



ブロー成形と射出成形の解説と製品事例をご紹介
掲載内容
◆ブロー成形と射出成形について
◆製品事例
・自動車用バッテリーダクト
・自動車用レゾネーターチャンバー
・ハイブリット車用バッテリー冷却ダクト
・農機具用燃料タンク
・3Dブロー成形 自動車用吸気系部品
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | ブロー成形と射出成形 製品事例 |
|---|---|
| ドキュメント種別 | 事例紹介 |
| ファイルサイズ | 4.6Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社日本容器 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
ブロー成形と射出成形
私たちが、普段もっとも良く目にするプラスチックの成形方法は射出成形です。
家庭にある樹脂製の衣装ケースや洗面器、テレビやパソコン、プリンターの筐体、自動車
のバンパーやダッシュボード等々、多くの成形製品が射出成形でできています。
射出成形は、凹凸 1セットになった金型の隙間に、溶かした樹脂を高い圧力で一気に注入
し、冷却・固化させる成形方法です。凸凹の隙間に樹脂を入れますので、その隙間が製品
の肉厚になります。製品の裏も表も金型の形状が転写されますので、細かい形状の成形が
可能です。しかし金型の中に製品が残った状態で、凸凹の金型が開かなければ、製品は取
り出せませんので、容器のような閉じた形状は一般的には成形ができません。また先に注
入した樹脂から冷却固化する為、後から注入した樹脂との間に境ができたり(ウェルド)、
製品が反ったり、金型内に残る空気や樹脂から発生するガスが逃げ切らず、製品に転写さ
れる(ガス溜り)問題等が起きることがあります。
射出成形で容器形状のものを作るためには2個の成形製品を組み合わせ、接着や溶着する
ことで可能になります。
これに対しブロー成形(中空成形)は、プラスチックの樹脂を溶かしパイプ状または対向
した2枚のシート(これらをパリソンと呼びます。)を凹凹一対の型で挟み、その中に空気
等を圧入し、型の内壁に密着・冷却固化させる成形方法です。
ブロー成形の起源は、グラスや瓶などガラス容器の製造方法からある古いもので、英語の”
[Blow] 吹く、息を吹く”からブロー成形または中空成形と呼ばれます。
型に接し、型の形状が転写されるのは、製品の外壁だけですので、ブロー成形では、原則
として外壁の形状しか規制できません。
細かい成形方法には違いがありますが、各種容器やペットボトル、灯油缶、自動車のガソ
リンタンクや吸気ダクト等にブロー成形は使われています。
一般的なダイレクトブロー成形では熱で溶かしたプラスチックを押出し、パリソンを
金型で挟むまでにパリソンの自重で樹脂が伸びるため、上部で肉厚が薄く、下部で厚くな
りがちです(一般的にドローダウン呼びます)。これを補正するため、押出機の口金部分の
隙間量を変化させて、より良い肉厚に近づける装置(パリソンコントロール)を使用しま
すが、射出成形ほどには制御ができません。
また、押出したパリソンは、一般的に丸い断面形状ですが、この丸いパリソンを異なる製
品形状に膨らませるため、偏肉が生じやすく、それを解消することが困難な場合も多くあ
Page2
ります。
ブロー成形では、エアーを金型内部に入れて膨らませることで成形を行います。そのため
金型は、エアー圧や型締めの圧力に耐える強度で足りるアルミ合金や ZAS等の素材が使用
できます。
射出成形の場合、金型の隙間に溶けたプラスチックを冷却固化する前に一気に充填する必
要があるため、射出圧・型締圧が高く、これに耐える強度の素材(一般的には S55C以上)
を必要としますので、ブロー成形と比較するとコストが高くなります。特に製品が大型で
ある場合や、ロット数が少ない場合、金型費が安価で済むブロー成形の利用価値が高まり
ます。
ブロー成形、特にダイレクトブローの場合、製品形状の外側にバリや捨て袋という無駄な
樹脂が発生するため、バリ・捨て袋のカット、除去等無駄な作業が生じます。
射出成形では、ランナーやスプルー等の無駄は生じますが、ブロー成形に比較して、小さ
く、除去が簡単です。そのため、製品単価については、射出成形の方が単価が下がること
が多く、より大量生産に向いています。
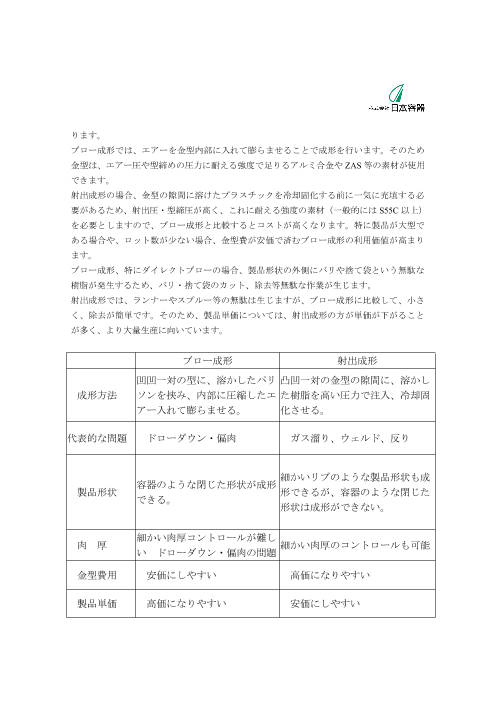
ブロー成形 射出成形
凹凹一対の型に、溶かしたパリ 凸凹一対の金型の隙間に、溶かし
成形方法 ソンを挟み、内部に圧縮したエ た樹脂を高い圧力で注入、冷却固
アー入れて膨らませる。 化させる。
代表的な問題 ドローダウン・偏肉 ガス溜り、ウェルド、反り
細かいリブのような製品形状も成
容器のような閉じた形状が成形
製品形状 形できるが、容器のような閉じた
できる。
形状は成形ができない。
細かい肉厚コントロールが難し
肉 厚 細かい肉厚のコントロールも可能
い ドローダウン・偏肉の問題
金型費用 安価にしやすい 高価になりやすい
製品単価 高価になりやすい 安価にしやすい
Page3
当社の製品
射出成形
自動車用バッテリーダクト
射出成形製品 2個をスナップフィットで組み立て、ダクト形状にしています。
Page4
自動車用レぞネーターチャンバー
射出成形製品 3個を熱板溶着で溶着し、容器形状にしています。
Page5
ブロー製品
ハイブリッド車用バッテリー冷却ダクト
ブロー成形した製品をカットし製作しています。
Page6
農機具用燃料タンク
射出成形した部品をブロー成形時にインサート成形し製作しています。
Page7
3Dブロー成形
自動車用吸気系部品
エラストマー系の樹脂をサクションブロー成形で成形した製品です。
最近では PA6,PA66の樹脂をサクションブローで成形し、ターボチャージダクトの製作が
可能になりました。
お問合せ先:株式会社日本容器 営業部 上野修嗣
TEL:06-6855-0046 E-mail:su@nihonyoki.co.jp