



JASDAQ上場の振動試験装置国内シェア70%を超えるメーカーだから作れる、振動に関するハンドブックです。
【掲載内容】
Chapter 1:なぜ振動を測るのか
Chapter 2:振動計の役割
Chapter 3:振動テクニカルガイド
Chapter 4:振動の評価
Chapter 5:振動計ラインナップ
多種多様な業種で、その目的も多様化している振動計について、
使用用途や専門用語の解説、適切な振動計の選び方など、この領域で実績を磨き続けてきた
IMVならではの情報をまとめました。
詳細はダウンロードしてご確認ください。
このカタログについて
| ドキュメント名 | 【基礎から分かる 振動ハンドブック】なるほど!振動計 (2107) |
|---|---|
| ドキュメント種別 | ハンドブック |
| ファイルサイズ | 6.3Mb |
| 登録カテゴリ | |
| 取り扱い企業 | メーカー:IMV株式会社、 販売:長尾産業株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
なるほど!
振動計
All about Vibration Measuring Systems
本社・大阪営業所
〒555-0011 大阪市西淀川区竹島2-6-10
Tel. 06-6471-3155 Fax. 06-6471-3158
東京営業所
〒104-0045 東京都中央区築地7-2-1
THE TERRACE TSUKIJI 4階 EAST
Tel. 050-1743-7444 Fax. 050-3153-0646
https://www.imv.co.jp
※本体及び外観は改良のため、予告なしに変更することがあります。
DSS事業本部
MES事業本部 CN/14640E
IMV先端技術研究所 大阪サイト
営業本部
品質保証部
人事・総務部
2021年6月制作
JQA-1573 Cat No. 2106⑥NS.
Page2
Chapter1
なぜ振動を測るのか Why do we need to
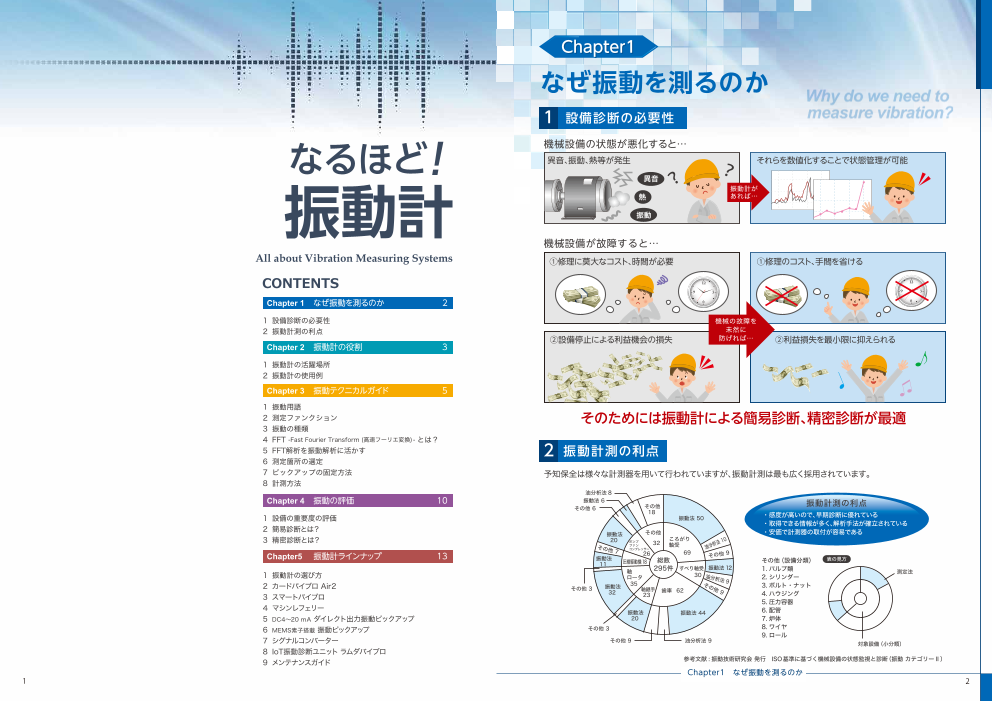
1 設備診断の必要性 measure vibration?
なるほど! 機械設備の状態が悪化すると…
異音、振動、熱等が発生 それらを数値化することで状態管理が可能
異音
振動計 振動計が
熱 あれば…
振動
機械設備が故障すると…
All about Vibration Measuring Systems ①修理に莫大なコスト、時間が必要 ①修理のコスト、手間を省ける
CONTENTS
Chapter 1 なぜ振動を測るのか 2
1 設備診断の必要性 機械の故障を
2 振動計測の利点 未然に
②設備停止による利益機会の損失 防げれば… ②利益損失を最小限に抑えられる
Chapter 2 振動計の役割 3
1 振動計の活躍場所
2 振動計の使用例
Chapter 3 振動テクニカルガイド 5
1 振動用語
2 測定ファンクション そのためには振動計による簡易診断、精密診断が最適
3 振動の種類
4 FFT -Fast Fourier Transform (高速フーリエ変換)- とは?
5 FFT解析を振動解析に活かす 2 振動計測の利点
6 測定箇所の選定
7 ピックアップの固定方法 予知保全は様々な計測器を用いて行われていますが、振動計測は最も広く採用されています。
8 計測方法
油分析法8
Chapter 4 振動の評価 10 振動法 6
その他 6 その他 振動計測の利点
18
1 設備の重要度の評価 振動法 50 ・感度が高いので、早期診断に優れている
・取得できる情報が多く、解析手法が確立されている
2 簡易診断とは?
振動法 その他 ・安価で計測器の取付が容易である
3 精密診断とは? 20 ポンプ 32 ころがり
析法 1
0
その ファン 軸受
他 分
7 コンプレッサー 油
Chapter5 振動計ラインナップ 13 26 69 その他 9振動法
11 圧縮駆動機 18 総数 その他(設備分類) 表の見方
295件 すべり軸受 振動法12 1. パルプ類
1 振動計の選び方 軸 30 測定法
ロータ 油分析法 9 2. シリンダー
2 カードバイブロ Air2 その他 3 振動法 35 そ
32 軸継手 3. ボルト・ナット
歯車 62 の他 9
3 スマートバイブロ 23 4. ハウジング
5. 圧力容器
4 マシンレフェリー 振動法 振動法 44 6. 配管
5 DC4~20 mA ダイレクト出力振動ピックアップ 20 7. 炉体
6 MEMS素子搭載 振動ピックアップ その他 3 8. ワイヤ
9. ロール
7 シグナルコンバーター その他 9 油分析法 9 対象設備(小分類)
8 IoT振動診断ユニット ラムダバイブロ
9 メンテナンスガイド 参考文献 : 振動技術研究会 発行 ISO基準に基づく機械設備の状態監視と診断(振動 カテゴリーⅡ)
Chapter1 なぜ振動を測るのか
1 2
Page3
Chapter2
振動計の役割 The role of vibrometers
1 2 振動計の使用例
振動計の活躍場所
振動は機械装置や構造物の耐久性・信頼性に影響を及ぼす可能性があり、破損・異常停止などが起きる前に振動を
測ることがとても重要になってきます。振動計が活躍する場所は多業種にわたり、目的も多様化しています。 例えば
工場の安全管理で
機械設備の破損や事故を防止するため、
発電所 重工業・石油化学工場 振動を定期的に測定して機械の劣化状態
機械製造 /半導体 /製鉄所 等 を初期状態と比較して診断します。
・ボイラー
・タービン ・ボイラー
・ポンプ 等 ・工作機械 清掃局・下水道局・ VM-9301
・ブロア 浄水場
・配管
・クレーン等 ・ポンプ 等 例えば
研究開発や設計で
ガスタンク より信頼性の高い工業製品を開発・設計
するため、振動測定結果を設計に反映します。
・ポンプ 等
カードバイブロ Air2
例えば
製品の品質向上で
製品トラブルの解明や品質改良のため、振
動測定を行い信頼性向上に役立てます。
スマートバイブロ
(VM-3024H)
例えば
研究所・開発部 日常のメンテナンスで
構造建築物
軽工業工場 ・振動評価 製品をより長く使うため、日常メンテナン
・橋梁 ビル・学校・ ・クレーム調査 等
飲食 /製紙 / 繊維 等 ス時に振動を測定し劣化箇所を早期に発
・トンネル 等 公共施設 見します。
・ベルトコンベアー
・ボイラー ・エレベーター
・ブロア ・エスカレーター
・ポンプ 等 ・空調設備 等 マシンレフェリー
(VM-4431)
Chapter2 振動計の役割 Chapter2 振動計の役割
3 4
Page4
Chapter3
振動テクニカルガイド Vibration Technical Guide
1 振動用語 3 振動の種類
振動の原理
振動とは、物体が一点を中心としてその前後左 mm 「振動」を人間の感覚をもとに分類してみると、目で見てわかるゆっくりとしたもの、目では見えないが触れるとわ
右、または上下への運動を繰り返す状態をいい、 かるもの、手で触っても感じないが異音として聞こえるものに分けることができます。
一般に「振動数」「変位」「速度「」加速度」を用い
てこれを表します。 目では見えないが触れると
これらの要素は通常、アルファベット(F、D、V、A) ■ 見る 振動していることがわかる
の略称で示されます。最も単純な振動の典型で 感 覚 ■ 触れる 手で触っても感じないが
ゆっくりした動き 異音として聞こえる
あるバネ振り子を使って振動の変位を説明する ひ
と、振り子のおもりを静止している状態から変位 っ 変 時間 ■ 聴く 目でみてわかる
ぱ (位 Sec
Dだけ引っ張って放すと、おもりは右図のように る D
)
振動します。 加速度
1 変位・速度・加速度の 速度
大きさの比較(イメージ図)
振動数(F) Frequency 変位(D) Displacement 変位
振動している物体が、1秒間に繰り返し運動する 振動の往復している幅(距離)を変位といいます。
回数を振動数(または周波数)といいます。 単位: μm(マイクロメートル), mm(ミリメートル) 0 5 10 1000 振動数(Hz)
単位:Hz 2 それぞれの範囲で一番上に
きている量(変位・速度・ 変位 速度 加速度
速度(V) Velocity 加速度(A) Acceleration 加速度)が最も有効な量
変位の時間に対する変化率を速度といいます。 速度の時間に対する変化率を加速度といいます。 振動シビアリティ評価基準範囲
JIS-B-0906(ISO-10816)
単位:mm/s, cm/s 単位: m/s2, g
サージング
H関数 H function 3 計測目的例 ウォーターハンマ アンバランス、ミスアライメント、 ベアリング傷
(エンベロープ処理)
地盤振動 カップリング不良、すべり軸受け不良、 異音
パイプの脈動 基礎不良、インペラー振動 ギア異常
キャビテーション
ベアリング、異常音検出に有効な関数です。加速度型波形に2 kHz~ 15 kHzフィルタ処理を施すことで波
形分析の際にノイズを取り除くことができます。
2 測定ファンクション 4 FFT-Fast Fourier Transform (高速フーリエ変換)-とは?
測定モードで表した波形を元に、絶対値で表現する方法をいいます。 FFTは振動波形の分析方法の一つです。一般的に振動波形は複雑で、評価をすることが難しいです。
1. PEAK(ピーク値) 2. rms(実効値) しかし、複雑な波形は周波数が異なる単調なsin 波に分解することができます。(左図)
FFTは、振動波形に対して周波数がどれくらい含まれているか分解して評価する処理方法です。(右図)
一定区間内の最大値 一定区間内における各瞬時値の2乗平均値の平方根
衝撃波形や変動の少ない波形等の評価に用います。 振動波形に含まれるパワーに相当します。速度のrms値は設備診断の重要な要素です。 ①
×3
②
v(t) ピーク値 複雑な波形 ×2
v(t)2 ③
P-P 値 単調な
×1 sin波
(実効値)2
t ④
t1 t2
T t
×1
⑤
図:ピーク値 図:実効値
×1
3. C・F(波高率・クレストファクター) 4. EQP(等価ピーク値) ① ② ③ ④ ⑤
※波形・グラフはイメージです。
PEAKとRMSの比 RMSから正弦波であると仮定した場合のピーク値
ベアリングの相対比較による劣化判断材料に利用できます。 正弦波では rms×√2=PEAKという関係が成り立つ 振動監視装置などで 周波数(Hz)
C・F=PEAK/rms 警報を出力する場合、突出した信号が入ってきても誤動作しにくいように
EQPで監視をする場合があります。
Chapter3 振動テクニカルガイド Chapter3 振動テクニカルガイド
5 6
振幅
Page5
Vibration Technical Guide
5 FFT解析を振動解析に活かす 6 測定箇所の選定
アンバランスやベアリング故障など、機械から発生する振動原因がどこの周波数位置にあたるかは機械の構造 振動の状態監視のための測定箇所を選定する際に考慮すべき項目として、以下が望ましいとされています。
から決まります。したがってFFT解析で周波数を分析することにより、振動原因を推定することが可能です。
(1)近づきやすい箇所
正常に動いている機械 異常が発生した機械 (2)異常以外に影響を受けにくい箇所
(3)異常状態の変化に対して感度が高い箇所
(4)異常による信号の減衰や損失が低い箇所
(5)測定の再現性の良い箇所
破損
3つの波形を 3つの波形を ② ③ ②
合成した波形 合成した波形 ③
① ④ ① ④
軸受台の測定箇所 組込み軸受の測定箇所
波形を 波形を
FFT解析 FFT解析 ⑤ ⑥ ③
②
② ①
④ ⑥
周波数から異常箇所を ⑤
推定することが可能 ④
③ ①
R
L
小型電気機器の測定箇所 往復動エンジンの測定箇所
周波数(Hz) 周波数(Hz) ①
② ① ② ③ ④
※波形・グラフはイメージです。
③
④
⑤
縦型機械の測定箇所 片持ちポンプの測定箇所
参考文献:振動技術研究会 発行 ISO基準に基づく機械設備の状態監視と診断(振動 カテゴリーⅡ)
Chapter3 振動テクニカルガイド Chapter3 振動テクニカルガイド
7 8
振幅
振幅
Page6
Chapter4
振動の評価
7 ピックアップの固定方法 1 設備の重要度の評価
振動計のピックアップの取り付け方法によっては、データがばらついたり、正確に測定ができない場合があります。
以下の点に注意して取り付けるようにしてください。 常時監視方式 間欠監視方式
A
振
動 1. しっかり密着させる +
方 B カードバイブロAir2
2. 設置面は全て接触させる VM-2012/VM-2012C
向 プローブ マグネット
ネジ 振動ピックアップ 精密診断可能なPLC
VP-8021A
接着剤 3. 対象機の軸に対して垂直または水平に取り付ける C 9/10/01 22:22:22
0 7
mm/s
振動面 Good
Free Keep Mem マシンレフェリー
ピックアップの取付け方と接触共振 シグナルコンバーター D VM-4431
VM-5011A
測定する周波数領域によって振動ピッ 40
クアップの取付け方にも留意する必要 ネジ止め
30 瞬間接着剤+ポリイミドテープ A: 最も重要な機械(自家発電装置、高圧コンプレッサーなど) B: 重要な機械(ボイラー、ポンプ、圧縮機など)
があります。誤った取付け方をすると接 両面テープ 故障・不具合が生産停止などの著しい被害に直結する機械 故障・不具合が生産低下を招くが、生産停止には至らない機械
触共振の影響で測定対象の振動が正 20
マグネット C: 普通機械(吸気、排気ファンなど) D:それほど重要でない機械(小型汎用モーターなど)
しく測れず、正しい診断ができなくなり
10 プローブ 故障・不具合は運転上不便になるが、生産性に影響がない機械 故障・不具合が生産に直結せず、修理・交換コストの方が安い機械
ます。一般に測定範囲は共振周波数の 絶縁スペーサ
1/3 以下とします。 0
2 簡易診断とは?
-10
0.1 1.0 10
周波数(kHz) 対象設備の振動を測定し設備がどの程度劣化しているかを調べ明確にするのが目的で、設備の状態を適切に評価す
るには判定値の設定が必要です。簡易診断には主に3種類の判定方法があり、これらを上手に使い分けることでより精
8 計測方法 度な測定が可能になります。
計測方法には「常時監視方式」と「間欠監視方式」の2種類があり設備の重要度によって使い分けるのが一般的です。 1. 絶対値判定
設備の種類を幾つかに分類(小型、中型、大型)し、測定した振動があるレベルを超えた場合に異常と判断する方法
常時監視方式 間欠監視方式 長所 診断の基準が決まっているため、判定が容易 短所 設備の種類や部品、メーカーで判定が異なる
・重要な機械 ・故障による影響が少ない機械
・常時稼動している機械 ・手軽に振動が計測できる機械 判定参考例
・人が近寄ることができない機械 ・劣化速度が遅い機械 図:振動シビアリティ測定器に関する要求事項 10816-3:2009
・劣化速度が速い機械 ISO振動評価基準 振動シビアリティの範囲 機械のグループに対する「よさ判定」例
回転機械におけるコンディションの総合判断に広く 速度のRMS値 (mm/s)-区分境界の値- グループ2 グループ1
用いられています。
現在のISO規格では10816-3:2009中で 0.71 A
端子台 速度のrmsの絶対判定値の記載があります。 1.4 A A
A
対象機械は2つの大きなグループに分かれています。 2.3 B
2.8
IMV IMV IMV IMV
グループ1 3.5 C B B
バイブレーションピックアップ 大型機械 4.5
出力:300 kW ~ 50 MW、シャフト高さ:315 mm以上 B
7.1 C C
グループ2 11.0 D C
中型機械 D D
D
出力:15 kW ~ 300 kW、シャフト高さ:160 mm ~ 315 mm 基礎※ 固 柔 固 柔
モニター A:良 B:可 C:警告 D:危険
制御盤
※ 機械の基礎状態が「固い」「柔らかい」は回転機械とその取り付けられた基礎を含む固有振動数が回転機械の一次危険速度(例: 回転数が 1800 rpmの回転機械の「一次危険速度は30Hz) の
25 %以下かどうかで判断されます。例えば回転数が 1800 rpmの回転機械が基礎の上に固定されている場合で、基礎を含む固有振動数が 37.5 Hz(=30 Hz x1.25)以上の場合は「固い」基礎に
分類され、37.5 Hz 未満は「柔らかい」基礎に分類されます。
Chapter3 振動テクニカルガイド Chapter4 振動の評価
9 10
応答性(dB)
Page7
Evaluation of Vibration
2. 相対値判定 3 精密診断とは?
個々の設備における数回の振動値実績をもとに基準値を算出し、これらと比較することで、通常時と異なるこ 振動波形をFFTアナライザーで分析し、その周波数分布より劣化部位を特定することが目的です。
とを判断する方法。基準値は10回以上測定して決定することが望ましいです。 簡易診断より診断結果に対する信頼性は大きくなります。
長 所 絶対値判定より精度が上がる 短 所 経験値から決めた値となるため、判定値の根拠が曖昧である。
FFTを 波形解析
収録 要因特定
判定参考例 速度の実効値について、正常時の2倍を注意値、5倍を危険値として設定した場合。
悪い状態
V(RMS)傾向管理グラフ
25.00 良い状態
※画像はイメージです
危険値 20.00
( 基準値×5) ベアリングの異常とその特徴周波数
15.00 異常の種類 該当モード 特徴周波数
1 アンバランス Velocity 1×N/60 及びその高周波(わずか)
10.00
注意値 2 ミスアライメント Velocity M×N/60
( 基準値×2)
外輪傷 Envelope 0.4×(玉数)×N/60 及びその高周波
5.00
基準値 内輪傷 Envelope 0.6×(玉数)×N/60 及びその高周波
0.00 転 転動体傷 Envelope 2.5×N/60 及びその高周波
2015/12/10 2016/1/29 2016/3/20 2016/5/9 2016/6/28 2016/8/17 2016/10/6 が
り 保持器傷 Envelope 0.4×N/60 及びその高周波
3 軸
受 グリス、オイル切れ Envelope N/60 及びその高周波
3. 相互判定 け 0.4×(玉数)×N/60 及びその高周波 または、
同じ機械の同一の測定点の振動値を比較して判定する方法。同等設備と比べて2倍以上数値の差があると の
傷 0.6×(玉数)×N/60 及びその高周波 または、
異常の可能性が有ります。 劣化進み、ガタ Envelope
0.4×N/60 及びその高周波または、
長 所 相対値判定より精度が上がる 短 所 適用できる機械が限定的である 2.5×N/60 及びその高周波
グリス、オイル切れ Velocity/Envelope P( 噛み合い周波数)
判定参考例 速度の実効値について、同等設備と比べて2倍以上数値の差があるとした場合。 ピッチング(歯面不良) Velocity/Envelope P
mm/s 4 ギ 歯欠け(部分的磨耗) Velocity/Envelope P±MxN/60
0.400
0.360 ア 歯欠け Velocity/Envelope MxN/60
0.320
0.280
Aメーカー 0.240
傾向に違いが 偏心 Velocity / MxN/60 または P±MxN/60
123型 0.200
0.160 生じている Envelope P=(歯数 )×N/60
0.120
0.080 5 軸たわみ Velocity 1×N/60 及びその高周波
0.040
0.000 6 軸われ Velocity 1×N/60 及びその高周波
mm/s 7 共振 Velocity/
0.400 Acceleration/ 固有周波数で振動
0.360 Envelope
0.320
0.280 8 電気信号 Velocity 50 or 60 Hz
Aメーカー 0.240
0.200
123型 9 ラビング Envelope 約1kHz 以上の高周波振動
0.160 Velocity/
0.120 10 外部振動 Acceleration/
0.080 Envelope 他の振動発生設備の原因による
0.040
0.000 N(Number of circulation)=回転数(rpm), M(Multiple)=1, 2, 3…, P(Pitching frequency)=噛み合い周波数
上記の異常の種類は該当するモード(Velocity/Acceleration/Envelope)で計測することで、より正確な異常を確認することができます。
Chapter4 振動の評価 Chapter4 振動の評価
11 12
Page8
Chapter5
Product Lineup
振動計ラインナップ
1 振動計の選び方 2 カードバイブロ Air2(VM-2012/VM-2012C)
どのような振動計を選ぶか。それはどのような振動を測るかによって異なります。IMVはお客様のニーズにあった振動 業界初のポータブルWiFi通信対応測。定に困難を伴っていたシーンでも精密な測定が可能に。
計をバリエーション豊富にご用意しております。 ご要望の多かったスマートフォン向けアプリ(Air2 Light) も登場し、さらに使いやすくなりました。
A 定期的なメンテナンスに使いたい
START! 使用される場面は? 特 長
B 振動値を常に把握したい 重さ Android OSでの計測
約145g
(センサ含む) WiFi無線を採用した高速通信
A B
OA値、FFT、波形収録が可能
振動の対象は? どのように設備状態を管理しますか? 軽量コンパクト
A 機械振動 A 精密診断が可能なPLCで振動診断したい 低消費電力 (単4電池2本で連続6時間動作が可能)
B 地面振動 B 自社モニターで振動の複数のパラメーラを監視したい
C 自社モニターで速度が加速度の管理をしたい
隔たりのある場所でも
D 精密診断を実施したい
A WiFi 無線で遠隔操作が可能!
B
A B C D
計測した結果を? スマートバイブロ MEMS素子搭載 DC4-20 mA
振動ピックアップ シグナルコンバーター IoT振動診断ユニット
ピエゾ抵抗式加速度型 ダイレクトピックアップ ラムダバイブロ
A 簡易に判定をしたい 微小振動の計測に 振動の簡易診断が身近に スリムタイプの振動変換器 ポンプ・ブロワ・モーター IoT を活用した本格的な
最適 (0~10Hz) 等に最適 システム構築に
【実寸大】
B その場で結果だけ VM-2012
確認できれば良い 40.5 mm
C PCでデータ管理
や解析をしたい VM-7024H VP-8021A/VP-8021C VM-5011A VP-420/421/411 VM-8018
※P15参照 ※P17参照 ※P17参照 ※P16参照 ※P18参照
A B B C カードバイブロAir2はこんなシーンで活躍!
カードバイブロA i r 2は、 振動調査 微小変位測定 設備機械の保守点検
判定振動計 スマートバイブロ スマートバイブロ WiFiポータブル振動計 WiFiと強力なデータ処理機 配管など 工作機械など ブロワ、ポンプ など
マシンレフェリー 動電式速度型 圧電式加速度型 カードバイブロAir2 能で、これまで測定に困難
ISO振動シビアリティの モーター診断、シャフトの 回転機械のベアリング診断や 判定値も搭載した無線型振動計
判定基準が搭載された振動計 問題測定に を伴っていたシーンでも、精
(10~ 1000 Hz) 軸振動測定に(1000 Hz ~ )
例 : アンバランス、 例 : ベアリング傷、ギア異常、 密な測定を可能にします。
ミスアライメント、 異音
カップリング不良
激しく振動する場所 高 所 狭い場所 隔たりのある場所
ロボットアームなど クーリングタワーなど 機械の隙間など クリーンルームなど
お勧め お勧め お勧め お勧め
VM-4431 製品 VM-3024H 製品 VM-4424H 製品 VM-2012 製品
※P16参照 ※P15参照 ※P15参照 ※P14参照 詳細はWEBで
Chapter5 振動計ラインナップ Chapter5 振動計ラインナップ
13 14
88.6 mm
Page9
Product Lineup
3 スマートバイブロ(VM-4424H / VM-3024H / VM-7024H) 4 マシンレフェリー(VM-4431)
加速度・速度・変位を同時に測定できる振動計 ISO振動シビアリティの判定基準が搭載された振動計。誰でもボタン一つで速判定 !
特 長 特 長
加速度・速度・変位OA値同時測定 見やすいカラー大画面
PEAK・RMS・EQPを測定 ISO振動シビアリティ判定基準値搭載
FFT分析 保存機能付属、専用ソフトで管理が容易
波形収録機能 (SDカードへ収録)
8
6
4
2
同時測定機能で作業の軽減と 0
2020/2/20 2020/8/23 2021/2/2 2021/7/25 2022/2/14
15:38 11:42 10:05 17:03 14:45
測定漏れを防ぎます。 Danger
Alert
Satisfactory
Good
操作性の高い液晶表示 Undecidable
2020/2/20 2020/8/23 2021/2/2 2021/7/25 2022/2/14
15:38 11:42 10:05 17:03 14:45
データビュワーソフト
(製品紹介サイトから無償ダウンロード可能 )
詳細はWEBで
VM-3024H
※ラバージャケットはオプションです。
異常があった際、その場で FFT分析が可能 5 DC4~20 mA ダイレクト出力振動ピックアップ (VP-420 / VP-421/ VP-422)
スマートバイブロはこんなシーンで活躍! ポンプ・ブロワ・モーター等に最適で設置が簡単な振動ピックアップ
振動調査 微小変位測定
配管など 工作機械など
特 長
小型・軽量
警報制御器が不要
現場環境に応じた豊富なバリエーション
本体付属のSDカードにCSV形式で保存が可能
3原理のピックアップ…様々な測定シーンに対応 Excel等で波形表示が可能 各種スタッドにより簡単設置
VP-4316 広範囲の振動数に対応した圧電式加速度型
〔適合機種〕VM-4424H
t
使用例
VP-3024 小さな変位測定に最適な動電式速度型
ポンプ、ブロワ等の回転体 ダイレクト出力ピックアップ
〔適合機種〕VM-3024H
ピックアップからのケーブルを 外部表示器
直接後続機器に接続すれば
低い振動数に適したピエゾ抵抗式 トレンド監視が実現します。
VP-7000L
〔適合機種〕VM-7024H
ファン モータ
詳細はWEBで 詳細はWEBで
Chapter5 振動計ラインナップ Chapter5 振動計ラインナップ
15 16
Judge
G1R-rms[mm/s]
Page10
Product Lineup
6 MEMS素子搭載 振動ピックアップ(VM-90A) 8 IoT振動診断ユニット ラムダバイブロ (VM-8018)
振動の簡易診断が身近に IoT を活用した本格的な状態システムの構築に
特 長 特 長
MEMS技術による高周波対応加速度センサを採用 多様なセンサに対応
従来の圧電ピックアップと互換性の高い筐体 診断に適したデータ保存
小型・軽量 データのアクセスが簡単
筐体絶縁 筐体絶縁 ロット発注時のコスト低減
IEPEタイプ 電圧駆動タイプ
VP-8021A VP-8021C
有線 LAN
or
WiFi クラウド
接続例 (VP-8021Aの場合)
【標準】ピックアップケーブル 【オプション】BNCケーブル
ネットワーク
ファイル共有
IEPE電源 振動ピックアップ
※ IEPE電源供給がある場合は、
計測器に直接接続できます。
詳細はWEBで 詳細はWEBで
振動ピックアップ ピックアップ出力モジュール DCS/PLC等
(VP-8021A) (CC-551) の外部機器
7 シグナルコンバーター(VM-5011A) 9 メンテナンスガイド
スリムタイプの振動変換器 ■
特 長 振動計測装置 ■ 振動監視装置
弊社工場にて点検実施 現地にて点検実施
低価格・小型
● 実施内容 ● 実施内容
計測モード・レンジ切替式の振動計測
・点検・調整・動作確認、総合加振校正 ・等価電気入力にて各部個々の機器点検
エンベロープ加速度、速度を同時出力 ・ 報告書及び成績書提出 ・ 検定装置にて振動ピックアップを加振して、システム全体の
・ご要望によりトレーサビリティー体系図・校正証明書発行 感度校正、性能確認
振動波形出力を周波数解析に活用 ※修理発生・消耗品交換の際は別途お見積もりいたします。 ・報告書及び成績書提出
※修理発生・消耗品交換の際は別途お見積もりいたします。
振動レベル出力 (DC4-20 mA) ● 必要日数
● 現地保守点検
速度監視 : 回転数起因の傾向監視 工場受付後10日間
※場合により必要日数が変動します。 ・上記点検内容の実施及び消耗品の交換保守
VM-5011A VP-8021A 加速度エンベロープ監視 : ベアリング傷等検知が可能
・別途保守契約書作成
● 必要日数
お客様からのご依頼後2週間以内に点検終了
PLCと接続するための変換器
シグナルコンバーター(VM-5011A)は振動ピックアップ(VP-8021A)の 弊社工場にて点検実施
出力信号を変換する変換器です。 ● 実施内容
VP-8021Aと直接接続できないPLCとも接続することが可能です。PLC ・点検・調整・動作確認、総合加振校正
以外にも電流(4-20 mA)又は電圧(0-10 V)が取込める機器であれば ・ 報告書及び成績書提出
接続が可能です。 ※修理発生・消耗品交換の際は別途お見積もりいたします。
VM5011A接続例 詳細はWEBで
Chapter5 振動計ラインナップ Chapter5 振動計ラインナップ
17 18