



ホットメルト接着剤をインサートワークに直接射出成形することで優れた封止性能を発揮
ホットメルトモールディングとは、無溶剤1液型の熱可塑性ホットメルト接着剤を金型内に低圧で注入する成形技術です。
◆Case1:マイクロSWの防水封止ポッティングからの切替で工程改善&VA
◆Case2:温度センサ配線接続部の防水封止エポキシ接着剤からの切替で工程改善&VA
◆Case3:防水コネクタゴムブシュからの切替で工程改善&VA
◆Case4:プリント基板の防水封止ポッティングからの切替で工程改善&VA など多数掲載
◆詳細はカタログをダウンロードしてご覧下さい。
このカタログについて
| ドキュメント名 | ホットメルトモールディング採用事例集 |
|---|---|
| ドキュメント種別 | 事例紹介 |
| ファイルサイズ | 1.2Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 松本加工株式会社 (この企業の取り扱いカタログ一覧) |

このカタログの内容
Page1
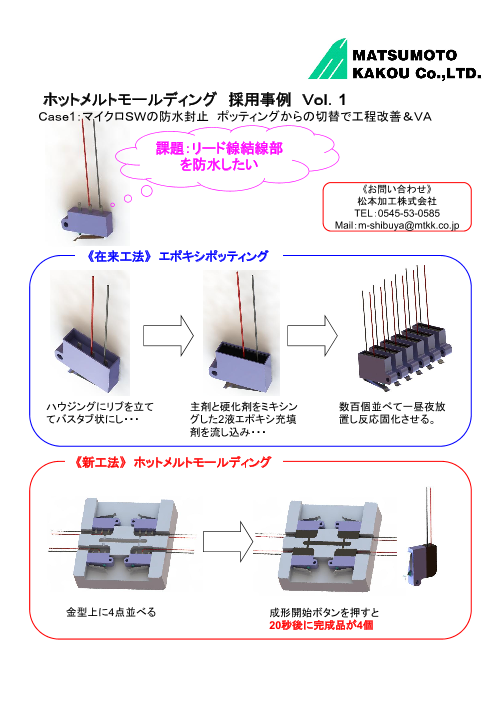
ホットメルトモールディング 採用事例 Vol.1
Case1:マイクロSWの防水封止 ポッティングからの切替で工程改善&VA
課題:リード線結線部
を防水したい
《お問い合わせ》
松本加工株式会社
TEL:0545-53-0585
Mail:m-shibuya@mtkk.co.jp
《在来工法》 エポキシポッティング
ハウジングにリブを立て 主剤と硬化剤をミキシン 数百個並べて一昼夜放
てバスタブ状にし・・・ グした2液エポキシ充填 置し反応固化させる。
剤を流し込み・・・
《新工法》 ホットメルトモールディング
金型上に4点並べる 成形開始ボタンを押すと
20秒後に完成品が4個
Page2
ホットメルトモールディング 採用事例 Vol.2
Case2:温度センサ配線接続部の防水封止
エポキシ接着剤からの切替で工程改善&VA
課題:リード線結線部
を防水したい
《在来工法》 エポキシ接着剤塗布
センサーを垂直に固定し並
べ、結線部にエポキシ接着
剤を塗布後、一昼夜放置し
て硬化させる。
作業性が悪く、完成までに
時間がかかる上に、歩留ま
りも悪い。
ホットメルトモールディングを検討したこともあったが、SUSの
ケースに対して充分な接着力が得られず、断念した。
《お問い合わせ》
松本加工株式会社
TEL:0545-53-0585
Mail:m-shibuya@mtkk.co.jp
Page3
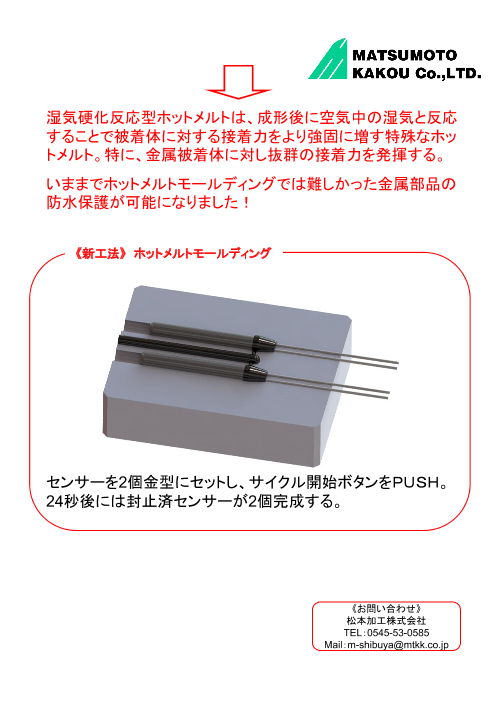
湿気硬化反応型ホットメルトは、成形後に空気中の湿気と反応
することで被着体に対する接着力をより強固に増す特殊なホッ
トメルト。特に、金属被着体に対し抜群の接着力を発揮する。
いままでホットメルトモールディングでは難しかった金属部品の
防水保護が可能になりました!
《新工法》 ホットメルトモールディング
センサーを2個金型にセットし、サイクル開始ボタンをPUSH。
24秒後には封止済センサーが2個完成する。
《お問い合わせ》
松本加工株式会社
TEL:0545-53-0585
Mail:m-shibuya@mtkk.co.jp
Page4
ホットメルトモールディング 採用事例 Vol.3
Case3:防水コネクタ ゴムブシュからの切替で工程改善&VA
課題:電線挿入部を
防水したい
《お問い合わせ》
松本加工株式会社
TEL:0545-53-0585
Mail:m-shibuya@mtkk.co.jp
《在来工法》 ゴムブッシュ
芯線に端子を打つ前に
ゴムブッシュを通す。それを
コネクタに挿入する。
ゴムブッシュが邪魔になり
端子自動打ち不可となるため
芯数が多いほど作業が大変。
《新工法》 ホットメルトモールディング
ゴムブッシュ不要。自動機で端子
打ち後、コネクタに挿入。それを
金型上に4個並べ
サイクルスタート。
30秒で4個の防水コネクタが完
成
Page5
ホットメルトモールディング 採用事例 Vol.4
Case4:プリント基板の防水封止 ポッティングからの切替で工程改善&VA
課題:プリント基板を
防水封止したい
《お問い合わせ》
松本加工株式会社
TEL:0545-53-0585
Mail:m-shibuya@mtkk.co.jp
《在来工法》 ウレタンポッティング
コネクタ一体のケースを 基板をケースに入れて ウレタンレジンを流し込み
樹脂成形にて製作 接点を半田付け 180分過熱養生して硬化
《新工法》 ホットメルトモールディング
金型上に基板をセット 成形開始ボタンを押すと
30秒で封止完成
Page6
ウレタンポッティング
ウレタンポッティング
・ケースが必要
・ポッティング剤15.3cc
・形状の自由度が無い
・過熱硬化 養生180分
・硬化工程 バッチ生産
ホットメルトモールディング
ホットメルトモールディング ・ケースが不要
・ホットメルト7.1cc(軽量)
・自由な形状設計
・熱可塑 成形0.5分
・成形工程 1個流し
《お問い合わせ》
松本加工株式会社
TEL:0545-53-0585
Mail:m-shibuya@mtkk.co.jp
Page7
ホットメルトモールディング 採用事例 Vol.5
Case4:LEDモジュール防水封止 ポッティングからの切替で工程改善&VA
課題:LEDモジュール
を防水封止したい
《お問い合わせ》
松本加工株式会社
TEL:0545-53-0585
Mail:m-shibuya@mtkk.co.jp
《在来工法》 シリコンポッティング
ポリカーボネイト成形品 モジュールをケースに シリコンレジンを流し込み
のバスタブを製作 入れ固定 80分過熱養生して硬化
《新工法》 ホットメルトモールディング
金型上にモジュールを2個セット 成形開始ボタンを押すと
40秒で封止完成
Page8
ホットメルトモールディング 採用事例 Vol.6
Case4:小型機器の筐体内配線をすっきりとさせたい
課題:筐体内配線の
まとまりが悪い。
電池交換の際、
ユーザーが筐体を
空けるが見栄えが
良くない
ホットメルトモールディングで解決
ハーネスをホットメルトモールディング
で任意形状に固定!
《お問い合わせ》
松本加工株式会社
TEL:0545-53-0585
Mail:m-shibuya@mtkk.co.jp
Page9
ホットメルトモールディング 採用事例 Vol.8
Case8:モーターステーターの防水封止
課題:ステーターを
防水処理したい。
《旧来》 BMC成形
熱硬化性の不飽和ポリエステルで成形。
熱硬化のため、成形時間が数分と長い。
また、高圧で樹脂を射出するため、ハーネスの断線等不具合が
発生し易く、歩留りがあがらず苦労していた。
《新工法》ホットメルトモールディング
成形時間40秒!
成形圧力1.5MPa!
部品にやさしい。
《お問い合わせ》
松本加工株式会社
TEL:0545-53-0585
Mail:m-shibuya@mtkk.co.jp
Page10
ホットメルトモールディング 採用事例 Vol.9
Case9:改造防止とパターン目隠しのため、基板の一部を接着剤封止
課題:改造防止に
部品を外から触れ
ないようにしたい
《お問い合わせ》
松本加工株式会社
TEL:0545-53-0585
Mail:m-shibuya@mtkk.co.jp
ホットメルトモールディングにて解決!
成形時間35秒!
ホットメルトが基板に強力に接着するので取り外し不可。
また、黒色グレード(標準品)とすることで回路パターン
さえ視認不可。
Page11
ホットメルトモールディング 採用事例 Vol.11
Case4:水周りの電装 HMMで省スペース化とコストダウンを実現
《お問い合わせ》 課題:プリント基板を
松本加工株式会社
TEL:0545-53-0585 防水封止したい
Mail:m-shibuya@mtkk.co.jp
《在来工法》 ウレタンポッティング
ウレタン重量:23.4g
過熱養生時間:120分
コストを安価にするため、
回路を1枚の基板に集約し、ポッティングを実施。
回路を集約することから、どうしても基板が大きくなってしまい
設置場所を大きくとってしまう。
Page12
《新工法》 ホットメルトモールディング
ホットメルトモールディングにすることで、封止時間を大幅に
短縮。コストダウンを実現。
また、簡単に封止が完了するため、基板を集約する必要が
なくなる。これによって商品形状がよりシンプルになり
製品の付加価値が向上。
ホットメルト重量:9.6g
成形時間:50秒
《お問い合わせ》
松本加工株式会社
TEL:0545-53-0585
Mail:m-shibuya@mtkk.co.jp
Page13
ホットメルトモールディング 採用事例 Vol.12
Case12:振動による電解コンデンサ脱落防止にホットメルトモールディング
課題:
繰り返し振動で電解コンデンサの
半田付け部に亀裂、最終的に脱
落してしまう
ホットメルトモールディングで対策
ホットメルトの硬度はShoreA90
自身の可とう性で振動を減衰
《お問い合わせ》
さらに、ケースレス化も実現しました! 松本加工株式会社
TEL:0545-53-0585
Mail:m-shibuya@mtkk.co.jp
Page14
ホットメルトモールディング 採用事例 Vol.13
Case13:ICタグ(細線コイル)の封止
課題:
細線をコイル状に巻いてアンテナに
なっているICタグ。
樹脂成形にて封止したいが、
コイルに曲がり、断線が発生して
しまい製品化できない。
《お問い合わせ》
松本加工株式会社
TEL:0545-53-0585
Mail:m-shibuya@mtkk.co.jp
低溶融粘度のホットメルトを使用。(1,900m・Pa・s)
極めて低い成形圧力0.5MPaで成形することでコイルにダメージ
を与えずに封止を実現しました。
試作品:透明色 製品:黒色
Page15
ホットメルトモールディング 採用事例 Vol.14
Case14:アース端子の止水
課題:
アース線の端子部から、電線被服
内部に浸水してしまう。
《お問い合わせ》
松本加工株式会社
TEL:0545-53-0585
Mail:m-shibuya@mtkk.co.jp
ホットメルトモールディングで解決
端子カシメ部をホットメルトモールディングで封止。
金属、シースに強力に接着し、界面からの浸水を防止。
これによって製品の信頼性を向上させるとともに、
グランド位置の自由度が増し電線長の削減VAにもつながりました。
Page16
ホットメルトモールディング 採用事例 Vol.15
Case15:モバイルバッテリーの外部接続端子部の固定
課題:回路基板を素電池に固定したい。
部品点数や組立工数を最小限にしたい。
《ホットメルトモールディング》
ホットメルトモールディングは1成形で完結!
部品点数・組立工数を削減した。
さらに、組立を要さないことから
製品の小型化にも貢献
《お問い合わせ》
松本加工株式会社
TEL:0545-53-0585
Mail:m-shibuya@mtkk.co.jp