



5軸マシニングセンタや3軸マシニングセンタ(+ロータリーテーブル)等で使用する多面加工用に開発された高剛性ワーククランプ治具システム。
スマートグリップでの多面加工による工程集約をご提案!
加工機とロボットを組み合わせた自動化システムにも対応!
関連メディア
このカタログについて
| ドキュメント名 | ワーク取付治具 【スマートグリップ】 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 1.7Mb |
| 取り扱い企業 | 株式会社MSTコーポレーション (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
クイック交換式 治具システム
スマートグリップ
治具で 加工が変わる!
×
干 ダブテール ワーク
クランプ
渉 ワーク
ホルダ
HSK規格
インターフェース
ヘッド
5 軸 ロボット
M / C 交換
クランプ
中小企業優秀新技術・新製品賞 3 軸+
りそな中小企業振興財団 力 ロータリー
日刊工業新聞社
Page2
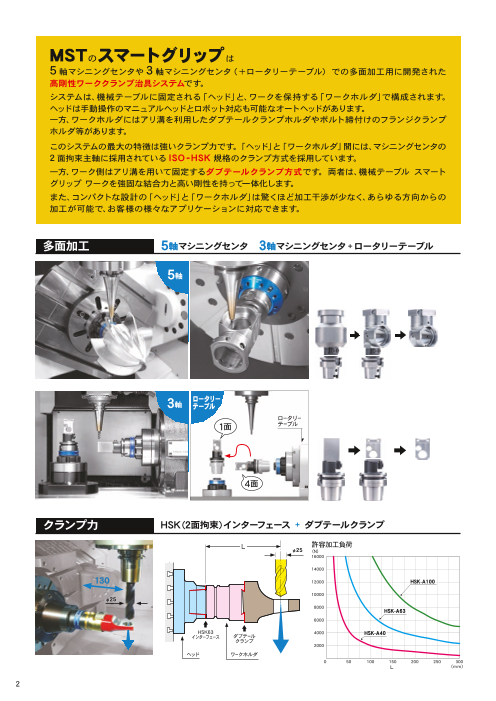
MST のスマートグリップ は
5軸マシニングセンタや3軸マシニングセンタ( +ロータリーテーブル)での多面加工用に開発された
高剛性ワーククランプ治具システムです。
システムは、機械テーブルに固定される「ヘッド」と、ワークを保持する「 ワークホルダ」で構成されます。
ヘッドは手動操作のマニュアルヘッドとロボット対応も可能なオートヘッドがあります。
一方、ワークホルダにはアリ溝を利用したダブテールクランプホルダやボルト締付けのフランジクランプ
ホルダ等があります。
このシステムの最大の特徴は強いクランプ力です。「ヘッド」と「 ワークホルダ」 間には、マシニングセンタの
2面拘束主軸に採用されている ISO ーHSK規格のクランプ方式を採用しています。
一方、ワーク側はアリ溝を用いて固定するダブテールクランプ方式です。両者は、機械テーブル スマート
グリップ ワークを強固な結合力と高い剛性を持って一体化します。
また、コンパクトな設計の「 ヘッド」と「 ワークホルダ」は驚くほど加工干渉が少なく、あらゆる方向からの
加工が可能で、お客様の様々なアプリケーションに対応できます。
多面加工 5軸マシニングセンタ 3軸マシニングセンタ + ロータリーテーブル
5軸
3 ロータリー軸 テーブル
ロータリー
1面 テーブル
4面
クランプ力 HSK (2面拘束) インターフェース + ダブテールクランプ
L 許容加工負荷
φ25 (N)
16000
14000
130 12000 HSK-A100
10000
φ25
8000
HSK-A63
6000
HSK63
ダブテール 4000 HSK-A40インターフェース
クランプ
2000
ヘッド ワークホルダ
0 50 100 150 200 250 300
LL (mm) ( mm)
2 100000
90000 HSK-A100HSK-A63
80000 HSK-A40
70000
60000
50000
40000
30000
20000
10000
0 25 50 75 100 125 150
R (mm)
Page3
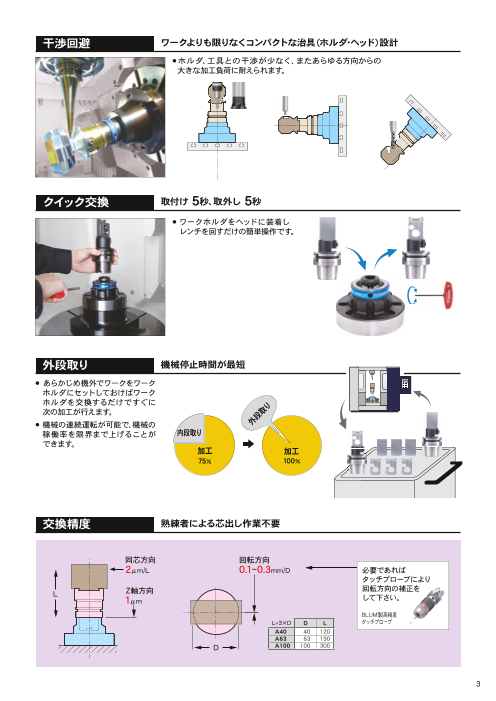
干渉回避 ワークよりも限りなくコンパクトな治具 (ホルダ・ヘッド) 設計
● ホルダ、工具との干渉が少なく、またあらゆる方向からの
大きな加工負荷に耐えられます。
クイック交換 取付け 5秒、取外し 5秒
● ワークホルダをヘッドに装着し
レンチを回すだけの簡単操作です。
外段取り 機械停止時間が最短
● あらかじめ機外でワークをワーク
ホルダにセットしておけばワーク
ホルダを交換するだけですぐに
次の加工が行えます。 り取
段
● 機械の連続運転が可能で、機械の 外
稼働率を限界まで上げることが 内段取り
できます。
加工 加工
75% 100%
交換精度 熟練者による芯出し作業不要
同芯方向 回転方向
2μm/L 0.1~0.3mm/D 必要であれば
タッチプローブにより
L Z軸方向 回転方向の補正を1μm して下さい。
BLUM製高精度
L=3×D D L タッチプローブ
A40 40 120
A63 63 190
D A100 100 300
3
Page4
システム 様々な形状のワークに対応
ワ
ー
ク
ダブテール
■
ワ
ー
ク 特殊仕様 ●ダブテールバイス クランプホルダ P.8
ホ ●サイドスクリュ クランプホルダ P.8
ル ダブテール フランジ ●コレットホルダ
ダ クランプホルダ P.7 クランプホルダ P.9 ・・
MANUAL AUTO
■
ヘ 手動交換型 自動交換型
ッ マニュアルヘッド P.6 オートヘッド P.5
ド 機械テーブル直付型ダイレクトマウント P.11
HSK-A40
HSK-A63
HSK-A100
Tハンドルレンチで 油圧クランプ式で
ワークホルダを着脱します。 ロボットと組合せた
自動化システムが 短い
構築できます。
加工領域を最大限に確保
マウンティングプレート
機械テーブル
4
Page5
■ ヘッド
マニュアルヘッド (手動交換型)
ワークホルダ
マニュアルクランプ穴
8-G
P.C.D
HSK-A40 HSK-A63 HSK-A100 L
F100H21ーA40ー50 F125H34ーA63ー70 F200H53ーA100ー110 D1 L1
■標準付属品
コード インターフェース L φD1 L1 G P.C.D. クランプ力 ●Tハンドルレンチ ● 取付けボルト×4ヶ
■オプション
F100H21ーA40 ー 50 HSKーA40 50 100 25 M 6×30 55~ 85 10( kN ) 1.7 ●マウンティングプレート
F125H34ーA63 ー 70 HSKーA63 70 125 30 M 8×35 80~100 20 3.8 ■備考●ワークホルダにはマニュアルクランプ穴が必要です。
F200H53ーA100ー110 HSKーA100 110 200 50 M12×50 125~160 30 14
機械テーブルのT溝に合わない場合はマウンティングプレートをご使用ください。
専用設計・製作もいたします。
コード インターフェース T φD φH G1 G2 G3 P.C.D
D 4-G1 P.C.D
F160H32ーA40 HSK-A40 20 160 32 M 5×20 M 6×20 M 6 80~125 2.6 4-G2 P.C.D
F200H32ーA40 25 200 M 8×25 M10×25 100~160 5
F160H50ーA63 HSK-A63 20 160 50 M 5×20 M 6×20 M 6 80~125 2.4 H -
F200H50ーA63 25 200 M 8×25 M10×25 100~160 4.7 8 M8
F250H50ーA63 30 250 50 M10×30 M12×30 M12 140~200 9.4 -T 8 G3
F250H80ーA100 HSK-A100 30 250 80 M10×30 M12×30 M12 140~200 8.7 オートヘッド は P.8
■ ワークホルダ
ダブテールクランプホルダ
SW
L1
L
G ワークのダブテール加工
W C
取付けるワークにはあらかじめダブテール加工が
必要です。加工後はダブテール部を除去してください。
A63ーDOC25ー65
H1 アンギュラカッタ
コード L L C W H G SW 詳細は弊社までお問い合わせください。 1 φ 1
A40 ーDOC 17.5ー55 55 25 30 17.5 2 M 5 4 0.4 ダブテール部詳細図
ーDOC 25 ー55 28 40 25 3 M 6 5 0.6 P SW(溝幅)
ーDOC 35 ー55 25 50 35 0.7 W±0.1 60°
ーDOC 50 ー60 60 30 70 50 5 M 8 6 1.2 H
A63 ーDOC 25 ー65 65 27 40 25 3 M 6 5 1.2 SD(溝深さ)
ーDOC 35 ー65 50 35 1.3
ーDOC 50 ー70 70 30 70 50 5 M 8 6 1.8 ホルダタイプ W H P SW SD
ーDOC 70 ー75 DOC 17.5 17.5 2.5 2.5 4 275 35 100 70 M10 8 3 DOC 25 25 3.5 6 2.5
A100ーDOC 35 ー70 70 27 50 35 3 M 6 5 3.3 DOC 35 35 5.5 8
ーDOC 50 ー75 75 32 70 50 5 M 8 6 3.8 DOC 50 50 5.5 9 10 4
ーDOC 70 ー75 35 100 70 M10 8 5 DOC 70 70 18 12
ーDOC100 ー85 85 40 140 100 10 7.7 DOC100 100 10.5 26 15
5
Page6
フランジクランプホルダ Fig. 1 -3-G 6 d3 Fig. 2 6-d2 Fig. 32 3-T3 3-G2 3-T2 3-G2 9-D T13 D2 D1
h1
h2 d D
L
3通りのワーク取付け方法 ③ ③
G1 ①センターボルト
②フランジボルト
A63ーFP85ー50 ③フランジタップ ② ① ②
コード Fig. L φD φD1 φD2 φD3 φd h1 h2 T1 T2 T3 φd2 φd3 G1 G2
A40 ーFP40 ー35 3 35 40 32 ー ー 25 12 4 M4× 6 ー ー ー ー M 6×15 M4× 8 0.3
ーFP63 ー40 2 40 63 50 +0.053+0.020 M5 5.5 M 6×20 0.5
A63 ーFP63 ー45 3 45 63 50 ー ー 40 13 5 M5× 8 ー ー ー ー M10×20 M6×10 0.9
ーFP85 ー50 2 50 85 73 +0.064+0.025 M6 6.6 M10×25 1.2
ーFP110ー55 1 55 110 95 M6×9 M 8 9 M10×30 1.7
A100ーFP100ー55 3 55 100 85 ー ー 70 17 7 M8×12 ー ー ー ー M12×25 M8×16 3.0
ーFP130ー65 2 65 130 115 +0.076+0.030 M8 9 M12×35 4.2
ーFP160ー70 1 70 160 140 M8×12 M10 11 M12×40 5.3
■標準付属品 ■オプション
●センターボルト ( G1 )×1ヶ ●セットスクリュ ( G2 )×3ヶ ●位置決めボス ●アダプタ
●M 6特殊小径頭ボルト ( 頭部の径がM5 ) ×3ヶ ( A63ーFP85ー50 / A63ーFP110ー55 )
※通常のM6キャップスクリュはご使用いただけません。 ■備考
●センターボルト(G1)でワークをクランプしてください。回り止めが必要な場合は
ワークに面そぎ部を設け、セットスクリュ(G 2)を利用して固定してください。
中心位置決めが必要な場合は位置決めボスをご使用ください
ワーク ■備考
h D5 コード ホルダタイプ φD4 φD5 h ●3 D センターボルト(G1)で締付けて固定してください。4 セットスクリュ( G2) IR15ーA40 FP 回り止めが必要な場合は、HSK-A40 15 0-0.027 25 15 0.05 ボス面を面そぎ(B1)し、
IR25ーA63 FP HSK-A63 25 0 40 16 0.1 セットスクリュ(G2)で
位置決めボス 面そぎ部 ( B1) -0.0330 固定してください。
ワーク ホルダ センタ ボルト (G ) IR40ーA100FP HSK-A100 40 -0.039 70 20 0.5 IR25ーA63FPー 1
小型ワークにはアダプタをご使用ください ワ-ク Fig. 1 センターボルト( G1)
取付部を小さくすることで加工干渉を アダプタ
少なくします。 セットスクリュ( G2 ) H2 9-T1
D1
ワ-クホルダ DH1
(フランジクランプ) d
RSーA63ーA40
固定用ボルト (G3 )
コード 対応ワークホルダ Fig. φD φD1 φd H1 H2 H T1 G1 G2 G H3
RSーA63 ーA40 A63 ーFP 63ー45 1 40 32 25 12 4 50 M4×6 M 6×20 M4× 8 M5×16 0.5 Fig. 2
ーFP 85ー50 +0.064 センターボルト (G1)
ーFP110ー55 +0.025 9-T1
RSーA100ーA40 A100ーFP100ー55 2 40 32 25 12 4 60 M4×6 M 6×20 M4× 8 M8×25 1.5 H D12
ーFP130ー65 +0.053
ーFP160ー70 +0.020 D
RSーA100ーA63 A100ーFP100ー55 1 63 50 40 13 5 55 M5×8 M10×20 M6×10 M8×25 1.7 H1 d
ーFP130ー65 +0.053
ーFP160ー70 +0.020 H 固定用ボルト (G3 )
■標準付属品 ■備考
●センターボルト ( G1 )× 1ヶ ●セットスクリュ ( G2 )× 3ヶ ●センターボルト ( G1 )でワークをクランプしてください。回り止めが必要な場合は
●固定用ボルト ( G3 )× 3ヶ 面そぎ部を、セットスクリュ( G2 )で固定してください。
ダブテールバイスクランプホルダ
Fig. 1 爪 Fig. 2 爪W
W
G 12
90 110 15 42 □S
L1 3 (4.5)20 15 G
A63ーDOV90 L B 25×(溝本数 ー1)
L1 3
A63ーDOV110 L
コード Fig. □S 溝本数 B W G (深さ) L L1 ■標準付属品 アンギュラカッタ
● 8mm六角レンチ 詳細は弊社までお問い合わせください。
A63 ーDOV 90 1 ー 3 90 12~ 73 20ーM4(6) 85 35 3.8 ■備考
110 2 110 ー ー 36~ 80 24ーM8(10) 90 35 5.7 ●取り付けるワークにはあらかじめアンギュラ
A100 カッタによるダブテール加工が必要です。ーDOV140 1 ー 5 140 12~ 73 30ーM4(6) 100 35 7.7 ●爪はそれぞれ独立して動きます。
140 2 140 ー ー 36~110 52ーM8(10) 100 35 9.9 ●必要に応じ、バイス上面のタップをご使用ください。
6
Page7
サイドスクリュクランプホルダ
H
L
Fig. 1 L1 G Fig. 2 φC
G1 H2
3 (クランプスクリュ大 ) H1 □W ( 素材サイズ )
G1 B
G2
G2
C L1 (クランプスクリュ小)
H1 □W ( 素材サイズ ) L G3 ( アジャストスクリュ )
H
W1
A63ーSCS10ー55 A63ーSCD30ー70
■標準付属品
W2 ● クランプスクリュ 大 (G1) × 2ヶ
コード Fig. □W W1 W2 B L L1 φC H H1 H2 G1(ボルト添付) G2 G3
A40 ーSCS10 ー40 1 5 ~ 10 13 18.6 30 40 11 39 4.5 ー ー M 6× 10 ー M 6 0.5
ーSCD20ー55 2 15 ~ 20 ー ー ー 55 30 49 25 11 ー M 8×16 M4 M10 0.5
A63 ーSCS10 ー55 1 5 ~ 10 20 23.5 50 55 21 62 7.5 17 ー M10 × 15 M5 M10 1.1
ーSCS20 ー55 15 ~ 20 25 28.5
ーSCD20ー65 2 15 ~ 20 ー ー ー 65 30 49 25 11 ー M 8×16 M4 M10 1.2
ーSCD25ー70 20 ~ 25 70 35 56 30 8 20 1.3
ーSCD30ー70 25 ~ 30 44 62 35 9 24 M10×20 M5 1.4
ーSCD40ー85 35 ~ 40 85 52 76 45 12 30 M12×20 M6 1.9
A100 ーSCS20 ー70 1 12 ~ 20 29.5 34 80 70 26 99 9 20 ー M12 × 20 M5 M12 3.6
ーSCS30 ー70 22 ~ 30 34.5 39
ーSCD20ー70 2 15 ~ 20 ー ー ー 70 30 49 25 11 ー M 8×16 M4 M10 3
ーSCD25ー75 20 ~ 25 75 35 56 30 8 20 3.4
ーSCD30ー80 25 ~ 30 80 62 35 9 24 M10×20 M5 3.5
ーSCD40ー90 35 ~ 40 90 45 76 45 12 30 M12×20 M6 3.9
■ ダイレクトマウント( 機械テーブル直付型)
ダブテールクランプ式
H2 アンギュラカッタ
4-M10
φ140 P.C.D. 80 W C 詳細は弊社までお問い合わせください。 φ
120 ■標準付属品. ■備考
H ● ●1 取付けボルト×4ヶ 取り付けるワークにはあらかじめアンギュラ
10 H ■オプション
カッタによるダブテール加工が必要です。
F140S80-DOC50-55 ●マウンティングプレート
コード H H1 H2 φC W コード H H1 H2 φC W
F140S80ーDOC 17.5ー60 60 45 2 30 17.5 2.5 F140S80ーDOC 50ー55 55 40 5 70 50 3.4
ーDOC 25 ー60 3 40 25 2.6 ーDOC 70ー55 100 70 4.7
ーDOC 35 ー55 55 40 50 35 2.8 ーDOC100ー55 10 140 100 5.5
フランジクランプ式
h Fig. 1 3-G2 6-d3 3-T3 Fig. 21 3-G2 6-d2 3-T Fig. 32D3 D2 3-G2 9-T D1
4-M10
φ140 P.C.D. φ80 d C
120
H1
F140S80-FP85-50 10 H
コード Fig. H H1 φC φD1 φD2 φD3 φd h1 T1 T2 T3 d2 d3 G2
F140S80ーFP 63ー50 3 50 25 63 50 ー ー 40 13 M5× 8 ー ー ー ー M6×10 2.6
ーFP 85ー50 2 85 73 M6 6.6 3.1
ーFP110ー70 1 70 45 110 95 M6×9 M8 9 3.7
ーFP130ー75 2 75 130 85 115 ー 70 17 M8×12 M8 ー 9 ー M8×16 5.5
■標準付属品
● 取付けボルト×4ヶ マウンティングプレートが必要です 25 4-M10 P.C.D.160
■オプション 専用設計、製作もいたします。
●マウンティングプレート ●位置決めボス →P.9 ●アダプタ →P.10 4-M12 P.C.D.170コード φ200 φ80
F200H80ーMP140ー25 4.3 8-M10 P.C.D.120
7
Page8
オートヘッド (自動交換型)
油圧クランプ式のオートマチックヘッドにより加工機とロボットを組合せた自動化システムが構築できます。
3.5MPa エア
低油圧 着座確認 ワークホルダ
エアブロー
切屑の侵入防止
D1 L1
C L
HSK-A40 HSK-A63 HSK-A100
F70S45ーA40ー64 F100S65ーA63ー89 F140S100ーA100ー139
■備考
コード インタフェース L φD1 L 1 クランプ力 最大積載荷重 ● 使用油圧力範囲:3.5MPa
F70S45 ーA40 ー 64 HSKーA40 64 70 35 6 ( kN ) 50 ( kg ) 1.1
F100S65 ーA63 ー 89 HSKーA63 89 100 50 24 140 3.1
F140S100ーA100ー139 HSKーA100 139 140 80 55 640 9.7
マウンティングプレートが
オートヘッド 必要です
●マウンティングプレートは機械
マウンティング テーブルへの固定と、油圧・空圧を
プレート 中継するためのアダプタです。
●機械テーブルの詳細図、 油空圧
機械テーブル ポートや配管図などをご準備ください。専用のマウンティング
プレートも設計、製作します。
自動化システム
M STでは自動化のための、
●制御ユニット ●ワークストッカー ●ロボットハンド
が供給可能です。 マシニングセンタ
制御ユニット
ワークストッカー ロボットハンド
スマート
グリップ
ロボット
油圧+エアー(各2系統)
本社・工場 〒630-0142奈良県生駒市北田原町1738
181000000000PP
TEL : 0743-78-1184 e-mail : info@mst-corp.co.jp http://www.mst-corp.co.jp
181101020037PP