


際立つ加工能力が、競争力の強化・生産性の工場・幅広い応用性を加工現場にお届けします。
【掲載内容】
◆微細穴加工
◆深穴加工
◆難削材穴加工
◆部品穴加工
◆雷は大規模な放電現象である
◆放電加工って、どんな加工方法? など
◆詳細は、カタログをダウンロードしてご覧ください。
このカタログについて
| ドキュメント名 | アステック TECHNICAL DATA【放電加工】 |
|---|---|
| ドキュメント種別 | その他 |
| ファイルサイズ | 1.6Mb |
| 登録カテゴリ | |
| 取り扱い企業 | 株式会社アステック (この企業の取り扱いカタログ一覧) |
この企業の関連カタログ




このカタログの内容
Page1
Discover something unusually Different
HIGH SPEED SMALL-HOLE DRILL EDM.
M A D E I N H A C H I O J I TOKYO
Mt. TAKAO
HACHIOJI
〒192-0154 東京都八王子市下恩方町350番地
TEL.042-651-9411(代) FAX.042-651-7423
ASTEC Co., Ltd.
350 SHIMOONGATA-CHO, HACHIOUJI-CITY,
TOKYO, 192-0154 JAPAN
TEL.042-651-9411 FAX.042-651-7423
http://www.astec-edm.co.jp
Printed in Japan 17.02.2000ADUP
Page2
A S T E C T E C H N I C A L D A T A
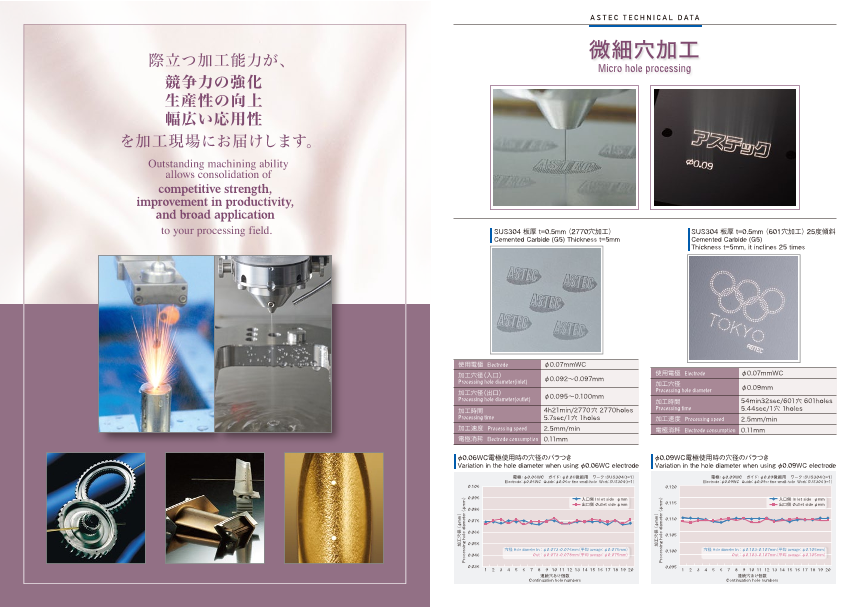
際立つ加工能力が、 微細穴加工Micro hole processing
競争力の強化
生産性の向上
幅広い応用性
を加工現場にお届けします。
Outstanding machining ability
allows consolidation of
competitive strength,
improvement in productivity,
and broad application
to your processing field. SUS304 板厚 t=0.5mm( 2770穴加工) SUS304 板厚 t=0.5mm( 601穴加工) 25度傾斜
Cemented Carbide (G5) Thickness t=5mm Cemented Carbide (G5)
Thickness t=5mm, it inclines 25 times
使用電極 Electrode φ0.07mmWC
加工穴径(入口) 使用電極 Electrode φ0.07mmWC
Processing hole diameter(inlet) φ0.092~0.097mm 加工穴径
加工穴径(出口) Processing hole diameter
φ0.09mm
Processing hole diameter(outlet) φ0.095~0.100mm 加工時間 54min32sec/601穴 601holes
加工時間 4h21min/2770穴 2770holes Processing time 5.44sec/1穴 1holes
Processing time 5.7sec/1穴 1holes 加工速度 Processing speed 2.5mm/min
加工速度 Processing speed 2.5mm/min 電極消耗 Electrode consumption 0.11mm
電極消耗 Electrode consumption 0.11mm
φ0.06WC電極使用時の穴径のバラつき φ0.09WC電極使用時の穴径のバラつき
Variation in the hole diameter when using φ0.06WC electrode Variation in the hole diameter when using φ0.09WC electrode
電極:φ0.06WC ガイド:φ0.06微細用 ワーク:SUS304(t=1) 電極:φ0.09WC ガイド:φ0.09微細用 ワーク:SUS304(t=1)
Electrode:φ0.06WC Guide:φ0.06or fine small-hole Work:SUS304(t=1) Electrode:φ0.09WC Guide:φ0.09or fine small-hole Work:SUS304(t=1)
0.106 0.120
0.096 入口側 Inlet side φmm 入口側 Inlet side φmm
出口側 Outlet side φmm 0.115 出口側 Outlet side φmm
0.086
0.076 0.110
0.066 0.105
0.056
穴径 Hole diameter In:φ0.073-0.076mm(平均 average:φ0.075mm) 0.100 穴径 Hole diameter In:φ0.103-0.107mm(平均 average:φ0.105mm)
0.046 Out:φ0.073-0.078mm(平均 average:φ0.075mm) Out:φ0.103-0.107mm(平均 average:φ0.105mm)
0.036 0.095
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
連続穴あけ個数 連続穴あけ個数
Continuation hole numbers Continuation hole numbers
加工穴径(φmm)
Processing hole diameter(φmm)
加工穴径(φmm)
Processing hole diameter(φmm)
Page3
A S T E C T E C H N I C A L D A T A A S T E C T E C H N I C A L D A T A
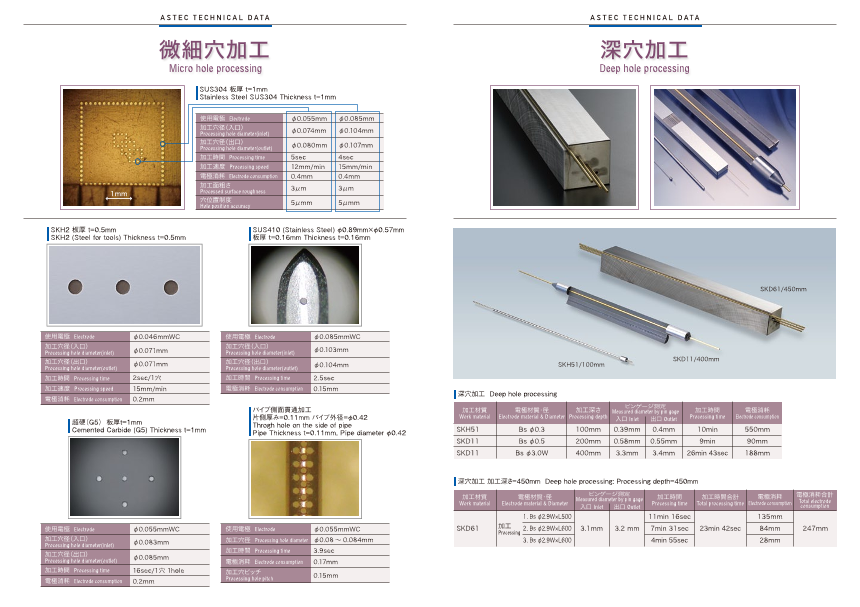
微細穴加工 深穴加工
Micro hole processing Deep hole processing
SUS304 板厚 t=1mm
Stainless Steel SUS304 Thickness t=1mm
使用電極 Electrode φ0.055mm φ0.085mm
加工穴径(入口)
Processing hole diameter(inlet) φ0.074mm φ0.104mm
加工穴径(出口)
Processing hole diameter(outlet) φ0.080mm φ0.107mm
加工時間 Processing time 5sec 4sec
加工速度 Processing speed 12mm/min 15mm/min
電極消耗 Electrode consumption 0.4mm 0.4mm
加工面粗さ
Processed surface roughness 3μm 3μm
穴位置制度
Hole position accuracy 5μmm 5μmm
SKH2 板厚 t=0.5mm SUS410 (Stainless Steel) φ0.89mm×φ0.57mm
SKH2 (Steel for tools) Thickness t=0.5mm 板厚 t=0.16mm Thickness t=0.16mm
SKD61/450mm
使用電極 Electrode φ0.046mmWC 使用電極 Electrode φ0.085mmWC
加工穴径(入口) 加工穴径(入口)
Processing hole diameter(inlet) φ0.071mm Processing hole diameter(inlet) φ0.103mm
加工穴径(出口) SKD11/400mmφ0.071mm 加工穴径(出口)
Processing hole diameter(outlet) SKH51/100mmProcessing hole diameter(outlet) φ0.104mm
加工時間 Processing time 2sec/1穴 加工時間 Processing time 2.5sec
加工速度 Processing speed 15mm/min 電極消耗 Electrode consumption 0.15mm
深穴加工 Deep hole processing
電極消耗 Electrode consumption 0.2mm
パイプ側面貫通加工 加工材質 電極材質・径 加工深さ ピンゲージ測定Measured diameter by pin gage 加工時間 電極消耗
片側厚み=0.11mm パイプ外径=φ0.42 Work material Electrode material & Diameter Processing depth 入口 Inlet 出口 Outlet Processing time Electrode consumption超硬(G5) 板厚t=1mm Throgh hole on the side of pipe
Cemented Carbide (G5) Thickness t=1mm Pipe Thickness t=0.11mm, Pipe diameter φ0.42 SKH51 Bs φ0.3 100mm 0.39mm 0.4mm 10min 550mm
SKD11 Bs φ0.5 200mm 0.58mm 0.55mm 9min 90mm
SKD11 Bs φ3.0W 400mm 3.3mm 3.4mm 26min 43sec 188mm
深穴加工 加工深さ=450mm Deep hole processing: Processing depth=450mm
加工材質 電極材質・径 ピンゲージ測定Measured diameter by pin gage 加工時間 加工時間合計 電極消耗 電極消耗合計
Work material Electrode material & Diameter 入口 出口 Processing time Total processing time Electrode consumption
Total electrode
Inlet Outlet consumption
1. Bs φ2.9W×L500 11min 16sec 135mm
使用電極 Electrode φ0.055mmWC 使用電極 Electrode φ0.055mmWC SKD61 加工 2. Bs φ2.9W×L600 3.1mm 3.2 mm 7min 31sec 23min 42sec 84mm 247mmProcessing
加工穴径(入口) φ0.083mm 加工穴径 Processing hole diameter φ0.08 ~ 0.084mm 3. Bs φ2.9W×L600 4min 55sec 28mmProcessing hole diameter(inlet)
加工穴径(出口) 加工時間 Processing time 3.9sec
Processing hole diameter(outlet) φ0.085mm 電極消耗 Electrode consumption 0.17mm
加工時間 Processing time 16sec/1穴 1hole 加工穴ピッチ
電極消耗 Electrode consumption 0.2mm Processing hole pitch
0.15mm
Page4
A S T E C T E C H N I C A L D A T A A S T E C T E C H N I C A L D A T A
難削材穴加工 部品穴加工
Difficult-to-machine material EDM drilling processing Component EDM drilling processing
難削材穴加工 インコネル Difficult-to-machine material INCONEL 部品穴加工 Component EDM drilling processing
加工材質 電極材質・径 加工深さ ピンゲージ測定 加工時間 電極消耗 加工材質 電極材質・径Measured diameter by pin gage 加工深さ 加工時間 電極消耗
Work material Electrode material & Diameter Processing depth 入口 Inlet 出口 Outlet Processing time Electrode consumption Work material
Electrode material
& Diameter Processing depth Processing time Electrode consumption
インコネル Bs φ0.2 20mm 0.32mm 0.2 mm 5min 34sec 135.4mm SUS420F Bs φ0.5 8mm 13sec 6.5mm
INCONEL Cu-W※ φ0.3 50mm 0.37mm 0.36mm 5min 57sec 33.8mm SUS304 Bs φ0.5 3mm 14sec 2mm
※印は、Cu-W:銅タン Mark is Cu-Tungsten SUS420 Bs φ0.7 0.6mm 3sec 0.2mm
難削材穴加工 チタン Difficult-to-machine material Titan SCR 415 Bs φ0.7 1.8mm 7.5sec 0.9mm
加工材質 電極材質・径 加工深さ ピンゲージ測定Measured diameter by pin gage 加工時間 電極消耗 PB47 Bs φ0.7 5.5mm 14sec 3.5mm
Work material Electrode material & Diameter Processing depth 入口 Inlet 出口 Outlet Processing time Electrode consumption DSUS13A Bs φ0.9 2.25mm 8sec 2.3mm
チタン Cu φ0.2 20mm 0.29mm 0.31mm 5min 39sec 181.1mm SAPH440 Bs φ1.0v 2mm 9sec 0.7mm
Titanium Cu-W※ φ0.3 50mm 0.37mm 0.43mm 5min 21sec 13.5mm SCM415 Bs φ1.1 1.85mm 10sec 0.93mm
SUJ2 Bs φ1.3w 0.75mm 5.5sec 0.25mm
難削材穴加工 ダイヤモンド焼結 Difficult-to-machine material Sintered Diamond
SCR415 Bs φ1.4w 3.6mm 21sec 0.91mm
加工材質 電極材質・径 加工深さ ピンゲージ測定Measured diameter by pin gage 加工時間 電極消耗 KM62F-MA Bs φ1.4w 0.4mm 11sec 0.7mm
Work material Electrode material & Diameter Processing depth 入口 Inlet 出口 Outlet Processing time Electrode consumption
ダイヤモンド焼結 DSUS70-DH Bs φ1.4w 1.25mm 12sec 0.9mmCu φ0.4 1.5mm 0.47mm 0.45mm 42sec 11.6mm
Sintered ASK2600 Bs φ1.4w 0.5mm 6sec 0.1mm
Diamond Cu φ0.45 1.5mm 0.53mm 0.49mm 41sec 13.2mm S48C Bs φ1.46w 2.25mm 6sec 2mm
難削材穴加工 超微粒子WC(SF20) 加工深さ=5mm SCM420H Bs φ1.6w 11.75mm 25sec 8.5mm
Difficult-to-machine material Ultra fine Sintered tungsten carbide (SF20)Processing depth=5mm DSUS70-DH Bs φ1.9w 1.35mm 9sec 0.6mm
加工材質 電極材質・径 ピンゲージ測定 電極消耗合計Measured diameter by pin gage 加工時間 加工時間合計 電極消耗 SCM415F Bs φ1.9w 1.8mm 10sec 0.7mm
Work material Electrode material & Diameter Total electrode入口 出口 Processing time Total processing time Electrode consumptionInlet Outlet consumption S15C Bs φ1.9w 2.5mm 13sec 1.1mm
1. Cu φ0.2×L300 2min 37sec 127.1mm SCM435 Bs φ2.2w 2.5mm 15sec 0.9mm
WC(SF20) 加工Processing 2. Cu φ0.2×L300 0.31mm 0.36mm 3min 9sec 6min 17sec 124.9mm 258mm S45C Bs φ2.4w 5mm 32sec 1.55mm
3. Cu φ0.2×L300 31sec 6mm S38C Bs φ2.5w 2.8mm 18sec 0.85mm
SUM22 Bs φ2.9w 1.85mm 13sec 0.7mm
難削材穴加工 超微粒子WC(SF20) Difficult-to-machine material Ultra fine Sintered tungsten carbide (SF20)
S48C Bs φ2.9w 2.25mm 10sec 0.7mm
加工材質 電極材質・径 加工深さ ピンゲージ測定Measured diameter by pin gage 加工時間 電極消耗 ※
Work material Electrode material & Diameter Processing depth Processing time Electrode consumption DSUS70-DH Bs 1.96×0.96 0.5mm 13sec 0.85mm入口 Inlet 出口 Outlet
※
WC(SF20) Cu φ0.3×L300 5mm 0.37mm 0.38mm 2min 9sec 162.2mm K-M35FL Bs 1.9×1.15 0.9mm 14sec 0.9mm
WC(SF20) Cu φ0.5×L300 10mm 0.58mm 0.57mm 4min 23sec 195.2mm SUS304 Bs φ4.0 1mm 8sec 0.3mm
WC(SF20) Cu φ1.0×L300 20mm 1.09mm 1.02mm 4min 27sec 202.4mm STKM-11A Bs φ8.0 1.2mm 12sec 12mm
※印は、楕円穴 Mark is Ellipse hole
Page5
D I S C H A R G E P H E N O M E N O N P R O C E S S I N G M E T H O D
雷は、大規模な放電現象である。 放電加工って、どんな加工方法?
Thunder is a large-scale discharge phenomenon. What is EDM processing?
細穴放電加工機の加工方法
The processing method of a small-hole
electric discharge machine
●パイプ状電極の中に加工液を高圧で供給
加工屑を排出し、間隙を浄化
加工部の冷却化を実施
パイプ電極 Processing liquid is supplied with high pressure
Pipe-electrode into a pipe-electrode discharge processing waste,
purify a gap, and cooling the processing part.
電極チャック ●電極を回転させ、サーボ機構で電極を降下
Electrode 安定した細穴加工が、自動的に行われ、バリの
chuck ない加工を実現
Rotate an electrode and descend an electrode
with a servo mechanism. Stable small-hole
processing is performed automatically
and processing without burrs is realized.
電極ガイド ●電極は、消耗しながら細穴を加工
Electrode guide 加工物が加工されると同時に、パイプ電極も
消耗しながら穴加工を行います。 穴加工は、放
加工屑 電を継続することにより、スムーズに加工が進
Processing んでいきます
waste A pipe style electrode producing a small hole
is consumed in the EDM process. The EDM
process continues during this consumption
until finished or length exhausted.
加工物
Work
加工用パイプ電極の種類
Spring thunder, Far away thunder, The variety of pipe electrode for processing春雷、遠雷、稲妻、寒雷… Electric discharge machining is the technology which a bolt, Cold winter thunder... processes metal with the electrical energy which builds
雷は季節によってさまざまな言葉で表現されています。 Thunder is expressed by the season in various words. artificially the discharge phenomenon of occurring at the
四季を通して発生する雷は、雲の中で蓄積された電気 Thunder generated through the four seasons is the
が引き起こす絶縁破壊で、雲と地表の間で起きる dielectric breakdown which the electrical charge S Type V Type W Type
time of generating thunder, and is produced by the
discharge.
ショートのような状態です。その発生メカニズムは、地 accumulated in clouds causes, and is in a condition which is short of occurring between clouds and surface of the 放電加工は、雷の発生時に起きる放電現象を人工的 In the processing method using this discharge
表の大気が暖められることにより上昇気流が生まれ、 earth. An ascending flow is born by warming the につくり、その放電によって生まれる電気エネルギー phenomenon, like the thunder generates the discharge,
上空にある冷たい空気の中に入ったときに生まれます。 atmospheric air of surface of the earth, and the で金属の加工を行う加工技術です。 the processing method induces explosive energy by
generating mechanism is born when it enters into the cold
その流れは、 air which is high up in the sky. この放電現象を利用した加工方法では、雷が雲と地 generating a discharge in the narrow gap of an electrode
①水蒸気を多く含んだ大気が上昇すると雲がつくられ、 ① 上との間で放電が発生するのと同様に、電極(工具) (tool) and a work, and utilized that energy same as In the atmospheric air, the flow is contains many
徐々に雲は大きく発達していきます。 streams that go up, clouds will be built and clouds will と加工物との狭い間隙の中で発生させることで爆発的 discharge occurred between clouds and the ground.
②その結果、上昇した空気が雲の上層部へと上昇する progress greatly but gradually. なエネルギーを生み、そのエネルギーを活用した加工 In the EDM processing, the condition of the elevated ② As a result, if the air which went up goes up to the temperature is generated because a fusion zone disperses
と、「アラレやヒョウ」が生まれ、次にこの「アラレやヒョ upper zone of clouds, “Some hail and a hailstorm” will 法です。
with a high pressure, at the same time, the electric
ウ」が地表に向かって落下していきます。 be produced and “The hail and hailstorm” will fall 放電加工では、対向した電極と加工物の隙間に高温
③この時、雲の上層部には正の電荷が蓄積され、下層 toward surface of the earth.
discharge machining progressing in the clearance
で加熱された状態が生まれ、さらに気化溶融が生じる
③ At this time, a positive charge will be accumulated in between the electrode and the work, and a gasification
部には負の電荷が蓄積されることになります。 the upper zone of clouds and a negative charge will be と同時に、高い圧力によって溶融部が飛散することで fusion continues to rise.
④最後にこの2つの電荷が飽和状態になり、空気の絶 accumulated in a lower layer part. 加工が進んでいきます。 Therefore, it is important for electric discharge
縁が破壊されて落雷が発生します。 ④ Finally these two charges will be in saturation, 従って、放電加工は、常に最適な状態で放電を繰り
insulation of air is destroyed, and a thunderbolt occurs. machining to repeat discharge in the optimal condition
この落雷は、雲内に大きな電位差が起きた時の放電に 返すことが重要であり、しかも電極と加工物との間隙This thunderbolt is produced by discharge when a big maintaining the gap of an electrode and work piece. This
よって生まれます。放電現象は、極めて大きな熱エネル electric potential difference occurs in clouds. A discharge を適正に維持することで、金属の硬度に関係なく安定 excellent feature allows for processing EDM holes
ギーや圧力を生み、地表にあるさまざまなものを破壊す phenomenon induces very big heat energy and pressure, した加工が行えるという、極めて優れた特長を備えて regardless of metal hardness.
and has the force which destroys various things on the
る力をもっています。 います。surface of the earth.
Page6
A S T E C P R O D U C T S
微細穴&超高速加工機シリーズ
Micro hole & super high speed CNC EDM machine series
微細穴超高速CNC放電加工機 微細穴超高速CNC放電加工機
Micro hole super high speed CNC EDM machine Micro hole super high speed CNC EDM machine
高
尾
山
か
ら
富
士
山
を
眺
望
高尾から世界へ。
A11MP1CNC A34MP1CNC From Takao to the world
高速細穴加工機シリーズ グローバルなフィールドで細穴放電加工の世界を切り拓くアステックブランド。
High-speed small-hole EDM series The ASTEC brand which creates the world of small-hole electric
discharge machining in the global field
高速細穴放電加工ユニット 高速細穴放電加工機
High-speed small-hole electric- High-speed small-hole electric discharge machine
discharge-machining unit
2Z400・P2/P3 A22M/P2 A33M/P3
CNC高速細穴放電加工機 CNC大型高速細穴放電加工機
CNC high-speed small-hole electric discharge machine CNC high-speed small-hole electric discharge machine
極めて高い加工スピード、安定した加工性能、 The high-speed small-hole electric discharge
そして加工品質の高さ・・・日本のものづくりの中 machine of ASTEC is continually being im-
proved in their production in Japan. ASTEC’s
で磨きぬかれたアステックの高速細穴放電加
long history experience in EDM drilling has
工機。その実績は、日本のブランド created the brand that is known
から世界のブランドへと大きく成長 around the world from Japan.
し、現在では十数カ国に輸出され、 Exported to over 10 nations,
ASTEC has received high as-
世界のものづくりでの現場で高い
sessments in the field of EDM
評価を受けています。 production around the world.
A34CNC/AEC/AGC A66CNC/AEC/AGC
View of Mt. Fuji from Takaosan