


手作業工程に稼働をかけないように、稼働を見える化 赤字受注を撲滅!見積原価と実際原価の乖離をIoTで見える化
製造現場の実態を金額で見える化するための3ステップ。
1.データ取得
原価を計算する上で必要になるサイクルタイムなどのデータを GenKan にインプットします。
2.見える化
取得した生産データから実際原価を計算し、 工程別、製品別の稼動状況と原価状況を 日毎、週毎、月毎に見える化します。
3.分析 & 解説
日本原価計算研究学会の知見を持った専門の データコンサルタントが毎月解説をします。
分析レポートによって今までにない金額視点でのカイゼン活動を可能とします。
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
関連メディア
このカタログについて
| ドキュメント名 | 原価管理のGenKan |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 8.6Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社KOSKA (この企業の取り扱いカタログ一覧) |

このカタログの内容
Page1
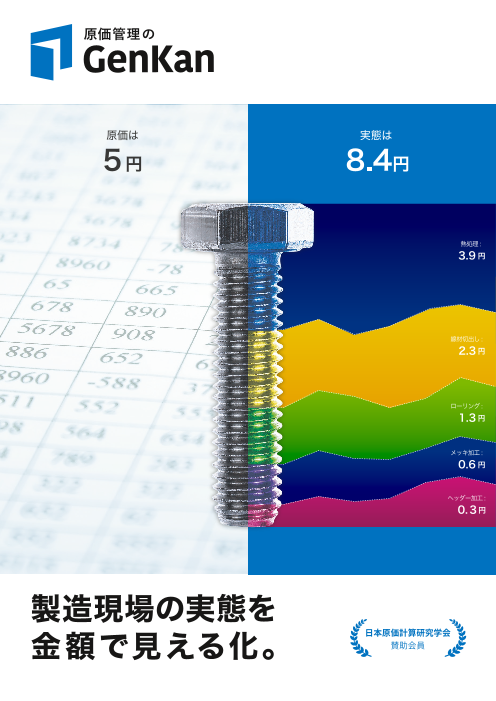
熱処理 :
3.9円
線材切出し :
2.3円
ローリング :
1.3円
メッキ加工 :
0.6円
ヘッダー加工 :
0.3円
製造現場の実態を
金額で見える化。 日本原価計算研究学会賛助会員
Page2
製造現場の実態を金額で
見える化するための 3 ステップ。
1. データ取得原価を計算する上で必要になるサイクルタイムなどのデータをGenKan にインプットします。
GenKan専用センサを使って、工程からデータを自動取得
or
csv
取得済みのデータをGenKanに接続
Page3
2.
工程 製品 分析グラフ一覧
見える化 工程一覧に戻る 2020 / 10 / 1 2020 /10 / 31 1 日 1週間 1ヶ月工程名 工程 ID 入力ソース 労務費 機械名 機械減価焼却費
穴加工 12345678 452AWH1068 カメラセンサ 3,000 円 / 月 ボール盤001 100,000 円 / 月
取得した生産データから実際原価を計算し、
実際原価推移 標準原価 原価 平均値
工程別、製品別の稼動状況と原価状況を
50 円
2020/10 /17 火曜日
日毎、週毎、月毎に見える化します。 原価 46 円 平均値 42 円 中央値 39 円
45 円
40 円
35 円
¥ 30円10 /1165 円
20 円
10 /1 10 /11 10 /21
サイクルタイムヒストグラム 最頻値
400 30 秒
出現回数 223 回
300
200
100
0 回
20 秒
400
0 回
10秒 20 秒 34 秒
原価ヒートマップ3種類 : 原価.統計 : 平均値 現在 機械稼働率4. 100 2020/10/29 月曜日4-1 8:00
9:00
10:00 木曜 12 時台
11:00 分原価析42 円12:00 &解説50
13:00
14:00
15:00 日本原価計算研究学会の知見を持った専門の
16:00
17:00 データコンサルタントが毎月解説をします。
0%
月 火 分水析レポ木 ート金によっ土 て今日までにな10い /1 金額視点で
のカイゼン活動を可能とします。
(Y ) : ( ) 日本原価計算研究学会
賛助会員
4-1-1 RESULTS:
5%
50
15
GenKanは IoT を利用した
12 データ取得・見える化・原価分析を
自動で行うサービスです。
Page4
1.データ取得
方法その1
GenKan専用センサを使う
工程に対してセンサを後付けで設置することで様々な工程のサイクルタイムを簡単に取得することができます。
重量センサ
重量の変化時刻に応じてタイムスタンプデータを取得します。例えば、検査工程 設置工程例 :
では、検査済の部品を重量センサ上に置かれた箱に詰めていけば、一部品が箱に 検査や梱包などの製品を1個ずつ扱う
入れられたタイミングでタイムスタンプが記録され、作業時間を取得できます。 工程の労務時間を取得
①部品を取る
③センサ上に置く
サイクルタイムを
自動で検出 ②目視検査
カメラセンサ
画像認識技術を用い、作業員の人数と稼働時間をデータとして取得できます。 設置工程例 :
また、機械や作業員の動作パターンを認識し、タイムスタンプデータを取得 プレス機・自動機などの定常的な動きをする機
械の時間を取得。NC 機、MC 機などの多台
することもできます。 持ち工程における稼動時間の取得。
稼動状況を自動で検出
機械の稼動部にQRシールを
貼るだけの簡単設置
Page5
方法その2
取得済みのデータを活用する
GenKanは既存の IoTシステムで取得されたデータ、もしくは生産管理データ・PLCデータ・バーコードデータなどをそのまま
活用し、原価計算に利用することができます。また、財務データや見積りデータを入力することで正確な原価分析をする
ことができます。
工程 製品 分析グラフ一覧 管理モード 玄関太郎
生産データ 見積データ 原価データ
プロダクト名 ライン名 工程名
パイプ 2042 CDSB201 曲げ B201
既存のプロダクトから選ぶ 既存のラインから選ぶ 既存の工程から選ぶ
生産
csv
ここにファイルを追加して下さい。
原価 見積り
csv csv
CSV データの作り方 /テンプレートはコチラから
読み込み可能なデータ
生産データ※お持ちのお客様のみ 生産 品番 日付 開始時刻 工程名称 生産量 ( 個 ) 所用時間 ( 秒 )
csv FJKD00023 2019/5/4 9:01:12 切断 50 10
現場に蓄積された生産データを活用します。工程単位1個 FJKD00023 2019/5/4 9:01:12 切断 50 11
FJKD00023 2019/5/4 9:05:18 曲げ 50 21
あたりもしくはロットあたりの開始時刻・終了時刻や所要 FJKD00023 2019/5/4 9:05:40 曲げ 50 22
時間・サイクルタイムといった実績生産時間のデータが FJKD00023 2019/5/4 9:11:15 検査 50 10FJKD00023 2019/5/4 9:14:22 検査 50 9
必要です。 FJKD00023 2019/5/4 9:14:33 梱包 50 11
FJKD00023 2019/5/4 9:14:43 梱包 50 10
データの例
見積りデータ
見積り 利用品し番いる機械名称 日付見積工数(個/秒開) 始時刻 見工積程原価 (個/円) 生産量 作所業要員時数間
切断 12 1.5 1
原価見積りや顧客向け見積りデータを活用します。工程 csv
洗浄 10 1.0 1
単位の見積りデータを工程単位実際原価の比較対象として、
曲げ 10 1.7 1
かい離額・かい離率を分析ダッシュボード・分析レポート 検査 15 1.0 2
で提示します。 梱包 10 2.3 1
データの例
原価データ 原価 品番 減価償日却付費 開始時刻 工程 生労産務量費 所要時間
csv 利用している 月予定 労務費リース料又は減価償却費 作業員数
機械や人に関わる原価データを利用します。GenKanセンサで 機械名称 稼働時間 8:00-17:00 17:00-22:00 22:00-2:00
切断 ¥100,000 切断機1 160 1 ¥2,000 ¥2,500 ¥3,100
取得したデータもしくはお持ちの生産データに原価データ 洗浄 ¥200,000 洗浄機1 160 0.1 ¥2,000 ¥2,500 ¥3,100
を突合して、実際原価計算を行います。 曲げ ¥100,000 曲げ機 1 240 1 ¥2,000 ¥2,500 ¥3,100
検査 ¥0 なし なし 0.1 ¥2,000 ¥2,500 ¥3,100
梱包 ¥0 なし なし 1 ¥2,000 ¥2,500 ¥3,100 ¥10,000
データの例
Page6
2.見える化
GenKanダッシュボードで現場を見える化
GenKan ダッシュボードは秒あたりで取られたデータを元に毎日更新される分析を一覧で見ることが
できる機能です。分析は日、週、月の単位で分けて見ることが可能で、工程分析ダッシュボードと
製品分析ダッシュボードがあります。
工程分析ダッシュボード
工程を様々な角度から詳しく見ることで、原価変動の原因を特定する様々な分析を見ることができます。工程の原価は時間によっ
て大きく変わっていきますので、定常的にデータを取り、比較することによって変動の要因を特定することが可能になります。
工程 製品 分析グラフ一覧 管理モード 三田地博史
工程一覧に戻る 2020 / 10 / 1 2020 /10 / 31 1 日 1週間 1ヶ月 1年 稼働日のみ
工程名 工程 ID 入力ソース 労務費 機械名 機械減価焼却費
穴加工 12345678 452AWH1068 カメラセンサ 3,000 円 / 月 ボール盤001 100,000 円 / 月
実際原価推移 標準原価 原価 平均値 中央値
50 円
2020/10 /17 火曜日
原価 46 円 平均値 42 円 中央値 39 円
45 円
40 円
35 円
30円
10 /11 10 /21
65 円
20 円
10 /1 10 /11 10 /21 10 /31
サイクルタイムヒストグラム 最頻値 見積り 平均値
工程単体
400 工程分析ダッシ 30 秒出現ュ回数ボ223 回ード
300
200
製品分析ダッシュボード
100
0 回
ある 1製品に存在する工程をまとめて分析し、製品原価が見20 秒積もり原価とどのように乖離しているか、改善をどこから行えば34 秒
400
原価低減に効果的なのかなどを分析します。1製品に関わる工程全体を俯瞰し、製品の原価上昇要因を特定することが可能になります。
0 回
10秒 20 秒 34 秒 60 秒
原価ヒートマップ 種類 : 原価 統計 : 平均値 現在 機械稼働率
100 2020/10/29 月曜日
8:00 工程 製品 分析グラフ一覧 管理モード 三田地博史
稼働率 73%
9:00
工程一覧に戻る 2020 / 10 / 1 2020 /10 / 31 1 日 1週間 1ヶ月 1年 稼働日のみ
10:00 木曜 12 時台
11:00 原価 42 円 � 次目視
���PLC���A
12:00 製品名 品番 標準原価比組立 50 前加工 � 次目視 �.�� 円 表面
13:00 板金 �LSD 216PLC721A ���PLC���A ���PLC���A ���PLC���A ���PLC���A標準原価比 標準原価比 標準原価比 標準原価比
�.�� 円 �.�� 円 �.�� 円 手挿
14:00 ���PLC���A
�.�� 円
標準原価比
15:00 �.�� 円
16:00
17:00 原価割合と見積もり比較 原価バラツキ分析 原価割合推移
0%
手挿入、1次目視、2次目視、表面などは見積もりに比べ大きく低い。他にも 変動係数で言えるのは F-ICT�、WINⅡ端末目視、RNS 端末目視などが 変動係数で言えるのは F-ICT�、WINⅡ端末目視、RNS 端末目視などが
�� 工程中 � 工程は見月積もりに対して火低い原価になって水いる。 木 金 非常に影響度土が高いというこ日とである。 10 /1 非常に影響度が高いということである。 10 /31
¥����
¥����
・払い出し
組立工程 ��� � 次目視
WIN 合計 ��
��
FNS 合計
¥��� ・前加工 �� ・� 次目視 WIN 合計
��
・ F-ICT
�� ¥��� FNS 合計
��
・払出
��
表面 ・F-ICT� F-ICT��
��
¥��� 表面 払出
手挿
¥���
� 次目視
手挿 ・F-ICT� 表面
� 次目視
前加工
¥���
手挿
・オカノ ・RNS � 次目視
・組立
¥��� � 次目視
前加工
¥� ・WINⅡ端末目視 ・RNS 端末目視
実際単位加工費 見積もり ・WINⅡ
組立
実際単位加工費 見積もり 見積もり比 実際単位作業時間 正常単位作業時間 ¥� �/� � � � � �� �� �� �� �� �� ���� �� ��
¥���.�� ¥���.�� + ¥��.��
WIN 合計 ¥��.�� ¥��.�� - ¥��.��
FNS 合計 ¥��.�� ¥��.�� - ¥��.��
・F-ICT ¥��.�� ¥��.�� + ¥��.�
製品を構成する複数工程 ・払出 ¥��.�� ¥��.�� + ¥��.��表面 ¥���.�� ¥���.�� - ¥��.�� 製品分析ダッシュボード
手挿 ¥��.�� ¥���.�� - ¥���.��
� 次目視 ¥��.�� ¥��.�� - ¥��.��
� 次目視 ¥��.�� ¥��.�� - ¥��.��
前加工 ¥��.�� ¥��.�� - ¥�.�
・組立 ¥���.�� ¥��.�� + ¥���.��
Page7
表示されるグラフの例
サイクルタイムヒストグラム
単に平均だけでなく分布を見ることで、原価の変動要因が正常作業にあるのか中断にあるのかを一目で理解できます。
お
客
様 最
設 頻
定 値
400 時
間 45 秒
出現回数 223 回
300 中
央
値
200
平
均
値
100
0 回
0 秒 100 秒
実際原価推移
どのタイミングで原価が上がっているのかを秒あたりでドリルダウンすることで、原因の特定が可能です。
平均値 中央値 標準原価
50 円
2020/10 /17 火曜日
平均値 38 円 中央値 43 円
45 円
40 円
35 円
30円
10 /11 10 /21
機械稼働率 原価ヒートマップ
稼働率がどのように原価に影響を与えているのか把握できます。機械に サイクルタイムは時間帯や曜日によってかなり変化します。ヒートマッ
着目することで、設備投資のROI 評価などに利用できます。 プを見ることで、時間帯別や曜日別の生産性が一目でわかります。
100 2020/10/29 月曜日
稼働率 73% 8:00
9:00
10:00 木曜 12 時台
11:00 原価 42 円
12:00
50
13:00
14:00
15:00
16:00
17:00
0%
10 /1 10 /31 月 火 水 木 金 土 日
Page8
3.分析& 解説
専門データコンサルタントによる月次解説を行います
Genkan は単に IoT をダッシュボードで見える化するだけではなく、そのデータが何を意味するのかの
解説や次の改善への議論などを専門データコンサルタントと月一で行うことができます。
工程別見積もりと実際の比較
1製品あたり作業時間 (サイクルタイム ) 1製品あたり加工費 (原価 )
800 500 ���.� ���.�
���.� 1046.28
���.� 左の図は、元々実際原価と見積原価の
���.� ���.�
400 乖離に悩んでいたユーザー様が、その後
600 乖離の解消に成功した時のグラフです。
���.�
半年前にGenKanを使っていただくまで
���.� ��.�
��.� ��.�300 は、サイクルタイムと実際原価が大幅に��.� ��.�
��.� ��.� 見積もりを超えていましたが、GenKan
400 �.���.�
データ登録
��.� ��.�工程登録データインポート データコンサルタントとユーザー様が議
データ登録 ��.�
工程登録 ��.� ��.�
データインポート 200 論しながら、原価割合の大きい工程(緑
��.�
��.� ���.���.� と黄色等)から優先して改善してきまし
��.�
��.� ��.�
��.� た。その結果、実際作業時間が見積まで
200 ��.�
��.� 100 低減できていませんが、実際原価が見積
��.� ��.� ��.�
��.� 原価よりも改善できている現象が起きて��.� ��.�
��.� �.� います。この例は、サイクルタイムだけ��.�
��.� ��.���.�
0 ��.� 0 ��.� ではなく、原価影響を考慮した改善の重
見積もり作業時間 実際作業時間 見積もり原価 実際原価 要性を示しています。
( 先月平均値 ) ( 先月平均値 )
日付別ヒストグラム分析
日付別サイクルタイムヒストグラム
右の図は、同じ製品を生産している工程です
が、サイクルタイムが曜日によって全く異な 月
る分布を示しています。弊社のデータコンサ
ルタントがユーザー様に確認したところ、サ
イクルタイムの差が人の違いによって生まれ 火
ていることが分かりました。
具体的には、火曜日はベテランの作業員が作
業を担当していたため、作業速度が比較的早
くなっています。逆に月曜日と金曜日は複数 水
の工程を掛け持ちしている作業員が作業にあ
たっていたため、作業速度に遅れとムラが発
生しています。
さらに、具体的に何秒の差があり、何円の違 木
いが発生しているかを見ることもできるため
原価削減効果の大きい問題点から優先して改
善でき、それに対してどれだけのリソースを
投入するべきかをデータから判断することが 金
できるようになります。 20 30 40 50 60 70 80 90 100
Page9
導入をご検討の方へ
まずは無償トライアルから!
お問い合わせ頂いてから最短 3日で最大2週間の無償トライアルが可能。無償トライアル期間を過ぎても
導入効果検証までは原価計算のプロスタッフにてサポート。
1日目
工場を見学させて頂き、
現場の状況を把握します。
原価を把握したい工程の選定を行い、関連する原価情報をヒア
リングします。また、現場の状況を把握し、データ取得方法を
検討します。
2日目
スタッフがセンサを設置します。
GenKan センサを設置することでデータ取得を完全自動化
もしくは、お手元にある生産管理データ・PLCデータ・バーコード
データを GenKan ダッシュボードに接続します。
3日目
分析結果を原価管理の専門家 原価割合と見積もり比較 原価バラツキ分析 原価割合推移
表面
¥1000 組立 目視検査 2 ¥1000100
90
が解説します。 80表面 前加工 70 梱包60 表面目視検査 50¥750 40 ¥750 目視検査
梱包 30
仕上げ 20 洗浄
洗浄 10 梱包
洗浄
¥500 穴あけ
研磨 穴あけ ¥500
収集したデータを元に、日本原価計算研究学会にて蓄積した 全品目視検査 穴あけバルジ曲げ
カット 全品目視検査 全品目視検査カット
¥250
目視検査 1
知見を活かした分析結果を表示。今までにない金額視点での ¥250 バルジ仕上げ 曲げ 目視検査 1 曲げバルジ
¥0 カット
実際単位加工費 見積もり 実際単位作業時間 正常単位作業時間
カイゼン活動を可能とします。 ¥0 3/1 3 5 7 9 11 13 15 17 21 23 25 27 29 31
トライアルご希望の方は web からお問い合わせ下さい。
https://www.koska.jp/
Page10
事
例
紹 武州工業株式会社
介 金属パイプ加工や板金加工の技術を持ち、自動車・医療機器向けの部品を製造
手作業工程のデータ取得自動化で人の稼動も見える化
工程別実際原価でカイゼン効果を金額で評価
加工機に加速度センサをつけ生産データを取得 検品工程に重量センサを置き、サイクルタイムを取得
導入前の課題 導入後
実態に応じない原価管理しかできない カイゼンの効果まで金額で見える化できた
人が関わる工程はエッジデータの取得が難しいため、作業員が データ取得が自動となったことで、作業員の負担を減らし、かつ正確
作業時間を紙で記録していたので、余計な稼働がかかる上に、 な作業時間データが取得可能となった。実際原価計算の自動で、見
不正確な作業時間データとなっていた。また、見積り時の原価 積もり時の原価と、実際原価のかい離が大きいことがわかった。カイゼ
で原価計算を行なっていたため、実態に応じない原価管理と ン前後の効果も生産量や秒ではなく金額で見えるから従業員への
なっていた。 フィードバックに具体性が出る。
武州工業株式会社 林 社長
「日々決算」を実現するためのツール
「GenKan」は武州工業が目指している「日々決算」を実現するためのツールになると期待
しています。自社の情報収集の仕組みである「BIMMS」でデータは取れるようになりましたが
なかなかそれを集計・活用することが出来ませんでした。IoT 機器を使ってリアルタイムに
取れる情報を活用して個別原価計算に利用する。この新しい発想が理論的に裏付けられた
考えに基づいて作られている。ここが素晴らしいと思います。 IoT 機器でデータを溜めても活用
できなければ意味はありません。原価計算という会社全体に影響を及ぼす大きな視点で、
出来そうで出来なかった事が実現できるということに繋がりました。これからも現場のデータを
収集し、一緒になって精度向上に協力したいと思います。
Page11
三幸電機株式会社
EMS事業に強みを持ち、電子機器部品・ワイヤーハーネスを製造
製品別実際原価の見える化で赤字受注を撲滅
独自 IoT データの実際原価計算で弱点工程を特定
導入済みの IoTシステム タブレットを利用した生産状況の可視化
導入前の課題 導入後
データはあるのに活用できていない 生産管理データが工程単位の実際原価になった
IoT データを何年も前から取得していたが、原価計算や原価 製品を工程別に輪切りで原価が見えたことによってカイゼンの優先
分析に利用するという発想や手法がわからないために生産 順位を策定することができた。何年にもわたるビッグデータを金額化
管理としての利用に留まっていた。また、見積り時の原価で原価 したことで、ROI やカイゼンの検証を可能となり、さらに工程単位での
計算を行なっていたため、せっかく取得していたデータを利用 比較によりカイゼンが進んでいる工程と進んでいない工程の可視化
していない原価管理となっていた。 ができた。
三幸電機株式会社 中村 常務取締役
製品別採算性の分析が可能なツール
弊社は、約1年半ほどの時間を費やし、生産する製品の各工程別実生産時間を集計できるシステムを開発、
原価分析ができる環境の構築を進めてきました。リアルタイムで各工程の生産着手・完了を集計、その
結果をもとに、実生産時間が長い→現場で作業分析を実施→作業の見直しを検討→作業改善を進める、
原価分析とは程遠く、一般的な作業改善ツールに留まってました。工場内から集まってくる生のデータを
もっと活用し、本来の目的であった原価分析ができないか、検討しているなか、「GenKan」に出会う
ことができました。このツールは、見積もり原価と実際原価とを比較、弱点工程の抽出、更に製品の滞留
など、多角的な分析を実現。また、我々が全く予想もしていなかった問題点なども判明し原価分析に
欠かせないツールであると実感しました。効率的かつ有効性の高い改善ができるため、原価低減活動に
意欲的に取り組むことができます。今後も、「GenKan」と共に製品別採算性を分析し、効率的かつ
有効性の高い改善を進めたいと思ってます。
Page12
製造現場に、
こんなお悩みはありませんか?
手作業工程の稼働把握に 製品が赤字か黒字か 新しい機器の投資対効果測定が
手間がかかる ... 分からない ... できない ...
全てGenKanで
4.
4-1 解決できます。
詳細はWEBからご覧下さい。
(Y ) : ( )
4-1-1 RESULTS:
5%
「GenKan」で検索 又は
50
15
12 https://www.koska.jp/
2週間無料 お問い合わせはこちら 会社概要
トライアル Phone : ��-����-����
会社名 : 株式会社 KOSKA
実施中 ! Mail : info@koska.jp 所在地 : 東京都千代田区外神田 �-�-� 神田ノーザンビル B�
日本原価計算研究学会賛助会員
Industrial Value Chain Initiative 実装会員