




関連メディア
このカタログについて
| ドキュメント名 | アングルヘッドハーフ 低コストで1軸付加 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 3.9Mb |
| 取り扱い企業 | 株式会社MSTコーポレーション (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
こ
P. 2
ドリル・タップ加工を主目的とした最適設計
低コストで1 軸付加
特殊設計製作品
標準タイプ P. 14
P. 9 豊富な実績
1台から製作
高剛性型
エンドミル加工に対応
Page2
自分で
㎏~ ~ 理
φ36 修
アングルヘッドでの加工の約80%がドリル • タップによる加工です。
アングルヘッドハーフは、そのために必要な剛性と精度に
絞り込んだ最適設計( 剛性1/2) を行い、
安 い( 価格1/2)
早い( 納期1/2)
軽い( 重量1/2) を実現しました。
90° 型 BT30/40/50 型 ユニバーサル 型
HSK-A63 極細ヘッド BT30/40/50 加工角度が BT30/40/50
設定自在
HFD / HFA HUD / HUA
φ1〜20mm HFCS φ1〜20mm
HFT φ 3, 4, 6mm
M2〜16 M 4, 5, 6
HUT 120° 120°
φ36mm M2〜12
15.5
31.5
コンパクト設計 BT30でもATC可能 機械への取付け簡単
使用中の位置決めブロックがそのまま利用できる
位置決めピンを標準化。
あらゆる機械に対応します。
B
位置決めブロック
Q 溝式 テーパ穴式
A
タイプ コード Q A B
90° 型 HFD 7 72 68 38
HFD12 98 93 58
HFT 4 75 73 38 高さ調節自在
HFT 6 97 92 58 BT301.8kg
HFA10 90 87 38
HFA20 119 111 64 ストレートピン テーパピン
HFT12 97 96 64 位置決めピン
116 115
mini 型 HFCS6 36 31.5 31
2
Page3
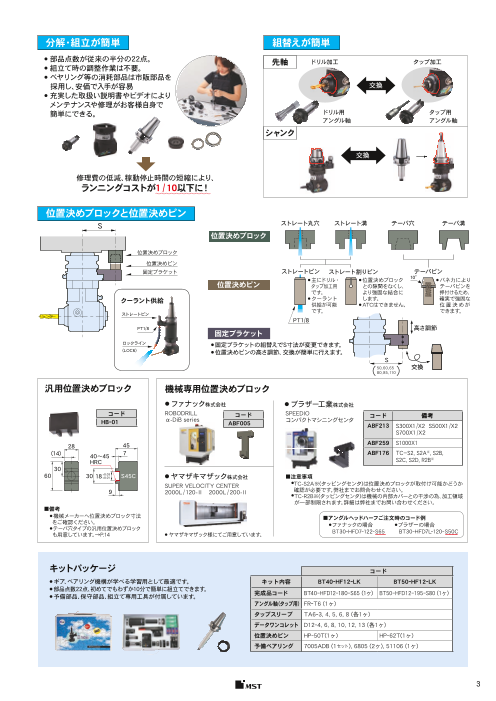
分解・組立が簡単 組替えが簡単
ア
● 部品点数が従来の半分の22点。 先軸 ドリル加工 タップ加工 ン
● 組立て時の調整作業は不要。 グ
● ベヤリング等の消耗部品は市販部品を
採用し、安価で入手が容易 交換 ル
● 充実した取扱い説明書やビデオにより ヘ
メンテナンスや修理がお客様自身で ッ
簡単にできる。 ドリル用 タップ用 ド
アングル軸 アングル軸 ハ
シャンク ー
フ
交換
修理費の低減、稼動停止時間の短縮により、
ランニングコストが1 / 10以下に!
位置決めブロックと位置決めピン
S ストレート丸穴 ストレート溝 テーパ穴 テーパ溝
位置決めブロック
位置決めブロック
位置決めピン
固定ブラケット ストレートピン ストレート割りピン テーパピン
● 主にドリル・ ● 位置決めブロック 10° ● 位置決めピン バネ力により タップ加工用 との隙間をなくし、 テーパピンを
です。 より強固な結合に 押付けるため、
クーラント供給 ● クーラント します。 確実で強固な 供給が可能 ● ATCはできません。 位置決めが
ストレートピン です。 できます。
PT1/8
PT1/8 高さ調節
固定ブラケット
ロックライン ● 固定ブラケットの組替えでS寸法が変更できます。
(LOC6) ● 位置決めピンの高さ調節、 交換が簡単に行えます。
S
( 50 , 6 0, 65 交換 80, 85, 11 0)
汎用位置決めブロック 機械専用位置決めブロック
● ファナック株式会社 ● ブラザー工業株式会社
コード ROBODRILL コード SPEEDIO
HBー01 α-DiB series
コード 備考
ABF005 コンパクトマシニングセンタ ABF213 S300X1 /X2 S500X1 /X2
S700X1 /X2
28 45 ABF259 S1000X1
(14) 40〜45 7 ABF176 TCーS2, S2A
※, S2B,
HRC S2C, S2D, R2B※
30
60 30 18+0.03+0.01 S45C ● ヤマザキマザック株式会社 ■注意事項
SUPER VELOCITY CENTER ●T C-S2A※(タッピングセンタ)は位置決めブロックが取付け可能かどうか
9 2000L / 120-Ⅱ 2000L / 200-Ⅱ 確認が必要です。弊社までお問合わせください。 ●T C-R2B※(タッピングセンタ)は機械の内部カバーとの干渉の為、加工領域
が一部制限されます。詳細は弊社までお問い合わせください。
■備考
●機械メーカーへ位置決めブロック寸法 ■アングルヘッドハーフご注文時のコード例
をご確認ください。 ●
テーパ穴タイプの汎用位置決めブロック ファナックの場合
●ブラザーの場合
●
も用意しています。→P.14 ヤマザキマザック様にてご用意しています。 BT30ーHFD7ー122ー S65 BT30ーHFD7Lー120ー S50C●
キットパッケージ コード
● ギア、ベアリング機構が学べる学習用として最適です。 キット内容 BT40ーHF12ーLK BT50ーHF12ーLK
● 部品点数22点、初めてでもわずか10分で簡単に組立てできます。
予備部品、保守部品、組立て専用工具が付属しています。 完成品コード BT40ーHFD12ー180ーS65 (1ヶ) BT50ーHFD12ー195ーS80 (1ヶ) ●
アングル軸 (タップ用) FRーT6 (1ヶ )
タップスリーブ TA6ー3, 4, 5, 6, 8 (各1ヶ )
データワンコレット D12ー4, 6, 8, 10, 12, 13 (各1ヶ )
位置決めピン HPー50T(1ヶ ) HPー62T(1ヶ)
予備ベアリング 7005ADB (1セット ), 6805 (2ヶ ), 51106 (1ヶ)
3
Page4
■ ハーフ 90° 型
ドリル • エンドミル加工用 タップ加工用
Fig. 1 6,000 min-1 Fig. 3 6,000 min-1 Fig. 5 6,000 min-1
HFD7 CCW H FA10 CCW HFT4 CCW
( ) …HFD7L ( )…HFT4L
60 55 60
( 55 ) L L LφD=1~7 φD=2.4~10 φD=M2~M8
( 55 )
42 ( 46 ) M 46 M 42 ( 46 ) M
CW CW CW
6,000 min-1 6,000 min-1 6,000 min-1
19 19 19
8 1.5
38 38 38
φ72 φ
φ 72
32 36 50 36
90
38 34
68 86 72
Fig. 2 4,000min-1 Fig. 4 6,000min-1 Fig. 6 4,000min-1
HFD12 CCW HFA20 CCW HFT6 CCW
59 7862 59M L M L M L
CW CW CW
4,000 min-1 5,000min-1 4,000min-1
29 32 29
φD=2.5~13 φD=5.8~20 φD=M3~M12
10 3
58 64 58
φ98 φ119 φ97
45 48 60 51 47 47
93 111 94
Fig. 7 6,000min-1
HFT12 CCW
78
62
CW M L
5,000min-1
32
φD=M3~M16
8 3
64
φ 97 ( M3 〜M12 )
40 ( M3 〜M12 ) φ116 ( M14〜M16 )
60 ( M14〜M16 ) 55
95(M3 〜M12)
115(M14〜M16)
BT40ーHFA20ー135
BT40ーHFD12ー120
切削データ
P. 8
BT30ーHFD7ー122
4
Page5
■ご注文時のコード例
コード (本体) Fig. φD L M Kg BT40ーHFD7ー120 ー S 65 ア
BT30ーHFD 7 ー122 1 1 〜 7 122 70 2.3 本体 ン
ー182 182 130 3.0 グ位置決めピン形状
ーHFD 7Lー120 120 57 1.8 S寸法 ルS: ストレートピン
ーHFD12 ー122 2 2.5 〜 13 122 70 2.9 W: ストレート割りピン 50、 60、 65、 ヘ
ーHFA10 ー120 3 2.4 〜 10 120 65 1.8 T: テーパピン 80、 85、 110mm 他 ッ
ーHFT 4 ー122 5 M2 〜 M 8 122 70 2.3 ド
ー182 182 130 3.0 データワンコレット(HFD, HUD用) ハ
ーHFT 4Lー120 120 57 1.8 H1 ー
ーHFT 6 ー122 ( 最大挿入長 )6 M3 〜 M12 122 70 2.9 H フ ( つかみ長さ )
BT40ーHFD 7 ー120 1 1 〜 7 120 70 3.0
ー180 180 130 3.3 D D1
ーHFD12 ー120 2 2.5 〜 13 120 70 3.6 L
ー180 180 130 4.9 コード φD 締り代 φD1 L H H1 適応本体
ーHFA20 ー135 4 5.8 〜 20 135 77 4.4 D 7ー 1.5 1 〜 1.5 0.5 17 50 7 36 HFD 7
ー195 195 137 5.6 ー 2 1.5〜 2 10 HUD 7ー 2.5 2 〜 2.5 12
ーHFT 4 ー120 5 M2 〜 M 8 120 70 3.0 ー 3 2.5〜 3
ー180 180 130 3.3 ー 4 3 〜 4 1 14
ー 5 4 〜 5 16
ーHFT 6 ー120 6 M3 〜 M12 120 70 3.6 ー 6 5 〜 6
ー180 180 130 4.9 ー 7 6 〜 7
ーHFT12 ー135 7 M3 〜 M16 135 77 4.4 D12ー 4 2.5〜 4 1.5 26 70 16 50 HFD12ー 6 4 〜 6 2 20
ー195 195 137 5.6 ー 8 6 〜 8 22
BT50ーHFD 7 ー195 1 1 〜 7 195 130 6.4 ー10 8 〜10 ー12 10 〜12
ー255 255 190 6.8 ー13 11 〜13
ーHFD12 ー135 2 2.5 〜 13 135 70 6.3
ー195 195 130 7.6
ー255 255 190 8.9 スプリングコレット (HFA, HUA 用) H
ーHFA20 ー150 4 5.8 〜 20 150 77 7.1 (つかみ長さ)
ー210 210 137 8.3
ー270 270 197 9.4 D D1
ーHFT 4 ー195 5 M2 〜 M 8 195 130 6.4 L
ー255 255 190 6.8 コード φD 締り代 φD1 L H 適応本体
ーHFT 6 ー135 6 M3 〜 M12 135 70 6.3 C10ーD 2.6 2.8 3 ... 0.2 17.2 26 16 (φD= 2.6〜5) HFA10
ー195 195 130 7.6 (0.2間隔 ) ※3, 4除く HUA10
... 9.6 9.8 10 18 (φD= 3, 4,
ー255 255 190 8.9 5.2〜5.8)
ーHFT12 ー150 7 M3 〜 M16 150 77 7.1 20 (φD= 6〜10 )
ー210 210 137 8.3 C20ーD 6 6.2 6.4 ... 0.2 29.5 50 32 (φD= 6〜 9.8) HFA20 (0.2間隔) 35 (φD=10〜15.8) HUA20
ー270 270 197 9.4 ... 19.8 20 40 (φD=16〜20 )
A63 ーHFD 7 ー183 1 1 〜 7 183 130 3.5 コード例 φDC10ー6
ー243 243 190 3.9
ーHFD12 ー123 2 2.5 〜 13 123 70 3.3
ー183 183 130 4.7 タップスリーブ (HFT, HUT 用) H
ー243 243 190 6.0
■備考
ーHFA20 ー198 4 5.8 〜 20 198 137 5.4 D D1 ●下 記はJIS規格です。
ー258 258 197 6.5 L ANSI・ ISO・ DIN規格等も製作します。
ーHFT 4 ー183 5 M2 〜 M 8 183 130 3.5 詳細はお問い合わせください。
ー243 243 190 3.9 コード φD L φD1 H 適応本体
ーHFT 6 ー123 6 M3 〜 M12 123 70 3.3 T A 4ーM 2 M 2 67.5 16 19 HFT 4
ー183 183 130 4.7 ーM 3 M 3 20 HUT 4ーM 4 M 4 21
ー243 243 190 6.0 ーM 5 M 5
ーHFT12 ー198 7 M3 〜 M16 198 137 5.4 ーM 6 M 6ーM 8 M 8
ー258 258 197 6.5 TA 6ーM 3 M 3 92 19 21 HFT 6
■オプション ーM 4 M 4 22 HUT 6
●データワンコレット( HFD) ●スプリングコレット( HFA) ーM 5 M 5 HFT12
●タップスリーブ (HFT) ●プルスタッド( BT) ●組立て用工具 ーM 6 M 6
■標準付属品 ーM 8 M 8 23
●クーラントダクト( HSKーA) ●補助スパナ (HFA10/HFT4L以外) ●六角レンチセット ーM10 M10
●スパナ (HFA) ●片口スパナ (HFD7L/HFA10) ●フックスパナ (HFA) ●埋栓用低頭ボルト ーM12 M12 24
■備考 TA12ーM14 M14 111.5 25 33 HFT12
●上記以外のシャンクも製作致しますのでお問い合わせください。 ーM16 M16 35
5
Page6
■ ハーフ mini 型
5,600 min-1
CCW 工具の取付方向自由
切削工具はアングル軸の組み換えにより、
外向き・ 内向きどちらへも取付可能です。
内向き 外向き
CW
60(BT40/50)
46(BT30) L
内向き M 外向き
CW L1 CW 長い工具を取付 壁際での加工で
5,000min-1 けても工具最大 干渉が少ない。
BT40ーHFCS6ー160 15.5 径制限をクリア。
31.5
φD= 3, 4, 6M4, 5, 6
φ36 先軸はコレット交換式
ドリル・エンドミル加工、タップ加工に対応
31 します。
焼ばめコレット
超硬工具
タップコレット
コード (本体) φD L L1 M Kg
BT30ーHFCS6ー155 155 50 100 1.8
BT40ーHFCS6ー160 ドリル、エンドミル加工 切削データφ3, 4, 6 160 50 110 2.8 P. 8
ー205 205 95 155 3.0
BT50ーHFCS6ー175 タップ加工 M4, 5, 6 175 50 110 5.6
ー220 220 95 155 5.8
■オプション ■ご注文時のコード例
●焼ばめコレット ●タップコレット ●プルスタッド ●組立て用工具
■標準付属品 BT30ーHFCS6ー155 ー S 65
●補助スパナ ●六角レンチセット ●埋栓用低頭ボルト 本体
■備考
●出荷時は内向きとなります。 外向きへの付け替えは組立て用工具 位置決めピン形状
( ヘッド止め輪用工具 )が必要です。 S寸法
● HSKシャンク等上記以外のシャンクも製作します。詳細はお問い合わせ下さい。 S: ストレートピン
■注意事項 W: ストレート割りピン 50、 60、 65、
● 外向き・内向きで主軸回転方向が異なります。 T: テーパピン 80、 85、 110mm 他
焼ばめコレット タップコレット
φ14 φ14
3 ■焼ばめコレットへの切削工具の取付け方法
M6
22.5 超硬工具 D 33 D
着脱ストッパー
コード φD 挿入長 コード φD 把持長 焼ばめコレット
FCS6ー 3 3 11〜13 FCS6ーM4 M4 16 アダプタ
(ADH-SLK)
ー 4 4 ーM5 M5
ー 6 6 12〜13 ーM6 M6 コード 出力
■注意事項 ■備考 HRBー01 100V
● 超硬工具専用です。 ● 上記はJIS規格です。ANSI規格も製作
● 工具の着脱には焼ばめ装置が必要です。 します。詳細はお問い合わせください。
弊社までお問い合わせください。 焼ばめ装置 (HRB-01)
1.焼ばめコレットをアダプタ(ADH-SLK)にセットする。
2.焼ばめ装置で加熱する。
3. 超硬工具に着脱ストッパーをセットし、加熱完了後、
焼ばめコレットに挿入する。
4.焼ばめコレットを冷却する。
6
Page7
■ ハーフ ユニバーサル 型 ア
ドリル • エンドミル加工用 タップ加工用 ン
-1 グ
Fig. 1 6,250min
-1 6,250min
-1 Fig. 2 6,300min-1 Fig. 4 (7,200min-1(7,200min ) ) ル
HUD7 CCW HUA10 CCW HUT4 CCW ヘ
( )はBT30 ( )はBT30 ッ
ド
C
D=1~7 D=2.4~10 C C ハφ L φ L φD=M2~M8 L ー
CW M CW M CW M フ
3,000min-1 3,000min-1 3,000min
-1
-1
(4,000min-1) 36 (4,000min )
(32) 36 36
E E (32)E
120°〜0° 0°〜-120° 120°〜0° 0°〜-120° 120°〜0° 0°〜-120°
39 42.2 3.5 43 42.5
(30) (45) 59.2 40.5 (1.5) (32) (48)
8 1.5
24 18
18
18 24.5 (17)
(25.4) (17)28 32 (25.4)
(35) 28
28
(35)
30 30
(23) 30 (23)
φ123 30 30 30 30 φ123 30 30 φ123
(φ120) (26.1)(26.1) (26.1) (26.1) (φ120)
CCW
Fig. 3 -1 Fig. 5
HUA20 6,300min HUT6 6,300min
-1
CCW CCW
C C
φD=5.8~20 φD=M3~M12
CW M L M LCW
3,000min-1 4,000min-1
44 44
E E
120°〜0° 0°〜-120° 120°〜0° 0°〜-120°
70 49 57 43
BT40ーHUA20ー135
8 3
25 25
50 36.8
40 40
31 φ150 31 φ150
切削データ
P. 8
■オプション
コード (本体 ) Fig. φD L M φC φE ※モーメント Kg kgf・mm ●データワンコレット (HUD)→P.5 ●スプリングコレット (HUA)→P.5
●タップスリーブ (HUT)→P.5 ●プルスタッド ●組立て用工具
BT30ーHUD 7ー102 1 1 〜 7 102 39 46 64 1.8 116 ■標準付属品
●補助スパナ ●六角レンチセット
ーHUT 4ー102 4 M2 〜 M 8 ●スパナ(HUA) ●埋栓用低頭ボルト
BT40ーHUD 7ー135 1 1 〜 7 135 85 60 72 3.8 251 ■備考 ● HSK等上記以外のシャンクも製作いたします。
ーHUA10ー135 2 2.4 〜 10 3.9 268 お問い合わせください。
ーHUA20ー135 3 5.8 〜 20 77 78 88 4.8 392 ■ご注文時のコード例
ーHUT 4ー135 4 M2 〜 M 8 85 60 72 3.8 251 BT50ーHUA20ー150 ー S 65
ーHUT 6ー135 5 M3 〜 M12 77 78 88 4.8 392 本体
BT50ーHUD 7ー150 1 1 〜 7 150 85 60 72 6.6 277 位置決めピン形状
ーHUA10ー150 2 2.4 〜 10 6.7 295 S: ストレートピン
ーHUA20ー150 3 5.8 〜 20 77 78 88 7.5 440 W: ストレート割りピン
ーHUT 4ー150 4 M2 〜 M 8 85 60 72 6.6 277 T: テーパピン
ーHUT 6ー150 5 M3 〜 M12 77 78 88 7.5 440 S寸法
※重心位置からゲージラインまでの距離×重量 50、 60、 65、 80、 85、 110mm 他
7
Page8
■ アングルヘッド ハーフ 切削データ
90° 型
S55C φ12ドリル S55C M12タップ S50C M16タップ S55C φ10エンドミル S50C φ20エンドミル
-1 184 -1 60 2枚刃 2枚刃n 670 min n min n min-1 n 350 min-1 n 158 min-1
Vf 80 mm / min Vf 322 mm / min Vf 120 mm / min Vf 50 mm / min Vf 32 mm / min
Vc 25.5 m / min Vc 7 m / min Vc 3 m / min Vc 11 m / min Vc 10 m / min
f 0.12 mm / rev fz 0.07 mm / t
M12 M16 2 2
10 20
18 20 10
BT40ーHFD12ー120 BT40ーHFT6ー120 BT40ーHFT12ー135 BT40ーHFD12ー120 BT40ーHFA20ー135
mini 型
S50C φ6 S50C φ6 A7075 φ6
超硬ドリル
5000 min-1 超硬エンドミル 超硬エンドミルn n 3500 min-1 n 5000 min-1 2枚刃
Vf 250 mm / min
2枚刃
Vf 210 mm / min Vf 300 mm / min
Vc 94 m / min Vc 66 m / min Vc 94 m / min
f 0.05 mm / rev fz 0.03 mm / t fz 0.03 mm / t
6 6
18 1 1.5
BT30ーHFCS6ー155 BT40ーHFCS6ー205 BT30ーHFCS6ー155
ユニバーサル 型
S50C φ10エンドミル S50C M8タップ S50C M12タップ SUS304 φ10ドリル S50C φ16エンドミル
-1 2枚刃 2枚刃n 900 min n 250 min-1 n 184 min-1 n 314 min-1 n 140 min-1
Vf 100 mm / min Vf 312 mm / min Vf 322 mm / min Vf 16 mm / min Vf 40 mm / min
Vc 28 m / min Vc 6.3 m / min Vc 7 m / min Vc 9.9 m / min Vc 7 m / min
fz 0.06 mm / t f 0.05 mm / rev fz
45° 60°
0.14 mm / t
M12 1
5 12 16
20 30
BT50ーHUA10ー150 BT40ーHUT4ー135 BT40ーHUT6ー135 BT50ーHUA10ー150 BT40ーHUA20ー135
8
Page9
標準タイプ ア
ン
グ
エンドミル加工に最適な高剛性設計 ルヘ
ッ
ド
モジュラー 型 BT40/50 ソリッド 型 BT40/50 ハ
シャンク・ヘッドの 小径から大径までの ー
組合せ自由 工具がチャッキング フ
できるポピュラー型
φ5.8〜25
φ0.5〜10
AHB AHA
AHC AHD
フランジ 型 BT50 ユニバーサル 型 BT40/50
主軸端面への 加工角度が
直付け方式による 設定自在
強力重切削型 φ190
φ5.8〜25
F-AHA AHU φ2.4〜20
F-AHD
高剛性 コンパクト設計
工具チャッキングは豊富な実績のあるコレット 内面加工にも Q タイプ コード Q A B
ホルダ方式を採用。高剛性設計でドリル 最適です。 AHB 5 62 57 46
加工、エンドミル加工等あらゆる加工に モジュラー型 AHB 7 76 72 56
対応できます。 B AHB10 96 88 62
ソリッド型 AHA20 171 160 88
フランジ型 AHA25 193 180 90
AHU10 156 154 27.5
A ユニバーサル型 AHU20 192 188.5 35
ボディスルークーラント クイックチェンジ方式( AHD型)
より刃先に近い位置からクーラントが アングル軸に、BT30
供給できます。 また、クーラントが クイックチェンジ方式を
ボディ内部を通るので発熱を抑え、 採用し、様々な加工に
高速回転に対応できます。 対応が可能です。
(モジュラー型、ユニバーサル型)
BT30ホルダ
高精度保証 タイプ コード L
アングルヘッド標準タイプは、全品精度検査および回転テストを行なっています。 モジュラー型 AHB 5 40AHB 7
直角精度 B A 振れ精度
AHB10
15μm AHC10 L
L ユニバーサル型 AHU10
+8μm ソリッド型 AHA20 50
フランジ AHA25型 AHD30
ー 8μm ユニバーサル型 AHU20
9
Page10
■ 標準型 モジュラー型
シャンク・ ヘッドが組合せ自由 AHBシャンク AHC
シャンクとヘッドを自由に組合せ、 BT50 BT40
様々な加工に対応できます。
AHB5 AHB7 AHB10 AHC10
φ10 φ10
φ7
φ5
ヘッド 45° ボディスルー
タイプ チャッキング範囲 ギア比 許容回転数 (min-1)
クーラント
主軸:アングル軸 主軸( 逆回転):アングル軸( 正回転) φ0.5〜10
AHB 5 φ0.5〜 5 1:1 5,000:5,000
AHB 7 φ0.5〜 7 ボディスルークーラント
AHB10 φ2.4〜10 使用時
AHC10 6,000:6,000 BT40ーAHB10ー255
Fig. 1 L L1 Fig. 2
AHB φ95 φQ AHC
CCW
A A
B 45° B
S
CW MC DD C
G
M
位置決めピン 固定ブラケット
コード Fig. φD L φC L1 M A B G φQ Kg
BT40ーAHB 5ー210 1 0.5〜 5 210 12 20 85 25 32 46 62 5.5 ER8
ー270 270 145 6.4
ーAHB 7ー180 0.5〜 7 180 19 22 60 29 43 56 76 5.3 ESX12
ー240 240 120 6.6
ーAHB10ー195 2.4〜10 195 36 29 80 38 50 62 96 6.2 C10
ー255 255 140 7.9
ーAHC10ー230 2 230 - 110 45 32.5 65 ー 6.2
BT50ーAHB 5ー225 1 0.5〜 5 225 12 20 85 25 32 46 62 8.8 ER8
ー285 285 145 9.7
ーAHB 7ー195 0.5〜 7 195 19 22 60 29 43 56 76 8.6 ESX12
ー255 255 120 9.9
ーAHB10ー210 2.4〜10 210 36 29 80 38 50 62 96 9.5 C10
ー270 270 140 11.2 切削データ
P. 15
ーAHC10ー245 2 245 - 110 45 32.5 65 ー 9.5
■オプション
●スプリングコレット →P.14 ●プルスタッド ●汎用位置決めブロック →P.14 シャンク • ヘッド対照表
■標準付属品 コード シャンク ヘッド
●スパナ / レンチ一式 BT40ーAHB 5ー210 BT40ーMSー98 M B 5ー112
■備考 ー270 ー172
●ドライブキーと位置決めピンの位相は自由に設定可能です。 ーAHB 7ー180 MB 7ー 82
●S=60 , 65 ( BT40 ) , 80 , 85 , 110 ( BT50 ) が標準仕様です。
● HSK等上記以外のシャンクも製作いたします。お問い合わせください。 ー240 ー142ーAHB10ー195 MB10ー 97
■注意事項 ー255 ー157
●位置決めブロックの形状及び取付け位置は、機械メーカー又は弊社にご確認ください。
●位置決めピンの高さは位置決めブロックの形状により異なりますので寸法をご指示ください。 ーAHC10ー230 M C10ー132
●主軸とアングル軸の回転方向は逆になります。主軸の回転方向は逆回転でご使用ください。 BT50ーAHB 5ー225 BT50ーMSー113 MB 5ー112
ー285 ー172
ーAHB 7ー195 MB 7ー 82
ー255 ー142
ーAHB10ー210 MB10ー 97
ー270 ー157
ーAHC10ー245 MC10ー132
10
Page11
■ 標準型 ソリッド型
汎用性の高いポピュラーなタイプ
AHA
AHD
φ5.8〜25
BT30クイックチェンジ方式
タイプ チャッキング範囲 ギア比 許容回転数 (min-1)主軸:アングル軸 主軸( 逆回転):アングル軸( 正回転)
AHA 20 φ5.8〜20 1:0.81 3000:2430
AHA 25 φ5.8〜25 1:0.96 2500:2400 BT50ーAHA25ー195
AHD 30 BT30ツール
Fig. 1 Fig. 2
AHA AHD
L L1
M φQ J
ア
CCW A ン
グ
S ルB 95 ヘ
ゲージライン ッ
CW
位置決めピン C ド
D
固定ブラケット G
BT30ホルダ 標
準
コード Fig. φD L L1 M A B G φC J Q 型φ Kg
BT40ーAHA20ー160 1 5.8〜20 160 40 86 65 95 88 50 65 171 7.3 C20
BT50ーAHA20ー195 1 5.8〜20 195 40 92 65 95 88 50 65 171 13.1 C20
ー250 249 14.8
ーAHA25ー195 5.8〜25 195 44 97 70 110 90 62 70 193 13.6 C25
ー250 249 15.3 切削データ
ーAHD30ー195 2 - 195 112.6 66 14.7 - P. 15
■オプション ■注意事項
●スプリングコレット→P.14 ●プルスタッド ●位置決めブロックの形状及び取付け位置は、機械メーカー又は弊社にご確認ください。
●汎用位置決めブロック→P.14 ●位置決めピンの高さは位置決めブロックの形状により異なりますので寸法をご指示ください。
■標準付属品 ●主軸とアングル軸の回転方向は逆になります。主軸の回転方向は逆回転でご使用ください。
●スパナ / レンチ一式
■備考
●ドライブキーと位置決めピンの位相は自由に設定可能です。
●S=60, 65 ( BT40 ) , 80 , 85 , 110 ( BT50 ) が標準仕様です。
●HSK等上記以外のシャンクも製作いたします。お問い合わせください。
11
Page12
■ 標準型 フランジ型
機械主軸端に直付けでさらなる重切削加工が可能 F-AHA
機械主軸端面にボルトで直付けすることにより、本体の剛性が高くなり、
重切削加工が可能です。
BT50
φ190
( フランジ径 )
AHD
BT30クイックチェンジ方式
タイプ チャッキング範囲 ギア比 許容回転数 (min-1) φ5.8〜25主軸:アングル軸 主軸( 逆回転):アングル軸( 正回転)
AHA20 φ5.8〜20 1:0.81 3000:2430
AHA25 φ5.8〜25 1:0.96 2500:2400
AHD30 BT30ツール
F190ーAHA25ー350
Fig. 1 Fig. 2
AHA φ190 L L1 AHD
20 L2
φ122 M JφQ
BT50
A
φ220
CCW
B 95
ゲージライン
φ140
標準マウンティング CW
プレート CD G BT30ホルダ
コード Fig. φD L L1 L2 M A B G φC J φQ Kg
F190ーAHA20ー200 1 5.8〜20 200 40 160 92 65 95 88 50 65 171 18 C20
ー350 350 310 28
ーAHA25ー200 5.8〜25 200 44 160 97 70 110 90 62 70 193 18.5 C25
ー350 350 310 28.5
ーAHD30 ー200 2 - 200 160 66 19.6 -
ー350 350 310 112.6 29.8
■オプション ■注意事項
●スプリングコレット→ P.14 ●プルスタッド ●マウンティングプレートの形状及び取り付位置は、機械メーカー又は弊社にご確認ください。
●
標準付属品 主軸とアングル軸の回転方向は逆になります。主軸の回転方向は逆回転でご使用ください。■
●スパナ / レンチ一式
●標準マウンティングプレート ( 機械の取付穴は加工されておりません )
●アングルヘッド取付けボルト
■備考
●シャンクはNT50Uも用意しております。
12
Page13
■ 標準型 ユニバーサル型 ア
ン
あらゆる角度の加工をこの一台で実現 グル
ボディスルークーラント方 式 AHU ヘッ
どの加工角度でもクーラントスルー対応 ド
ハ
ー
フ
ボディスルー
クーラント
90°
0° φ2.4〜20
タイプ チャッキング範囲 ギア比 許容回転数 (min-1)主軸:アングル軸 主軸( 正回転):アングル軸( 正回転)
AHU10 φ2.4〜10 1 : 1.5 3000 : 4500
AHU20 φ5.8〜20 1 : 1 3000 : 3000 BT50ーAHU10ー190
L L1
M K
CW Q
A
S B
CW 0〜90°
位置決めピン D G
固定ブラケット C
G
コード φD L L1 M A B K G φC φQ Kg
BT40ーAHU10ー175 2.4〜10 175 42 96 49 105 95 55 32 156 9.6 C10
BT50ーAHU10ー190 2.4〜10 190 42 90 49 105 95 55 32 192 13.9 C10 切削データ
ーAHU20ー200 5.8〜20 200 54 112 58.5 130 120 70 50 15.8 C20 P. 15
■オプション ■注意事項
●スプリングコレット →P.14 ●プルスタッド ●汎用位置決めブロック →P.14 ●位置決めブロックの形状及び取付け位置は、機械メーカー又は弊社にご確認ください。
●テストバー ●位置決めピンの高さは位置決めブロックの形状により異なりますので寸法を
標準付属品 ご指示ください。 ■
●主軸とアングル軸の回転方向は同じです。主軸の回転方向は正回転でご使用ください。
●スパナ / レンチ一式
■備考
●ドライブキーと位置決めピンの位相は自由に設定可能です。
●S=60, 65 ( BT40 ) , 80, 85, 110 ( BT50 ) が標準仕様です。
●HSK等上記以外のシャンクも製作いたします。お問い合わせください。
テストバー
高精度な角度設定が必要な時の通り出し用
としてご使用ください。
コード 適応本体
TBU10 AHU10
TBU20 AHU20
13
Page14
スプリングコレット
コード φD 締り代 φD1 L H 適応本体
ER8 ESX12
E R8ーD 1 〜 5 ( 0.5間隔 ) 0.5 8.5 13.5 ー AHB 5
E SX12 ーD 1 〜 3 ( 0.5間隔 ) 0.5 12 19.5 ー AHB 7
4 〜 7 ( 1.0間隔 )
C10ーD 2.6〜 5.8( 0.2間隔 ) 0.2 17.2 26 18 AHB10AHC10
6 〜10 ( 0.2間隔 ) 20 AHU10
C10 C20 C25 C20ーD 6 〜 9.8( 0.2間隔 ) 0.2 29.5 50 29 AHA20
H 10 〜15.8( 0.2間隔 ) 33 AHU20
(つかみ長さ) 16 〜20 ( 0.2間隔 ) 40
C25ーD 6 , 8 0.2 36.5 68 35 AHA25
D D 10 〜15 ( 0.5間隔 ) 46 1
15.5〜20 ( 0.5間隔 ) 54
L 20.5〜25 ( 0.5間隔 ) 57
■オプション
●コレット抜き( C10, C20 )
汎用位置決めブロック
所定の形状に追加工してご使用いただけます。 コード A B C W H d シャンク 材質
ABー15 15 43 58 92 58 20 BT40 S50C
W H ー12 20 63 120 63 28 BT50
W/2 W/2 50〜55HRC 以下の方法により形状、寸法を決定し追加工を行ってください。
A 1. 機械メーカーの資料 ( 位置決めブロックの図面 ) を入手し、それに準じて追加工を行う。
C G d B 2. 取扱い説明書の内容に従って寸法を決定し追加工を行う。
10° ●寸法上、本ブロックで対応できない場合があります。十分にご確認ください。
●ご使用機械に合った専用位置決めブロックも製作します。
●不明点等がございましたら弊社までお問い合せください。
■ 特殊設計製作品
MSTには35年以上にわたる特殊品の製作実績が豊富にあります。
これまでのノウハウを活かし、外周や内面加工等、加工目的に合わせた
最適な製品を製作します。
特殊品製作実例集
特殊品 製作 実例集
ANGLE HEAD CUSTOM DESIGN
3 5 1 2~4 19,300 特殊設計のノウハウCUSTOM DESIGN EXPERIENCE特殊タイプ 1,300台製造実績 1台から製造 納期 標準タイプ 18,000台35 1 2〜4 19,300years unit months units 75°
Manufacturing Production Lead Time Custom : 1,300 units
History from 1 unit. Design
Standard : 18,000 units
年 台 ヶ月 台 周加工 工ing 加 ng 様々な ョン外 l machin 内面 il machin ーシna na プリケ licationsrExte Inter ア appVarious
製造実績 1台から製造 納期 特殊タイプ 1,300台 1807
標準タイプ 18,000台 詳細はお問い合わせください。 75° アングルヘッド
両頭加工 アングルヘッド 側面加工 アングルヘッド
医療
機器 □330
AL
M16
下孔・ 180タップ 1 φ180 1
1 フェースカッター 0.57762
MAX MAX
1500min-1 400min-1
φ200
BT50 機械210 直付
穴内面加工 パラレルヘッド 穴内面加工 アングルヘッド
AL 565 22
φ73.9
194 27 1 1
235 1.76 φ60 3
φ7 MAX.
φ8 397MAX. MAX MAX2650min-1 ドリル・エンドミル 4500min-1
特殊テーパシャンク付きドリル
267 機械φ8 BT50 直付
14
Page15
■ アングルヘッド 標準タイプ 切削データ
モジュラー型
SUS304 φ10 A2017 φ10超硬 S50C φ10
エンドミル エンドミル エンドミル
n 640 min-1 -12枚刃 n 4000 min 2枚刃 n 640 min
-1
2枚刃
Vf 60 mm / min Vf 400 mm / min Vf 60 mm / min
Vc 20 m / min Vc 126 m / min Vc 20 m / min
fz 0.05 mm / t fz 0.05 mm / t fz 0.05 mm / t
2 2 5
BT40ーAHB10ー195 BT40ーAHB10ー195 BT50ーAHB10ー210
ソリッド型
A2017 φ16 SUS304 φ12 SUS304 φ16 S50C φ16 S55C φ12ドリル
min-1 エンドミル エンドミル エンドミル エンドミル 2枚刃n 1800 n 527 min-1 n 570 min-1 -12枚刃 2枚刃 2枚刃 n 630 min 2枚刃 n 527 min
-1
Vf 130 mm / min Vf 20 mm / min Vf 40 mm / min Vf 80 mm / min Vf 39 mm / min
Vc 90 m / min Vc 60 m / min Vc 29 m / min Vc 32 m / min Vc 20 m / min
fz 0.04 mm / t fz 0.06 mm / t fz 0.04 mm / t fz 0.06 mm / t f 0.07 mm / rev
5 2 3 5
30
BT50ーAHA25ー195 BT40ーAHA20ー160 BT50ーAHA25ー195 BT50ーAHA25ー195 BT40ーAHA20ー160
FC30 φ12
n 816 min-1 エンドミル2枚刃
Vf 60 mm / min
Vc 31 m / min
fz 0.04 mm / t
4
BT50ーAHD30ー195
+
BT30ーCTA20ー 45
ア
ン
ユニバーサル型 グル
A2017 φ10 S50C φ20超硬
n 2000 min-1 エンドミル
ヘ
2枚刃 n 350 min
-1 エンドミル
Vf 200 mm / min ッVf 70 mm / min 2枚刃
Vc 63 m / min Vc 22 m / min ド
fz 0.07 mm / t fz 0.1 mm / t 標
15 5 準
型
BT50ーAHU10ー190 (45° ) BT50ーAHU20ー200 (45° )
15
Page16
アングルヘッド 一覧表
■ ハーフ ドリル • タップを主目的としたニューコンセプトのアングルヘッド 安い • 早い • 軽い!
タイプ 角度 型式 用途 チャッキング コレット 許容回転数 (min
-1)
範囲 (φD) 形式 [主軸: アングル軸 ] ATC (代表的ホルダ )
5600:5000
90°型 HFCS6 φ3, 4, 6 FCS6 [ 1 : 0.88] 1.8
P. 4 HFD 7
HFD 7L φ1 〜 7 D 7
6000:6000
[1(逆 ):1(正 )]
HFD12 ドリルエンドミル φ2.5 〜 13 D12
4000:4000
[1(逆 ):1(正) ] 2.9
HFA10 φ2.4 〜 10 C10 6000:6000[1(逆) :1(正) ] 1.8
90° HFA20 φ5.8 〜 20 C20 6000:5000[1(逆) :0.83(正) ] ○ 4.4
HFCS6 M4, 5, 6 FCS6 5600:5000 [ 1 : 0.88] 1.8
HFT 4 M2 〜 8 TA4 6000:6000HFT 4L タップ [1(逆) :1(正 )]
2.3
mini型 HFT 6 M3 〜 12 TA6 4000:4000[1(逆) :1(正 )] 2.9
P. 6
HFT12 M3 〜 16 TA6/12 6000:5000[1(逆) :0.83(正) ] 4.4
HUD 7 φ1 〜 7 D 7 6250:3000(BT30は7200:4000)ユニバーサル 型 [ 1(逆):0.48(正)](BT30は1(逆):0.56(正)) 1.8
(角度自在) HUA10 ドリルエンドミル φ2.4 〜 10 C10 0° 6300:3000
3.9
P. 7 [1(正) :0.48(正) ]
〜 HUA20 φ5.8 〜 20 C20 ○ 4.8
120°
HUT 4 M2 〜 8 TA4 6250:3000(BT30は7200:4000)
タップ [1(逆):0.48(正)](BT30は1(逆):0.56(正))
3.8
HUT 6 M3 〜 12 TA6 6300:4000[1(正) :0.48(正) ] 4.8
■ 標準タイプ 主にエンドミル加工を目的とした、高剛性なアングルヘッド
モジュラー型 AHB 5 φ0.5〜 5 ER8 5.5
(組換式 ) 90° AHB 7 ドリルエンドミル φ0.5〜 7 ESX12 5.3P. 9 6000:6000
[1(逆 ):1(正 )] ○
AHB10 φ2.4〜10 C10 6.2
45° AHC10 ドリルエンドミル
AHA20 φ5.8〜20 C20 3000:2430ソリッド型 [1(逆) :0.81(正) ] 7.3
P. 10 90° AHA25 ドリルエンドミル φ5.8〜25 C25 ○ 13.62500:2400
※ [1(逆) :0.96(正) ]AHD30 BT30 BT30 14.7
AHA20 φ5.8〜20 C20 3000:2430フランジ型 [1(逆) :0.81(正) ] 18.0
(主軸端直付 ) 90° AHA25 ドリルエンドミル φ5.8〜25 C25 × 18.5P. 11 2500:2400
※ [1(逆 ):0.96(正) ]AHD30 BT30 BT30 19.6
ユニバーサル型 0° AHU10 φ2.4〜10 C10 3000:4500ドリル [1(正) :1.5(正) ] 9.6
(角度自在 ) 〜 エンドミル ○3000:3000
P. 12 90° AHU20 φ5.8〜20 C20 [1(正 ):1(正) ] 15.8
(※BT30ツーリングシステムをクイックチェンジ方式で使用 )
■ 設計製作品
P. 14 48
800 超ロングタイプ ロングタイプ両頭アングルヘッド パラレルヘッド パラレルヘッド 薄型アングルヘッド
本社・工場 〒630-0142奈良県生駒市北田原町1738
TEL : 0743-78-1184 e-mail : info@mst-corp.co.jp http://www.mst-corp.co.jp
190102100015PP