


加工中のツールに生じる切削抵抗を計測
センサー内蔵のツールホルダーSPIKEは、加工プロセスでツールにかかる力やモーメントをリアルタイムで計測することができます。計測データはワイヤレス(ケーブル不要)で伝送されます。
製品の特色
・ワイヤレスによる計測の自由度
・持ち運びが可能で現場での利用に最適
・信頼性のあるデータ伝送
・機械使用者に負担をかけない簡単な計測
・重要なパラメーターとして曲げモーメントを活用
◆詳細はカタログをダウンロードしてご覧ください。
このカタログについて
| ドキュメント名 | センサー内蔵ツールホルダー SPIKE(スパイク) |
|---|---|
| ドキュメント種別 | 製品カタログ |
| ファイルサイズ | 3Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 福田交易株式会社 (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
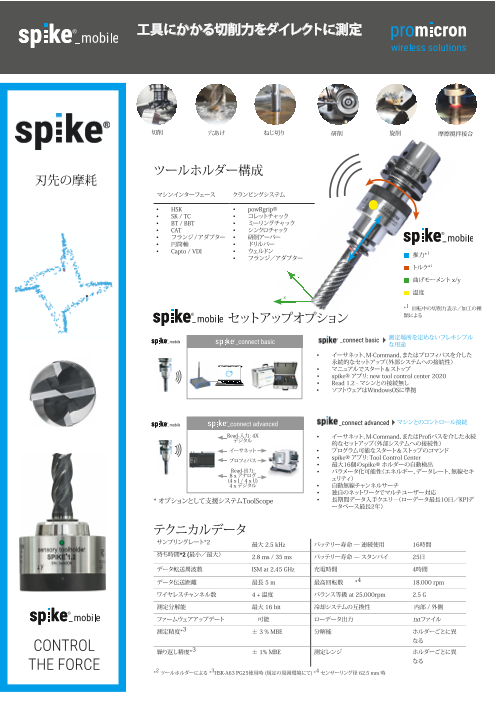
工具にかかる切削力をダイレクトに測定
切削 穴あけ ねじ切り 研削 旋削 摩擦撹拌接合
ツールホルダー構成
刃先の摩耗
マシンインターフェース クランピングシステム
• HSK • powRgrip®
• SK / TC • コレットチャック
• BT / BBT • ミーリングチャック
• CAT • シンクロチャック
• フランジ / アダプター • 研削アーバー
• 円筒軸 • ドリルバー
• Capto / VDI • ウェルドン 1
• フランジ/アダプター 推力*
トルク*1
y 曲げモーメント x/y
温度
x
*1 回転中の切削力表示/加工の種
セットアップオプション 類による
_connect basic _connect basic 測定場所を定めないフレキシブル
な用途
• イーサネット、M-Command、またはプロフィバスを介した
永続的なセットアップ(外部システムへの接続性)
• マニュアルでスタート&ストップ
• spike® アプリ: new tool control center 2020
• Read 1.2 - マシンとの接続無し
• ソフトウェアはWindowsOSに準拠
_connect advanced _connect advanced マシンとのコントロール接続
Read-入力: 4X • イーサネット、M-Command、またはProfi バスを介した永続
デジタル 的なセットアップ(外部システムへの接続性)
イーサネット • プログラム可能なスタート&ストップのコマンド
プロフィバス • spike® アプリ: Tool Control Center
• 最大16個のspike® ホルダーの自動検出
Read-出力: • パラメータ化可能性(エネルギー、データレート、無線セキ
8 x アナログ
(4 x I / 4 x U) ュリティ)
4 x デジタル • 自動無線チャンネルサーチ
• 独自のネットワークでマルチユーザー対応
* オプションとして支援システムToolScope • 長期間データ入手クエリ―(ローデータ最長10日/KPIデ
ータベース最長2年)
テクニカルデータ
サンプリングレート*2 最大 2.5 kHz バッテリー寿命 ― 連続使用 16時間
待ち時間*2 (最小/最大) 2.8 ms / 35 ms バッテリー寿命 ̶ スタンバイ 25日
データ転送周波数 ISM at 2,45 GHz 充電時間 4時間
データ伝送距離 最長 5 m 最高回転数 *4 18.000 rpm
ワイヤレスチャンネル数 4 + 温度 バランス等級 at 25,000rpm 2.5 G
測定分解能 最大 16 bit 冷却システムの互換性 内部 / 外側
ファームウェアアップデート 可能 ローデータ出力 .txtファイル
測定精度*3 ± 3 % MBE 分解能 ホルダーごとに異
CONTROL なる
繰り返し精度*3 ± 1% MBE 測定レンジ ホルダーごとに異
THE FORCE なる
*2 ツールホルダーによる *3HSK-A63 PG25使用時 (規定の周囲環境にて) *4 センサーリング径 62.5 mm 時
Page2
同じデータソースを用途に合わせてグラフ化
プロセスとツールを最適化するアプリケーション向け 自動連続生産のアプリケーション向け
利点:「診断システム」 利点:「監視システム」
• プロセスの問題をより迅速に解決できます • 100%インプロセス品質管理
• 生産性と工具寿命の最適化 • 形状および位置の公差の監視(間接)
• 製品開発と最適化(ツール、コーティング、冷却潤滑 • 工具コストの削減(力制御による工具交換)
剤、プロセス、機械など) • 機械のダウンタイムの回避
• R&D(研究所および大学) • 適応送り制御
• 無人生産
力に基づいた動的な工具交換
加工の最適化 適応動的工具交換
前
後 ワークの品質
所要時間-20%
工具寿命+ 5% 新品 摩耗 摩耗および破損
ツール/プロセス/機械開発
刃先1
工具摩耗状態
2
• 刃先1の摩耗-
• 刃先2はより多くの力を
吸収する必要がある
1
摩耗検知360°
sp ke
力
加工穴の品質
良い 悪いオフセット/進行
曲げモーメント 曲げモーメント
オフセット0.05mm オフセット0.1mm
www.fukudaco.co.jp
本 社 〒104-0044 東京都中央区明石町 11-2 TEL.03-5565-6811 FAX.03-5565-6816
大 阪 営 業 所 〒540-0012 大阪市中央区谷町 4-3-1 TEL.06-6941-8421 FAX.06-6944-0241
名古屋営業所 〒460-0013 名古屋市中区上前津 2-14-17 TEL.052-322-6421 FAX.052-322-2384
広 島 営 業 所 〒733-0842 広島市西区井口 5-20-7 TEL.082-277-6341 FAX.082-277-8199
厚 木 営 業 所 〒243-0417 海老名市本郷 1672 TEL.046-237-3133 FAX.046-237-3137
北 陸 営 業 所 〒921-8005 金沢市間明町 1-198 TEL.076-292-2811 FAX.076-292-2510
九 州 営 業 所 〒812-0038 福岡市博多区祇園町 4-13 TEL.092-263-5300 FAX.092-263-5301
■記載内容は予告なく変更する場合があります。そのほかの注意事項はウェブサイトでご確認ください。