


断面肉厚をより均一にすることや、可塑化温度の高い樹脂(PA6,PA66ナイロン等)でも成形が可能
3Dサクションブロー成形とは?
3次元ブロー成形の一種ですが、金型を横置きにする従来の成形方法と異なり、 断面肉厚をより均一にすることや、可塑化 温度の高い樹脂(PA6,PA66ナイロン等)でも成形が可能です。 近年ダウンサイジングターボ車で、軽量かつ高温・高圧に耐える樹脂製ターボダクトの成形に使用される成形方法です。
◆詳細はカタログをダウンロードしご覧いただくか、お気軽にお問い合わせ下さい。
このカタログについて
| ドキュメント名 | PA6・PA66ナイロンの成形に!『3Dサクションブロー成形機』 |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 273.5Kb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社日本容器 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
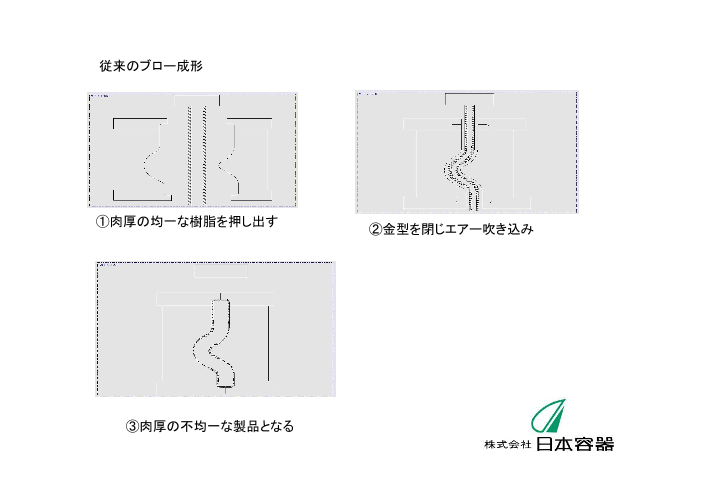
従来のブロー成形
①肉厚の均一な樹脂を押し出す
②金型を閉じエアー吹き込み
③肉厚の不均一な製品となる
Page2
3Dサクションブロー成形
3次元ブロー成形の一種ですが、金型を
横置きにする従来の成形方法と異なり、
断面肉厚をより均一にすることや、可塑化
温度の高い樹脂(PA6,PA66ナイロン等)で
も成形が可能です。
近年ダウンサイジングターボ車で、軽量か
つ高温・高圧に耐える樹脂製ターボダクト
の成形に使用される成形方法です。
①製品に合わせ偏肉させた円筒形の樹脂
吸引 (パリソン)を金型下部からエアーで吸引する
②空気を吹き込むことにより金型形状に
合わせて樹脂が延ばされる
エアー吹き込み
Page3
当社開発 3Dサクションブロー成形機
主な仕様
スクリュー径 65mm L/D 25
モーター22kW
型締 30トン
定盤 H800mm×タイバー内寸800mm
型開閉距離 最小300mm 最大1200mm
Page4
当社開発 3Dサクションブロー成形機
パリソンコントローラー
X,Y軸 400点 Z軸 100点