



ロボット導入による課題解決事例を実際の写真と合わせてご紹介!
事例1:酒瓶梱包ライン自動化
【導入インタビュー】梅乃宿酒造様
多品種化・生産量増加に向けて、梱包工程にロボットを導入し省人化
事例2:ロボットパレタイズシステム導入
【導入インタビュー】エクセルパック・カバヤ株式会社様
設置面積の小さいパレタイズシステムで、導線を確保しながら省人化
事例3:焼き菓子の整列・トレー詰め
事例4:段ボールパレタイズ(鶏卵)
事例5:ローラーの吊り降し・積み付け
このカタログについて
| ドキュメント名 | ロボット導入|課題解決提案事例⑦写真付き事例編【ALFIS】 |
|---|---|
| ドキュメント種別 | 事例紹介 |
| ファイルサイズ | 1.5Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社JRC(ALFIS) (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
ロボット導入
課題解決事例集
写真付き事例編
06-6543-8180
〒 550-0011 大阪市西区阿波座2丁目1番1号 CAMCO西本町ビル9階
Page2
課題解決提案事例
酒瓶梱包ライン自動化
Before After
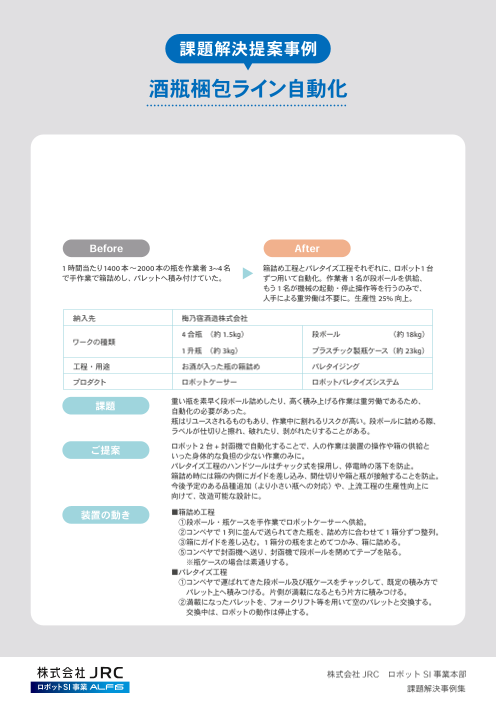
1時間当たり1400本~2000本の瓶を作業者3~4名 箱詰め工程とパレタイズ工程それぞれに、ロボット1台
で手作業で箱詰めし、パレットへ積み付けていた。 ずつ用いて自動化。作業者1名が段ボールを供給、
もう1名が機械の起動・停止操作等を行うのみで、
人手による重労働は不要に。生産性 25%向上。
納入先 梅乃宿酒造株式会社
4合瓶 (約1.5kg) 段ボール (約18kg)
ワークの種類
1升瓶 (約 3kg) プラスチック製瓶ケース(約23kg)
工程・用途 お酒が入った瓶の箱詰め パレタイジング
プロダクト ロボットケーサー ロボットパレタイズシステム
課題 重い瓶を素早く段ボール詰めしたり、高く積み上げる作業は重労働であるため、
自動化の必要があった。
瓶はリユースされるものもあり、作業中に割れるリスクが高い。段ボールに詰める際、
ラベルが仕切りと擦れ、破れたり、剥がれたりすることがある。
ご提案 ロボット2台+封函機で自動化することで、人の作業は装置の操作や箱の供給と
いった身体的な負担の少ない作業のみに。
パレタイズ工程のハンドツールはチャック式を採用し、停電時の落下を防止。
箱詰め時には箱の内側にガイドを差し込み、間仕切りや箱と瓶が接触することを防止。
今後予定のある品種追加(より小さい瓶への対応)や、上流工程の生産性向上に
向けて、改造可能な設計に。
装置の動き ■箱詰め工程
①段ボール・瓶ケースを手作業でロボットケーサーへ供給。
②コンベヤで1列に並んで送られてきた瓶を、詰め方に合わせて1箱分ずつ整列。
③箱にガイドを差し込む。1箱分の瓶をまとめてつかみ、箱に詰める。
⑤コンベヤで封函機へ送り、封函機で段ボールを閉めてテープを貼る。
※瓶ケースの場合は素通りする。
■パレタイズ工程
①コンベヤで運ばれてきた段ボール及び瓶ケースをチャックして、既定の積み方で
パレット上へ積みつける。片側が満載になるともう片方に積みつける。
②満載になったパレットを、フォークリフト等を用いて空のパレットと交換する。
交換中は、ロボットの動作は停止する。
株式会社 JRC ロボットSI 事業本部
課題解決事例集
Page3
導入事例インタビュー 梅乃宿酒造株式会社 様
多品種化・生産量増加に向けて、梱包工程に
ロボットを導入し省人化
人の手はより付加価値の高い作業へ
設備を導入して、次の未来が見えました。
弊社の代表を始め、社員、アルバイト、パートの皆さんが、これ
まで手作業で行っていた作業がだんだん機械化されていることを
実感しています。
今日の生産活動だけでなく、ひとりひとりが先の未来について考
えられるチームになってきました。加えて、社員一人一人の安全
に対する意識が高まってきたことも大きな効果だと感じています。
ケーサー・パレタイザの導入をきっかけに、生産性向上だけでは
ないシナジー効果が生まれています。
梅乃宿酒造株式会社 物流部 副部長 桐 隆大 様
導入のきっかけ 導入の決め手
新しい酒文化を創造し、より多くのお客様に 付加価値の高い新たな商品に人の手をかけ、既存の梱包
梅乃宿のお酒を召し上がっていただきたい。 工程をロボットでの作業に切り替えリードタイムを短縮。
景利(JRC 営業) ロボットを導入しようと思ったきっかけにつ 景利(JRC営業) 弊社ロボットシステムを導入する決め手となっ
いて、教えてください。 たのは、どういったことでしょうか。
桐様 弊社は創業 130 年の日本酒蔵ですが、日本酒蔵のなかで 桐様 生産性を高めたい、社員の作業負担を軽減したいという
は歴史が長い方ではありません。だからこそ常に新しいことに挑 思いがありました。加えて自社のオンラインショップから直接お
戦し続ける必要がありました。 客様に購入いただくような高付加価値商品は、多品種少量生産
「新しい酒文化を創造する」をパーパスに掲げ、2022 年 7月に での対応になります。
現在の所在地に新しい蔵を構え、製造・営業・物流と本社の機 これら高付加価値の商品を製造するためには、人の手での作
能を1箇所に集中させスタートしました。 業割合が高くなる。「だったら、既存の製造ラインを機械化して、
空いた人の手を活用しよう。」と考えました。
新しい蔵で造った梅乃宿のお酒を、今後はより多くのお客様に
召し上がっていただきたい思いが、ロボットを導入する大きな背 次に、投資回収性の高さです。これまで 3 人の作業員で行っ
景です。またこれまでは男性の手による力仕事がメインの作業 ていた工程を機械化し、別のお仕事を担当いただくことになりま
でしたが、作業に携わっている社員は「このままでは長く続か す。また段ボールを事前に組み立てたり、移動したりしていた
ない」と考えていました。 「見えないコスト」が多くかかっていました。これらの作業工程
は大幅に短縮され、設備投資の回収が早くできると考えました。
より多くのお客様に提供できる体制整備、労働力確保の課題
の両方を解決することに加えて、地元である奈良葛城に貢献した
いという思いは、必ずしも人の手でしなくてもいいのではないか
と考えたことがきっかけです。
昨年新設された蔵では丁寧に人手で 濃厚な果物の味わいと果肉感で人気の
酒造りを行いながら、瓶詰め・検査・ 「あらごしシリーズ」。取材当日はこの中
梱包などの工程は機械による効率化 の「あらごしみっく酒」が、箱詰め作
を進め生産量を伸ばしています。 業の真っ最中でした。梅乃宿酒造 130
広い敷地内にはその場で購入できる 周年を記念して作られた期間限定でし
ショップが併設されており、試飲をし たが、再販希望の声多数により定番商
ながらお気に入りの1本を選べます。 品としてリニューアルされたそうです。
株式会社 JRC ロボットSI 事業本部
課題解決事例集
Page4
導入事例インタビュー 梅乃宿酒造株式会社 様
多品種化・生産量増加に向けて、梱包工程に
ロボットを導入し省人化
人の手はより付加価値の高い作業へ
導入後の効果 これまで製造現場の社員は、今日の生産活動を無事に終わら
せることだけに心血を注ぎ、1年後も同じことをやっているイメージ
生産性向上だけでなく、未来へ向けた意識改革 を持っていました。
のきっかけに。 しかし、機械は時間がたてば劣化します。営業や販売担当は、
お客様から新しい商品やサービスを求められる。ここにギャップ
があるのに、製造現場が今日を終わらせることだけを考えていた
らいつまでもギャップが埋まらない状況がありました。
導入をきっかけに1年先、2年先の未来を考えるチームになり
つつあります。
ケーサー、パレタイザの導入が生産性の向上だけでなく、いろ
いろな面でシナジーを生んでいます。
景利(JRC 営業) ロボットケーサーとロボットパレタイズシステ
ムを採用いただき、封函機を含めて梱包ラインが自動化されまし
た。導入効果はいかがでしょうか。
梅乃宿酒造株式会社 様
桐様 次の未来が見えました。実際に工程が自動化されたのを
目の当たりにして、梅乃宿の社員は、自社の設備の機械化が進 「梅乃宿」「あらごしシリーズ」などの人気商
んでいくことを実感しています。 品で知られる、昨年創業 130 周年を迎えた
手作業工程を自動化することについては、弊社の設備技術者と 奈良県の酒造メーカー。
景利さん(JRC 営業)とで進めていたので、我々はイメージして 新製品の開発・製造に力を入れており、製
いました。でも大多数の社員は直接かかわっていないので、「突 造キャパシティを確保するため、設備の自動
然大きな機械が入ってきた」という驚きがありました。 化を進めているとのこと。
実稼働後、操作する作業者はこれまでとは異なるスキルの獲
得と、安全確保に対する提案や発言をされるようになりました。
ガラス瓶に入った商品は重く、割れると危険であるものの、全
体的に社員の安全に対する意識が高くないと感じていました。ロ
ボットアームが力強く運転していると、自主的に立ち入り禁止線
を引いたり、ルール化したりと変化があったことは、私は意外な
効果があったと感じています。
生産性における効果は、導入前に算定して目標としていた見立
て通りでしたので、こちらの要望に応えていただけたと考えてい
ます。
景利(JRC 営業) 1つ装置を導入してから、他の現場の方から
も「これもできるんじゃないか」という相談をもらうようになりま
した。
桐様 もともと設備技術者は、機械化を進めていきたいと考えて
いたので、導入をきっかけにいろいろな相談をしていますね。
いくら商品力があっても、おなじことをやり続けているだけで
は模倣されて、自社の優位性は維持できません。多品種少量生
産に対応できる体制を整えることは必然です。そのためにも既存
商品の生産ラインの機械化を進めていきたい、という声が社内
から出てくるようになりました。
株式会社 JRC ロボットSI 事業本部
課題解決事例集
Page5
課題解決提案事例
ロボットパレタイズシステム導入
Before After
2ラインのコンベアから流れてくる段ボールを ロボット1台で、2ライン分のパレタイズ作業を自動化。
それぞれのパレットに手作業で積み付け。 人の作業は空パレットの設置と、積みつけ後の
パレットの排出のみ。
納入先 エクセルパック・カバヤ株式会社
ワークの種類 段ボール箱
工程・用途 パレタイジング
プロダクト ロボットパレタイズシステム
課題 紙の入った重い段ボールのパレタイジング作業が1日中行われており、作業員の
負担が大きい。
工程次第では段ボールの重量検査も同時に行う。
ご提案 コンベア2ライン分のパレタイズを1台で行う装置で、パレタイジング作業を自動化。
重量検査モードも搭載。一度秤の上に段ボールをプレイスし、良品のみパレットに
積み付け、NG品はNG品置き場に排出する。
装置の動き ①コンベアから段ボールが流れてくると、在席センサで検知し、ロボットがピック。
②通常モードの場合、そのままパレットに積みつける。
重量検査モードの場合は、秤の上に段ボールをプレイスし、検査を行う。
検査結果が良品の場合は再度ピックし、パレットに積みつける。
検査結果が不良品の場合は、NG品置き場にプレイスする。
③パレットへの積み付けが完了すると、ブザーが鳴りランプが点灯する。
④ハンドリフター等でパレットを排出し、新しいパレットをセットする
株式会社 JRC ロボットSI 事業本部
課題解決事例集
Page6
導入事例インタビュー エクセルパック・カバヤ株式会社 様
設置面積の小さいパレタイズシステムで、導線を
確保しながら省人化
工場の採用難からロボットパレタイズシステムの導入に舵を切り、
3 社の合見積もりの中で最も小型な装置の提案だったことから
JRC社を選びました。
省人化の効果に加え、生産の全数に対し品質が担保できるように
なったことも導入効果の1つです。
エクセルパック・カバヤ株式会社
生産部 次長 石岡 佳大 様
導入のきっかけ 導入の決め手
採用難に悩み、工程のロボット化を決断 作業動線を広くとるために、設置面積の小さい
景利(JRC 営業) ロボットを導入しようと思ったきっかけにつ ロボットを採用
いて、教えてください。 景利(JRC営業) 弊社ロボットシステムを導入する決め手となっ
石岡様 私は工場の採用も担当しており、2交代制で働いていた たのは、どういった点でしょうか。
だくパートの方がなかなか採用できず困っていました。そこで、 石岡様 3社に相見積もりを取っていたのですが、その中で JRC
ロボットを導入することに決まりました。 社の良かった点はサイズが一番小さかったところです。
景利(JRC営業) 採用難が背景にあり、省人化のためにロボッ 3社の提案はともに弊社の求める可動域は確保できており、要
ト化に踏み切られたということですか。 望の達成度合いは同程度、価格帯も同程度でした。そこで、最
今回導入いただいたロボットパレタイズシステム以外で、ロボッ も設置面積が小さい JRC社を選びました。
トを導入されている工程はありますか? 景利(JRC 営業) 設置面積の小ささが良いと思われたのは、
石岡様 ロボットを使った自動化装置の導入自体が、弊社にとっ 導線確保のためでしょうか?
ては初めてです。 石岡様 そうですね。
以前に一度、工場内の導線改善のためにロボットの設置を検討
したことがあるのですが、その際は工場全体の改善の見積もりを
エクセルパック・カバヤ株式会社 様で
取ってみたところ予算が大幅にオーバーしたため、断念しました。 は、日ごろスーパーやコンビニなどで見
景利(JRC 営業) なるほど、それで今回のパレタイズ工程への かける様 な々製品のパッケージを製造し
ています。
スポット的なロボット導入が初めてとなったわけですね。今後御 食品や医療品などに使用されるパッ
社としてはロボット導入を進めていこうという方向性でしょうか? ケージを手がけられており、製造現場は
隅 ま々で衛生管理が行き届いています。
石岡様 そうですね。将来的には進めていきたいと考えています。
今回導入いただいた装置の名称は「IH
パレタイザ01」。ロボット導入に携わら
れた「石岡様」「萩原様」のお名前か
ら1文字ずつ頂いて名づけられました。
1台目のパレタイザなので「01」と
ナンバリングされており、現在「02」
の導入のお話も挙がっています。
株式会社 JRC ロボットSI 事業本部
課題解決事例集
Page7
導入事例インタビュー エクセルパック・カバヤ株式会社 様
設置面積の小さいパレタイズシステムで、導線を
確保しながら省人化
導入後の効果
エクセルパック・カバヤ株式会社 様
省人化に加えて、品質の全数担保も実現 パッケージ・包装資材等の製造・販売を
景利(JRC 営業) ロボットパレタイズシステムを導入頂いた効 行うメーカー。
果はいかがでしょうか。 「さくさくぱんだ」などの人気商品で知ら
れる菓子メーカーであるカバヤ食品のパッ
石岡様 省人化については、作業者が 2名から1名に減ったので ケージ製造事業からスタートし、
達成できています。夜勤帯もロボットが働いてくれるので、シフ 現在は食品以外にも雑貨・化粧品など
ト管理も楽になりました。 様々な製品パッケージを製造しています。
省力化はしていませんが、上流工程の生産能力上生産スピード
をあげることができないため、要求仕様にも生産速度上昇はあり
ませんでした。現状の生産スピードに合わせた積み付けを行って
います。
景利(JRC 営業) 導入前は人手で重量チェックをなさっていま
したよね。パレタイズシステムとウェイトチェッカーを組み合わせ
て入れたので、自動計量に加え重量データの引き出しも可能に
なっています。この点も便利になっているのではないでしょうか?
石岡様 はい。以前は重量チェックが必要なお客様や製品の時
にのみチェックを行っていましたが、いまは全部の重量を測って
いるので、生産した全数に対して品質が担保できるようになりま
した。
景利(JRC 営業) ロボット導入に際し、不安に感じていたこと
はありましたか?
石岡様 弊社は生産するアイテム数が非常に多いので、それらに
対応できるのかという懸念がありました。パレタイザ自体はグルー
プ会社で他メーカーの物を導入済みだったので、導入のイメージ
自体は沸いていました。
景利(JRC 営業) 導入してすぐのころは操作面などで弊社がい
ろいろとサポートさせていただいていましたが、2~3か月くらい経
つと概ねお手伝いすることがなくなりましたよね。
石岡様 いまはオペレータも操作に慣れ、全然問題がなくなりま
した。使いやすいです。
導入してすぐの慣れていない頃は億劫に感じていたのか積極的
に使えておらず、生産数が少ないものの時にはロボットを止めて
手で積みつけたりしていました。現在は対応サイズの範囲内のも
のは、全数ロボットで積み付けています。
株式会社 JRC ロボットSI 事業本部
課題解決事例集
Page8
課題解決提案事例
焼き菓子の整列・トレー詰め
Before After
焼きあがったラングドシャを2名が手作業で目視検査 次工程(画像検査 )用コンベアへの載せ替え・整列作業
し、包装機へ供給。 を装置1台、トレー詰め作業をもう1台で自動化し、計
個包装済みのラングドシャを3名でトレー詰め。 4名の人員削減。正確な整列により画像検査の精度向上。
※画像検査機:YEデジタル製
後の工程原因によるチョコ停時のオーバーフロー防止。
ワークの種類 ラングドシャ、洋菓子、お菓子、個包装、ピロー包装
納入先 マツザワホールディングス株式会社
工程・用途 搬送 /コンベア載せ替え / 整列 /トレー詰め
プロダクト パラレルリンクロボット搭載 高速ピッキングシステム
課題 後工程の装置(ピロー包装機)のチョコ停時にラングドシャの生産は止まらないため、
良品のラングドシャがオーバーフローしロスが発生する。
人手不足を解消し、少人数で生産性を維持する。
ご提案 コンベヤ載せ替え・整列は1つの装置に 2台のパラレルリンクロボットを搭載し、
作業効率を最大化。検査工程前に整列作業を行うことで、検査精度を向上。
チョコ停時はバッファー用コンベアに退避させる機能で、ロス発生を防止。
トレー詰めはオリジナルの3個取りハンドを使用し、ロボット1台で効率よく行う。
ロボットの動き < 装置1> ①焼きあがったラングドシャがランダムに流れてくる。
②次の画像検査工程のコンベア上に1列に整列・載せ替え、次工程へ送る。
③後工程が停止しているときは、装置に搭載のバッファーコンベアに
載せ替えることでロスを防止する。
④後工程が稼働再開した際は、前工程のコンベアと同時並行で
バッファーコンベア上のラングドシャも次工程用コンベアへ載せ替える。
<装置2> ①トレーを1枚ずつ手作業でトレー用コンベアに流す。
②ピロー包装機から1列で流れてくるラングドシャを3個取りのハンドで
ピックし、横 3個x縦 2個x高さ2段のトレーに詰める。
③トレーが満たされたら排出コンベアに押し出し、トレーの箱詰め工程へ流す。
株式会社 JRC ロボットSI 事業本部
課題解決事例集
Page9
課題解決提案事例
段ボールパレタイズ(鶏卵)
Before After
パック入り卵の入った約15kg の段ボールを作業員が ロボット1台で 2ライン分の作業を行い、
手作業でパレタイズ。 作業員1名削減。
1ラインにつき作業員1名x2ライン。 積み付け作業はロボットが行うため、作業員はロボッ
トの操作を行うだけになる。
作業員を重労働から解放し、労災のリスクを低減。
ワークの種類 段ボール /たまご
納入先 食品業界、鶏卵業界、菓子業界、ベイカー
工程・用途 パレタイジング
プロダクト ロボットパレタイズシステム
課題 14kg の段ボールをパレタイズするという重労働をロボット化することにより、
労働環境を改善し、労災を防止したい。
ご提案 協働ロボットを使用した省スペースなパレタイズシステム。
工場のレイアウト上安全柵の設置スペースが撮れないため、協働ロボットを採用し
エリアセンサで安全対策を行う。
ロボットの動き 2ラインのコンベアから、それぞれ1分 /1個の速度で流れてくる段ボールを、
2個のパレットにパレタイズ。
ロボットの作業速度は 30s/ 段ボール1個。
①封函機から流れてくる段ボールを、コンベアの先端で位置決め。
②ロボットハンドで段ボール吸着しコンベアから持ち上げ、パレット上に積む。
③パレットが満載になったら、作業者がハンドリフターで空のパレットと交換する。
※1 片方のパレットが満タンになった場合、もう片方のラインだけパレタイズ作業
が継続する。
※2 パレットの取り出し作業中は、ロボットは協働モード(低速運転)で稼働する。
株式会社 JRC ロボットSI 事業本部
課題解決事例集
Page10
課題解決提案事例
ローラーの吊り降し・積み付け
Before After
トロリーコンベヤで吊り下げられた状態で運ばれてく ロボット1台でローラーをフックから外す吊り降ろし作
るローラーを、作業員1名が手でフックから外して降 業を行い、塗装のチェックはカメラセンサとAIで行う。
ろす。もう1名が目視で塗装の仕上がりをチェックし、 判定後OK が出たローラーは、もう1台のロボットで
問題がなければメッシュパレット等へ積みつける。 積み付け作業を行う。
ワークの種類 塗装済みのローラー 長さ150 ㎜ ~1300 ㎜の間で無数に品種がある
納入先 株式会社 JRC 本社工場
工程・用途 フックから外す / パレタイズ(メッシュパレット) / ケーサー(木箱・段ボール)
プロダクト 産業用ロボットを使用した自動化装置
課題 吊り降しは台の上で頭の上より高い位置にある物を両手で外す作業なので、危険
があり作業員の肉体的負担が大きい。パレタイズは繰り返しの単純作業で、
メッシュパレットの底への積み付けは腰に負担がかかるため、自動化したい。
トロリーにつられているローラは 360°自由に回転し揺れるため、正確につかんで
フックから外すことが難しい。
ご提案 ロボット2台で作業員 2名それぞれの作業を自動化。
目視検査は別途カメラセンサを用いる。傷のあるワークを学習させて、AI が良否
判定を行う。
揺れるローラを外すために専用の治具と、掴んだローラに合わせてコンベヤを
追従しながら、人の手のように器用にフックから外すロボットプログラムを作成。
装置の動き ①1台目のロボットがトロリーコンベヤにつられたローラを掴み、傾けながら
フックから外し、塗装検査装置に渡す。
②カメラでローラを撮影し、AI が塗装不良がないか判定。良品のみを積み付け
工程に送る。
③2台目のロボットがメッシュパレット・木箱・段ボールなどにローラを積みつける。
株式会社 JRC ロボットSI 事業本部
課題解決事例集