Q Q Q 0.4 1
AOET 11T305PEER-P16 D Q Q Q Q Q Q 0.5 1 オ
AOET 11T308PEER-P16 12.2 3.4
D Q Q Q Q Q Q 0.8 1 ー
AOET 11T310PEER-P16 ダ
D Q Q Q Q Q Q 1.0 1 ー
AOET 11T312PEER-P16 D Q Q Q Q Q Q 1.2 1 品
AOET 11T302PEER-P20 D Q Q Q Q Q Q 0.2 1
AOET 11T304PEER-P20 D Q Q Q Q Q Q 0.4 1
AOET 11T305PEER-P20 D Q Q Q Q Q Q 0.5 1
AOET 11T308PEER-P20 D Q Q Q Q Q Q 0.8 1
AOET 11T310PEER-P20 D Q Q Q Q Q Q 1.0 1
AOET 11T312PEER-P20 D Q Q Q Q Q Q 1.2 1
AOET 11T302PEER-P25 D Q Q Q Q Q Q 0.2 1
AOET 11T304PEER-P25 D Q Q Q Q Q Q 0.4 1
AOET 11T305PEER-P25 D Q Q Q Q Q Q 0.5 1
AOET 11T308PEER-P25 D Q Q Q Q Q Q 0.8 1
AOET 11T310PEER-P25 D Q Q Q Q Q Q 1.0 1
AOET 11T312PEER-P25 D Q Q Q Q Q Q 1.2 1
AOET 11T302PEFR-S Q Q Q Q Q Q Q Q Q D D Q 0.2 1
AOET 11T304PEFR-S Q Q Q Q Q Q Q Q Q D D Q 0.4 1
AOET 11T305PEFR-S Q Q Q Q Q Q Q Q Q D D Q 0.5 1
AOET 11T308PEFR-S Q Q Q Q Q Q Q Q Q D D Q 0.8 1
AOET 11T310PEFR-S Q Q Q Q Q Q Q Q Q D D Q 1.0 1
AOET 11T312PEFR-S Q Q Q Q Q Q Q Q Q D D Q 1.2 1
AOET 11T316PEFR-S Q Q Q Q Q Q Q Q Q D D Q 1.6 1
AOET 11T320PEFR-S Q Q Q Q Q Q Q Q Q D D Q 2.0 1
AOET 11T324PEFR-S Q Q Q Q Q Q Q Q Q D D Q 2.4 1
AOET 11T330PEFR-S Q Q Q Q Q Q Q Q Q D D Q 3.0 2
AOET 11T332PEFR-S Q Q Q Q Q Q Q Q Q D D Q 3.2 2
末尾-Gは汎用型、-Hは高強度型、-Fは中仕上げ用、-P16/-P20/-P25は高精度加工用、-Sは非鉄金属用です。 インサート取付時のご注意 P49 推奨切削条件 P7
※-P16は本体刃径ø14,ø16に適用。 -P20は本体刃径ø20に適用。 -P25は本体刃径ø25に適用。
D印:標準在庫品 D印:標準在庫品(拡充品) 無印:受注生産品 Q印:製作いたしません
17
ACU2500
XCU2500
ACP2000
ACP3000
XCK2000
ACK2000
ACK3000
ACM200
ACM300
H20
DL2000
T2500A
7.5
7.5
10.5 WEZR WEZ
20°
20° 20°
Page18
SEC-ウェーブミル
WEZ 11000EL型 鋼 ステンレス鋼 鋳鉄 非鉄金属 難削材
半径方向
すくい角 -7°~-18°
軸方向 6°~15°
Fig 1 Fig 2
LH
LF LH
LF
■本体(ロングシャンクタイプ) 寸法(mm)
型 番 在庫 刃径 シャンク 頭部 全長 重量
DC DMM LH LF 刃数 (kg) Fig
WEZ 11014EL01 D 14 16 25(24.7) 120(119.7) 1 0.16 1
シ WEZ 11016EL02 D 16 16 25(24.7) 145(144.7) 2 0.19 1
ェ WEZ 11016EL02-14 D 16 14 25(24.7) 145(144.7) 2 0.15 2
ル WEZ 11018EL02 D 18 16 25(24.7) 145(144.7) 2 0.20 2
WEZ 11020EL02 D 20 20 40(39.7) 150(149.7) 2 0.31 1
WEZ 11020EL02-18 D 20 18 25(24.7) 150(149.7) 2 0.26 2
柄 WEZ 11022EL02 D 22 20 30(29.7) 150(149.7) 2 0.32 2
付 WEZ 11025EL02 D 25 25 50(49.7) 170(169.7) 2 0.57 1
き WEZ 11025EL02-22 D 25 22 30(29.7) 170(169.7) 2 0.46 2
WEZ 11025EL03 D 25 25 50(49.7) 170(169.7) 3 0.57 1
モ WEZ 11028EL02 D 28 25 30(29.7) 170(169.7) 2 0.60 2
ジ WEZ 11030EL02 D 30 25 30(29.7) 170(169.7) 2 0.62 2
ュ
ラ WEZ 11032EL02 D 32 32 60(59.7) 170(169.7) 2 0.97 1
ー WEZ 11032EL02-30 D 32 30 30(29.7) 170(169.7) 2 0.88 2
WEZ 11032EL03 D 32 32 60(59.7) 170(169.7) 3 0.96 1
使 WEZ 11035EL02 D 35 32 30(29.7) 170(169.7) 2 1.02 2
用 WEZ 11035EL03 D 35 32 30(29.7) 170(169.7) 3 1.00 2
実 WEZ 11040EL02 D 40 32 30(29.7) 170(169.7) 2 1.08 2
例 WEZ 11050EL03 D 50 32 30(29.7) 170(169.7) 3 1.19 2
LH、LFの( )内寸法は、RE=3.0/3.2のインサートを使用時の寸法です。 RE=3.0/3.2のインサート使用時は最大切込み9.5となります。
オ 本体にインサートは組み込んでありません。
ー
ダ
ー ■部品 ■型番の呼び方
品 インサート用皿ねじ レンチ 焼付防止剤 WEZ 11 025 E L 02 -22
適用カッタ
N m 型式記号 インサート 刃径 柄付き ロング 刃数 シャンク径
サイズ シャンク
WEZ11014EL01
WEZ11016EL02(-14) BFTX0305IP *コーナー半径2.4以上のインサートを取り付ける際には
WEZ11018EL02 ボディの修正が必要です。
このエッジを追加工してください。
WEZ11020EL02(-18)
WEZ11022EL02 WEZ11型 WEZ17型
WEZ11025EL02(-22) 追加工の目安 追加工の目安
WEZ11025EL03 コーナー半径2.4の場合:C1 コーナー半径2.4の場合:C1
WEZ11028EL02 1.5 TRDR08IP SUMI-P (AOMT11T324PEER) (AOMT170524PEER)
WEZ11030EL02 コーナー半径3.0の場合:C1 コーナー半径3.0の場合:C1
BFTX0306IP
WEZ11032EL02(-30) (AOMT11T330PEER) (AOMT170530PEER)
WEZ11032EL03 コーナー半径3.2の場合:C1 コーナー半径3.2の場合:C1
WEZ11035EL02 (AOMT11T332PEER) (AOMT170532PEER)
WEZ11035EL03 コーナー半径4.0の場合:C2
WEZ11040EL02 (AOMT170540PEER)
WEZ11050EL03 コーナー半径5.0の場合:C5
(AOMT170550PEER)
コーナー半径6.4の場合:C5
(AOMT170564PEER)
標準:R1となっています。
N m 推奨締付けトルク(N・m) D印:標準在庫品
18
WEZR WEZ
DC
DMM h7
DC
DMM h7
Page19
SEC-ウェーブミル
WEZ 11000EL型 鋼 ステンレス鋼 鋳鉄 非鉄金属 難削材
■インサート 寸法(mm)
材質分類 コーティング 超硬合金 DLCサーメット
高速・軽切削 P K K N P
適用
加工 汎用切削 P K K N N
粗切削 P K
型 番 コーナー半径
RE Fig
AOMT 11T302PEER-G D D D D D Q Q D 0.2 1
AOMT 11T304PEER-G D D D D D D D D D Q Q D 0.4 1
AOMT 11T305PEER-G D D D Q Q 0.5 1
AOMT 11T308PEER-G D D D D D D D D D Q Q D 0.8 1
AOMT 11T310PEER-G D D D Q Q 1.0 1
AOMT 11T312PEER-G D D D D D Q Q 1.2 1
AOMT 11T316PEER-G D D D D D Q Q 1.6 1
AOMT 11T320PEER-G D D D D D Q Q 2.0 1
AOMT 11T324PEER-G D D D Q Q 2.4 1
AOMT 11T330PEER-G D D D D D Q Q 3.0 2 シ
AOMT 11T332PEER-G D D D Q Q 3.2 2 ェ
AOMT 11T304PEER-H D D D D D D D D D Q Q Q 0.4 1 ル
AOMT 11T308PEER-H D D D D D D D D D Q Q Q 0.8 1
AOMT 11T312PEER-H D D D Q Q Q 1.2 1 Fig 1 Fig 2
RE
AOMT 11T316PEER-H D D D Q Q Q 1.6 1 RE 柄
AOET 11T302PEER-F D Q Q Q Q Q Q 0.2 1 付
AOET 11T304PEER-F D Q Q Q Q Q Q 0.4 1 き
AOET 11T305PEER-F D Q Q Q Q Q Q 0.5 1
AOET 11T308PEER-F D Q Q Q Q Q Q 0.8 1 モ
AOET 11T310PEER-F D Q Q Q Q Q Q 1.0 1 12.8 3.6 ジ 19.5 5.5
AOET 11T312PEER-F D Q Q Q Q Q Q 1.2 1 ュ
ラ
AOET 11T316PEER-F D Q Q Q Q Q Q 1.6 1 ー
AOET 11T320PEER-F D Q Q Q Q Q Q 2.0 1
AOET 11T324PEER-F D Q Q Q Q Q Q 2.4 1 Fig 2 使
AOET 11T330PEER-F D Q Q Q Q Q Q 3.0 2 RE 用
AOET 11T332PEER-F D Q Q Q Q Q Q 3.2 2 実
AOET 11T302PEER-P16 D Q Q Q Q Q Q 0.2 1 例
AOET 11T304PEER-P16 D Q Q Q Q Q Q 0.4 1
AOET 11T305PEER-P16 D Q Q Q Q Q Q 0.5 1 オ
AOET 11T308PEER-P16 D Q Q Q Q Q Q 0.8 1 12.2 3.4 ー
AOET 11T310PEER-P16 ダ
D Q Q Q Q Q Q 1.0 1 ー
AOET 11T312PEER-P16 D Q Q Q Q Q Q 1.2 1 品
AOET 11T302PEER-P20 D Q Q Q Q Q Q 0.2 1
AOET 11T304PEER-P20 D Q Q Q Q Q Q 0.4 1
AOET 11T305PEER-P20 D Q Q Q Q Q Q 0.5 1
AOET 11T308PEER-P20 D Q Q Q Q Q Q 0.8 1
AOET 11T310PEER-P20 D Q Q Q Q Q Q 1.0 1
AOET 11T312PEER-P20 D Q Q Q Q Q Q 1.2 1
AOET 11T302PEER-P25 D Q Q Q Q Q Q 0.2 1
AOET 11T304PEER-P25 D Q Q Q Q Q Q 0.4 1
AOET 11T305PEER-P25 D Q Q Q Q Q Q 0.5 1
AOET 11T308PEER-P25 D Q Q Q Q Q Q 0.8 1
AOET 11T310PEER-P25 D Q Q Q Q Q Q 1.0 1
AOET 11T312PEER-P25 D Q Q Q Q Q Q 1.2 1
AOET 11T302PEFR-S Q Q Q Q Q Q Q Q Q D D Q 0.2 1
AOET 11T304PEFR-S Q Q Q Q Q Q Q Q Q D D Q 0.4 1
AOET 11T305PEFR-S Q Q Q Q Q Q Q Q Q D D Q 0.5 1
AOET 11T308PEFR-S Q Q Q Q Q Q Q Q Q D D Q 0.8 1
AOET 11T310PEFR-S Q Q Q Q Q Q Q Q Q D D Q 1.0 1
AOET 11T312PEFR-S Q Q Q Q Q Q Q Q Q D D Q 1.2 1
AOET 11T316PEFR-S Q Q Q Q Q Q Q Q Q D D Q 1.6 1
AOET 11T320PEFR-S Q Q Q Q Q Q Q Q Q D D Q 2.0 1
AOET 11T324PEFR-S Q Q Q Q Q Q Q Q Q D D Q 2.4 1
AOET 11T330PEFR-S Q Q Q Q Q Q Q Q Q D D Q 3.0 2
AOET 11T332PEFR-S Q Q Q Q Q Q Q Q Q D D Q 3.2 2
末尾-Gは汎用型、-Hは高強度型、-Fは中仕上げ用、-P16/-P20/-P25は高精度加工用、-Sは非鉄金属用です。 インサート取付時のご注意 P49 推奨切削条件 P7
※-P16は本体刃径ø14,ø16に適用。 -P20は本体刃径ø18,ø20に適用。 -P25は本体刃径ø25,ø28に適用。
D印:標準在庫品 D印:標準在庫品(拡充品) 無印:受注生産品 Q印:製作いたしません
19
ACU2500
XCU2500
ACP2000
ACP3000
XCK2000
ACK2000
ACK3000
ACM200
ACM300
H20
DL2000
T2500A
7.5
7.5
10.5 WEZR WEZ
20°
20° 20°
Page20
SEC-ウェーブミル
WEZ 17000E型 鋼 ステンレス鋼 鋳鉄 非鉄金属 難削材
半径方向
すくい角 -6°~-12°
軸方向 6°~15°
Fig 1 Fig 2
LH
LF LH
LF
■本体(柄付きタイプ) 寸法(mm)
型 番 在庫 刃径 シャンク 頭部 全長 重量
DC DMM LH LF 刃数 (kg) Fig
WEZ 17025E02 D 25 25 35(34.3) 120(119.3) 2 0.38 1
シ WEZ 17025E02-20 D 25 20 35(34.3) 120(119.3) 2 0.25 2
ェ
ル WEZ 17028E02 D 28 25 35(34.3) 120(119.3) 2 0.40 2
WEZ 17030E03 D 30 25 40(39.3) 130(129.3) 3 0.43 2
WEZ 17032E02 D 32 32 40(39.3) 130(129.3) 2 0.71 1
WEZ 17032E03 D 32 32 40(39.3) 130(129.3) 3 0.69 1
柄 WEZ 17032E03-25 D 32 25 40(39.3) 130(129.3) 3 0.44 2
付
き WEZ 17035E03 D 35 32 40(39.3) 130(129.3) 3 0.72 2
WEZ 17040E03 D 40 32 30(29.3) 135(134.3) 3 0.81 2
WEZ 17040E04 D 40 32 30(29.3) 135(134.3) 4 0.79 2
モ WEZ 17050E03 D 50 32 30(29.3) 135(134.3) 3 0.93 2
ジ
ュ WEZ 17050E03-42 D 50 42 30(29.3) 135(134.3) 3 1.41 2
ラ WEZ 17050E05 D 50 32 30(29.3) 135(134.3) 5 0.89 2
ー WEZ 17050E05-42 D 50 42 30(29.3) 135(134.3) 5 1.37 2
WEZ 17063E04 D 63 32 30(29.3) 135(134.3) 4 1.10 2
使 WEZ 17063E04-42 D 63 42 30(29.3) 135(134.3) 4 1.58 2
用 WEZ 17063E06 D 63 32 30(29.3) 135(134.3) 6 1.08 2
実
例 WEZ 17063E06-42 D 63 42 30(29.3) 135(134.3) 6 1.56 2
WEZ 17080E07 D 80 32 30(29.3) 135(134.3) 7 1.39 2
オ LH、LFの( )内寸法は、RE=5.0/6.4のインサートを使用時の寸法です。 RE=5.0/6.4のインサート使用時は最大切込み14.5となります。
ー 本体にインサートは組み込んでありません。
ダ
ー
品 ■部品 ■型番の呼び方
インサート用皿ねじ レンチ 焼付防止剤 WEZ 17 025 E 02 -20
適用カッタ
N m 型式記号 インサート 刃径 柄付き 刃数 シャンク径
サイズ
WEZ17025E02(-20)
WEZ17028E02 BFTX0407IP *コーナー半径2.4以上のインサートを取り付ける際には
WEZ17030E03 ボディの修正が必要です。
このエッジを追加工してください。
WEZ17032E02
WEZ17032E03(-25) WEZ11型 WEZ17型
WEZ17035E03 追加工の目安 追加工の目安
WEZ17040E03 3.0 TRDR15IP SUMI-P コーナー半径2.4の場合:C1 コーナー半径2.4の場合:C1
WEZ17040E04 (AOMT11T324PEER) (AOMT170524PEER)
BFTX0409IP
WEZ17050E03(-42) コーナー半径3.0の場合:C1 コーナー半径3.0の場合:C1
WEZ17050E05(-42) (AOMT11T330PEER) (AOMT170530PEER)
WEZ17063E04(-42) コーナー半径3.2の場合:C1 コーナー半径3.2の場合:C1
WEZ17063E06(-42) (AOMT11T332PEER) (AOMT170532PEER)
WEZ17080E07 コーナー半径4.0の場合:C2
(AOMT170540PEER)
コーナー半径5.0の場合:C5
(AOMT170550PEER)
コーナー半径6.4の場合:C5
(AOMT170564PEER)
標準:R1となっています。
N m 推奨締付けトルク(N・m) D印:標準在庫品
20
WEZR WEZ
DC
DMM h7
DC
DMM h7